-
Постановка задачи
С целью ознакомления с возможностями новой версии САМ ЛП LVMFlowCV, основанной на методе контролируемого объема, от ОАО «КнААПО» поступило задание на проведение компьютерного моделирования двух отливок. 3D-модели отливок были предоставлены технологами ОАО «КнААПО».
-
КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССА ЗАЛИВКИ И ЗАТВЕРДЕВАНИЯ
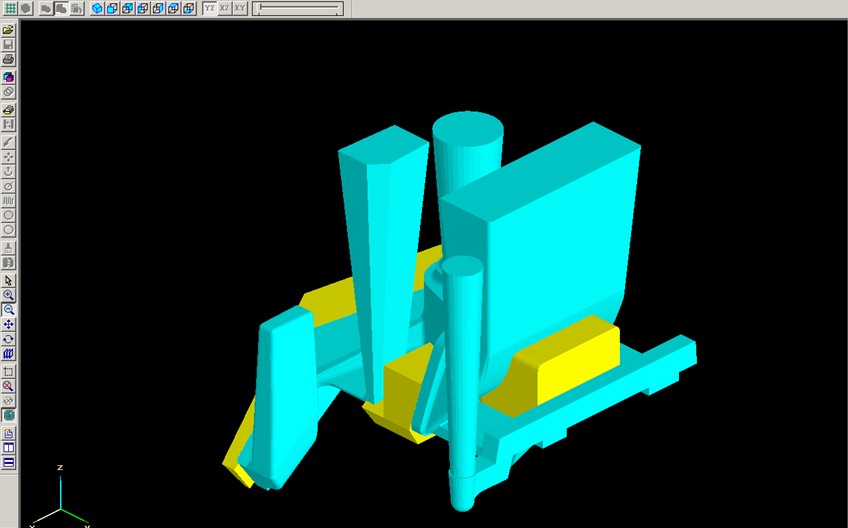
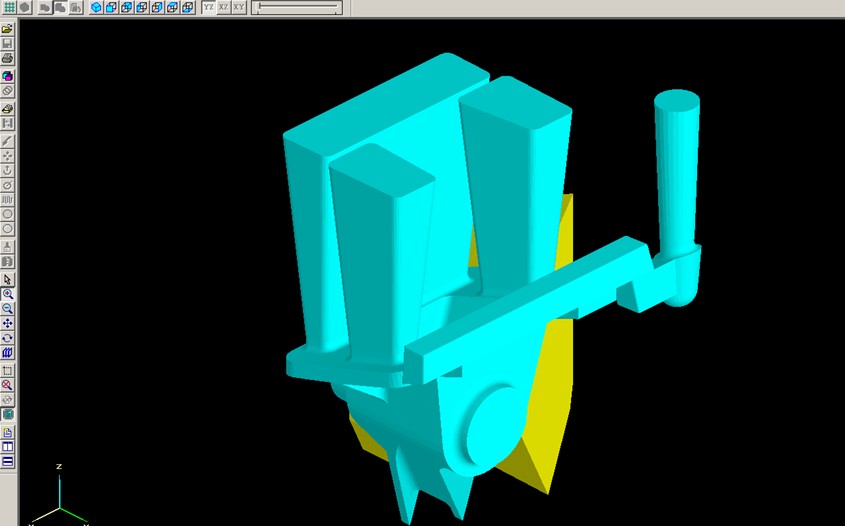
3D-модели отливок с ЛПС представлены на рисунках 1 и 2.
2.1 Технологические данные для моделирования
Исходные данные для компьютерного моделирования задавались согласно действующей технологии на ОАО «КнААПО»:
- метод литья – литье в песчаные формы;
- марка сплава – силумин АК8Л ГОСТ 1583-93;
- температура заливки металла – 710 оС;
- формовочная смесь – песчано-глинистая;
- материал стержня – песчаный, связующее жидкое стекло, отверждение продувкой СО2;
- начальная температура формы – 20 оС;
- покраска:
- а) формы – нет;
- б) стержня – противопригарная краска (спирт + тальк);
- масса отливки с ЛПС:
- а) вариант 1 — 3.81 кг
- б) вариант 2 — 2.36 кг
- напор в мм:
- а) вариант 1 — 105,2 мм
- б) вариант 2 — 72,3 мм
- время заливки:
- а) вариант 1 — 3,6 сек
- б) вариант 2 — 2,8 сек
2.2 Моделирование процесса заливки и затвердевания в модуле
«Полная задача»
2.2.1 Моделирование отливки № 1
Так как при моделировании в модуле «Затвердевание» предполагается, что форма заполнена металлом мгновенно, то есть не учитывается разогрев формы в процессе заливки, то этот вид расчета является предварительным. Для получения более точных результатов был проведен расчет заливки и последующего затвердевания отливки в модуле «Полная задача».
Процесс заливки металла через определенные промежутки времени представлен на рисунках 3а – 3ж.
Процесс затвердевания показан на рисунках 4а – 4ж, усадочные дефекты – рисунках 5а – 5г.

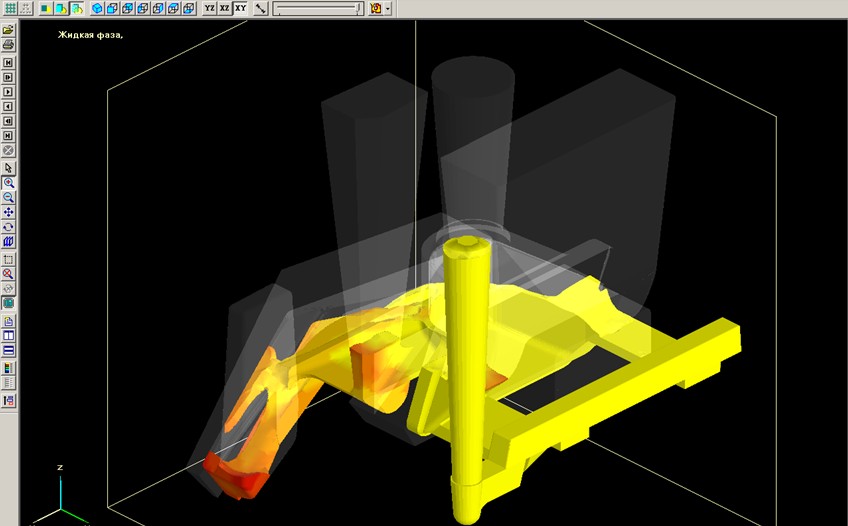
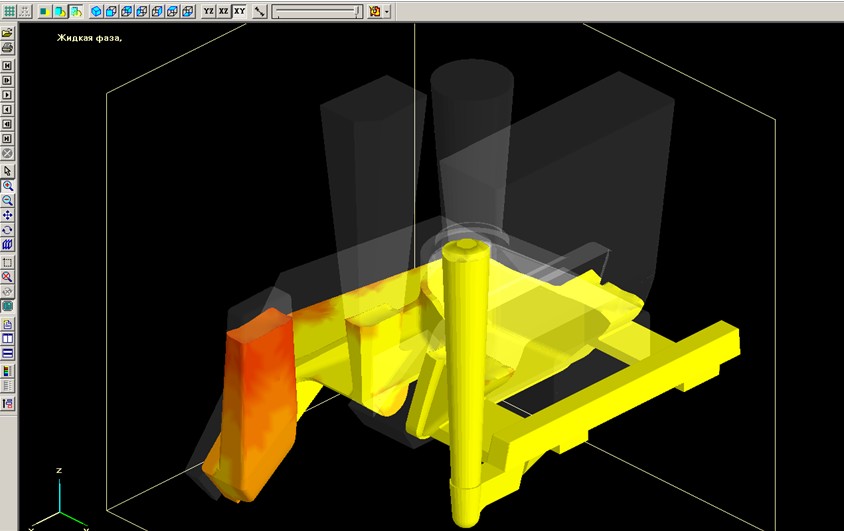
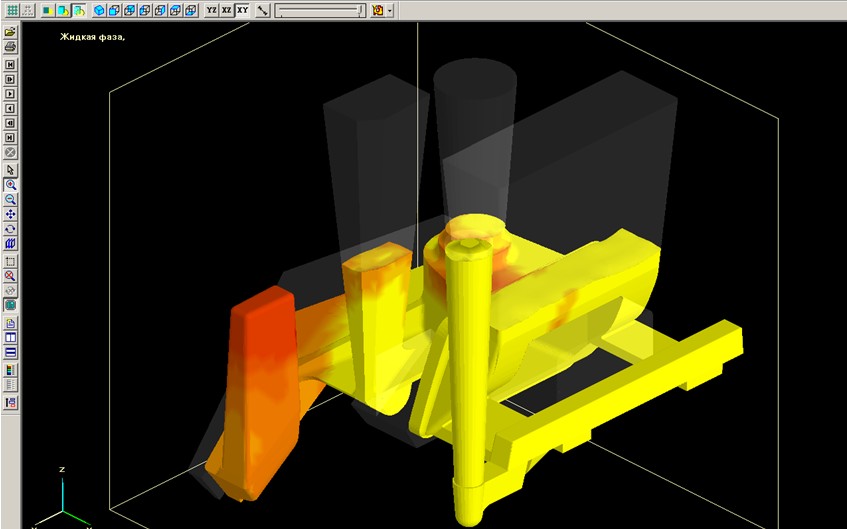
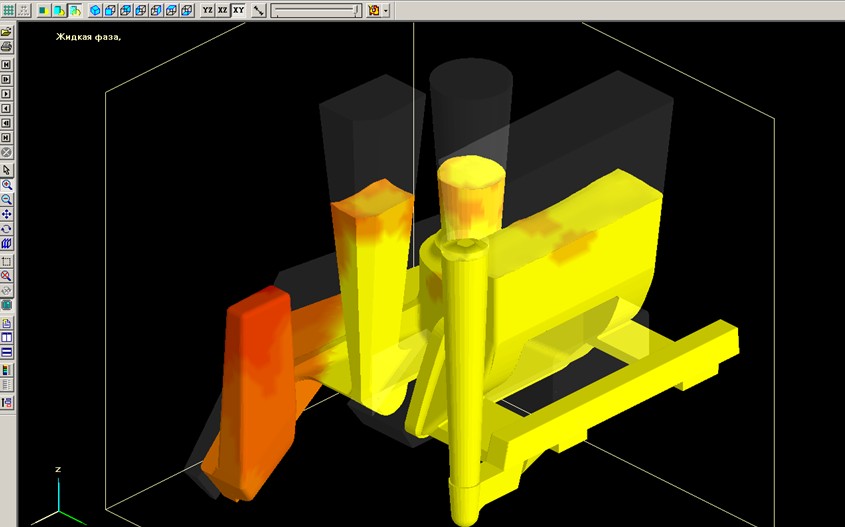
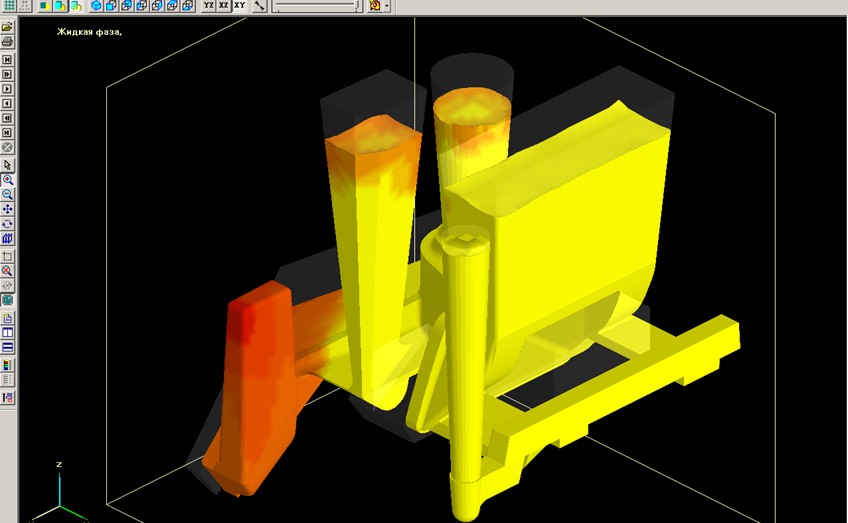

Рисунок 3 — Процесс заливки отливки №1
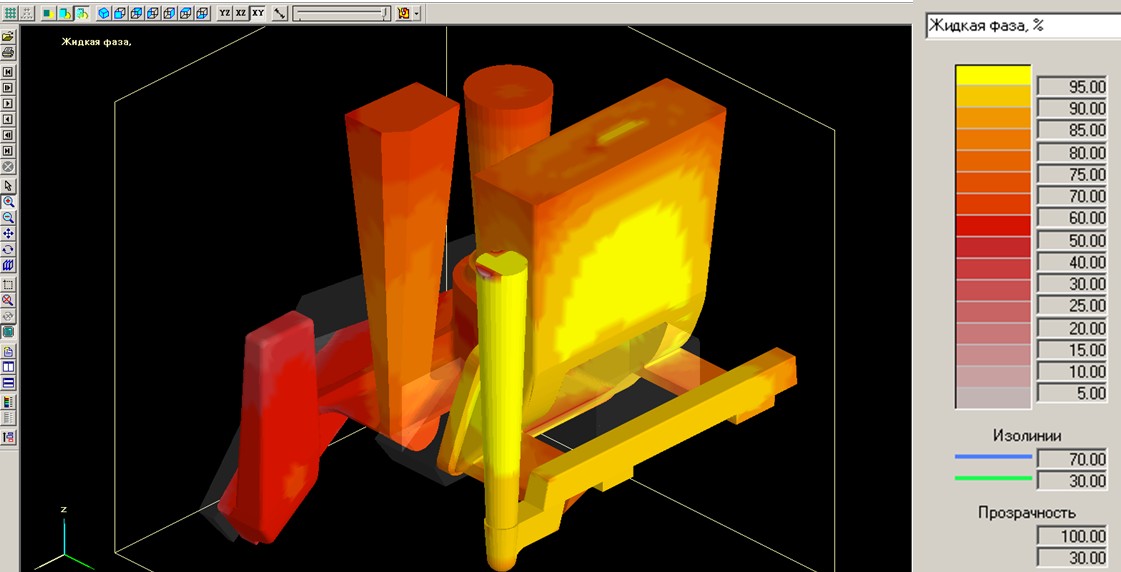

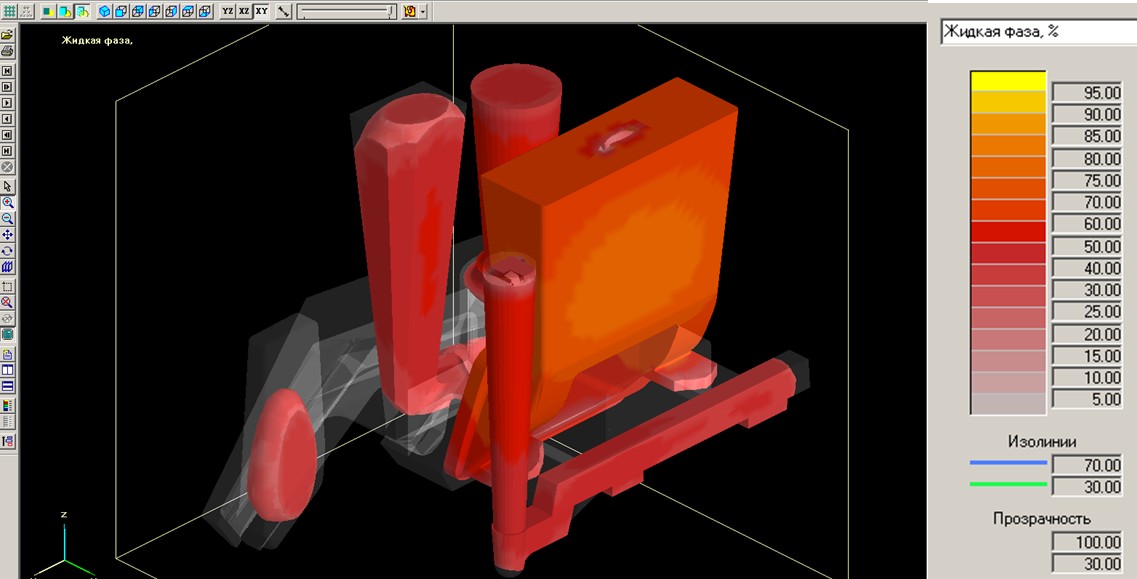
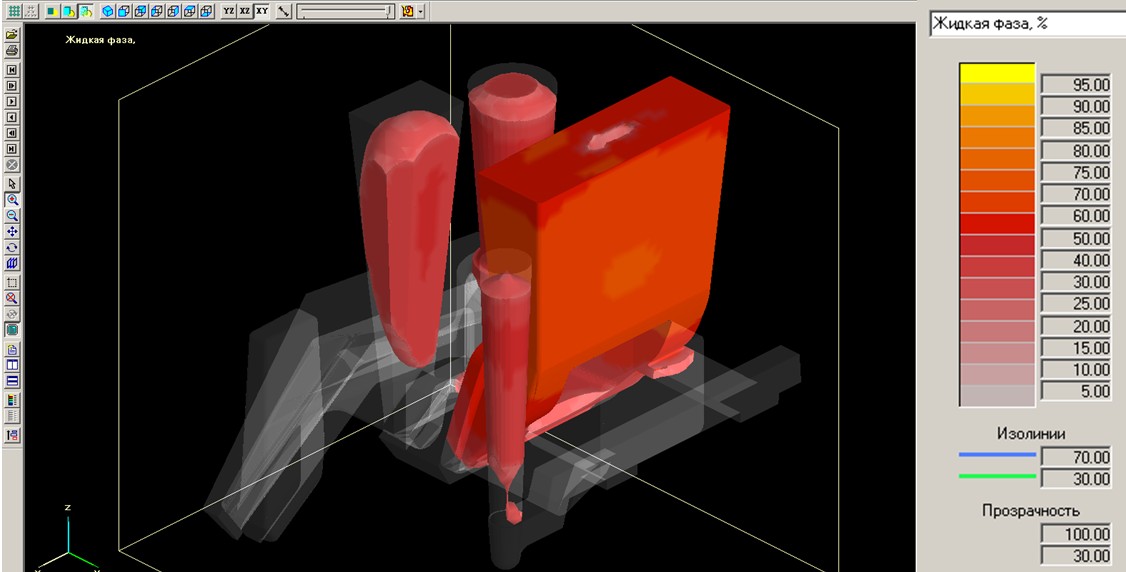
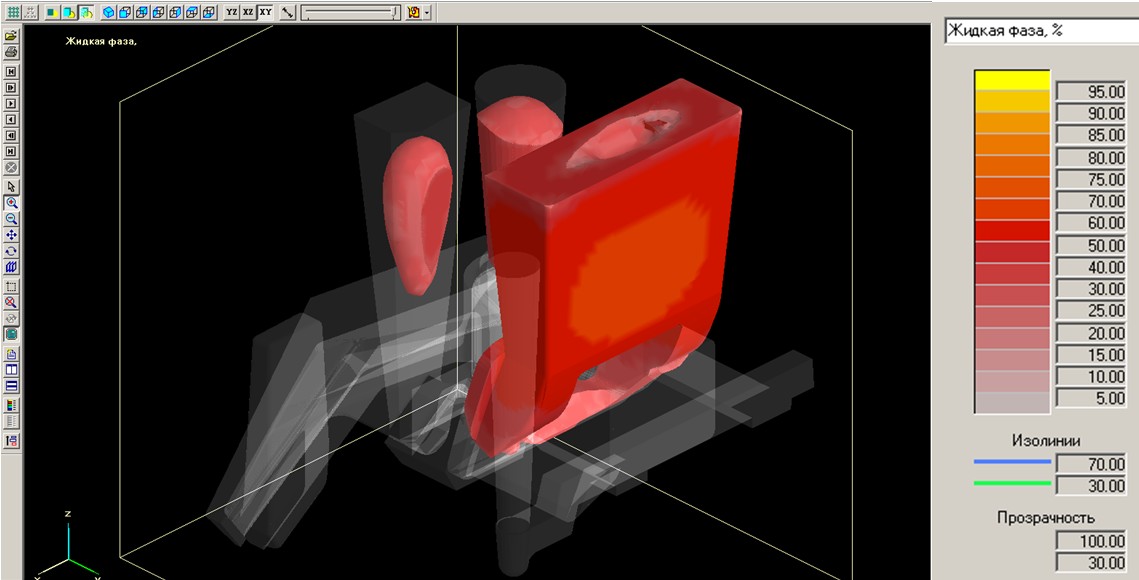
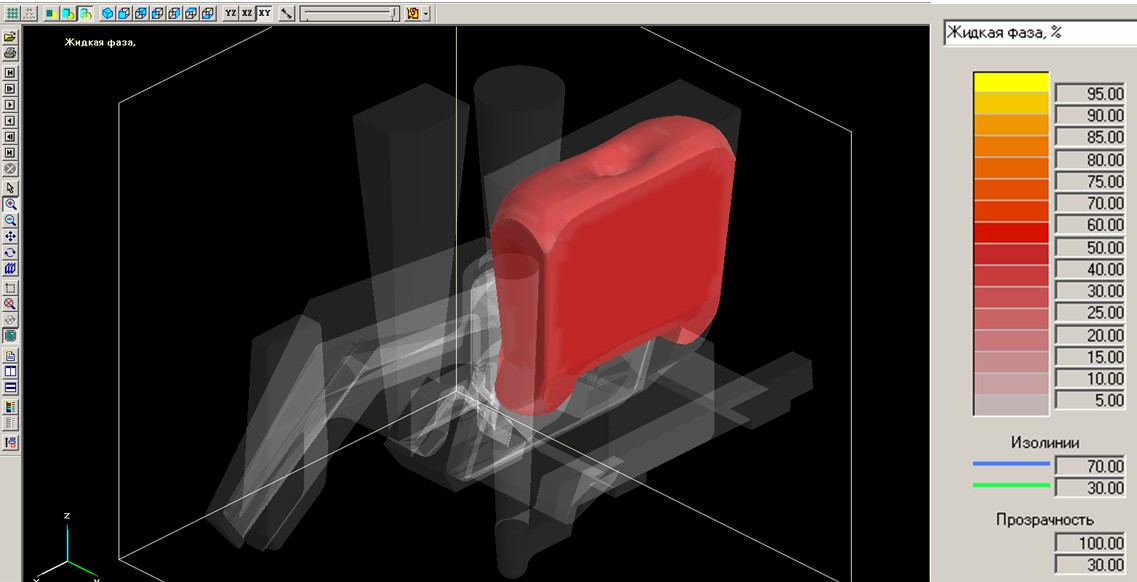
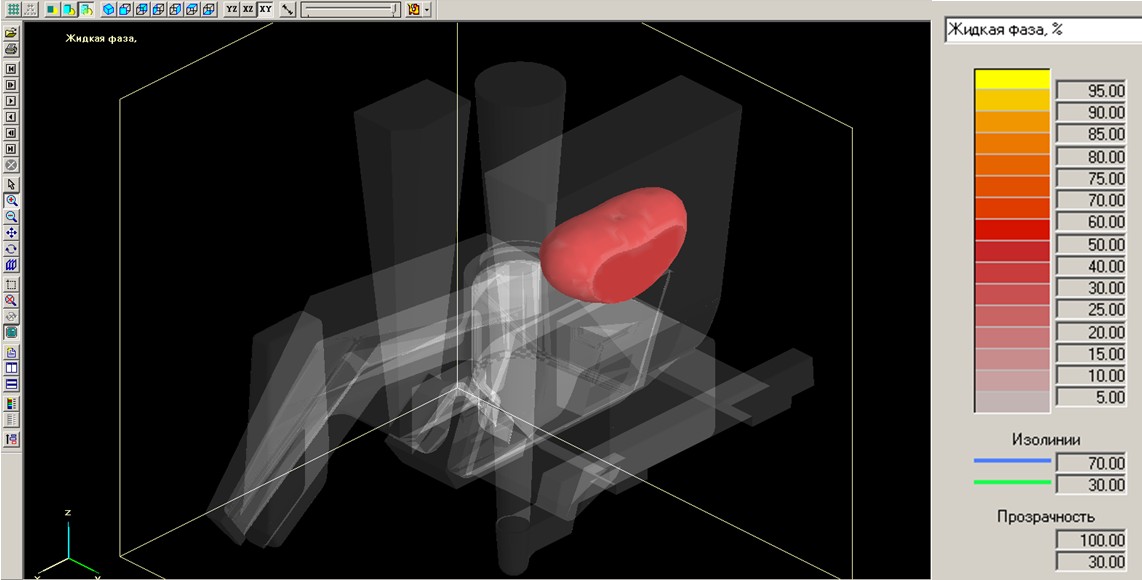
Рисунок 4 — Процесс затвердевания отливки №1
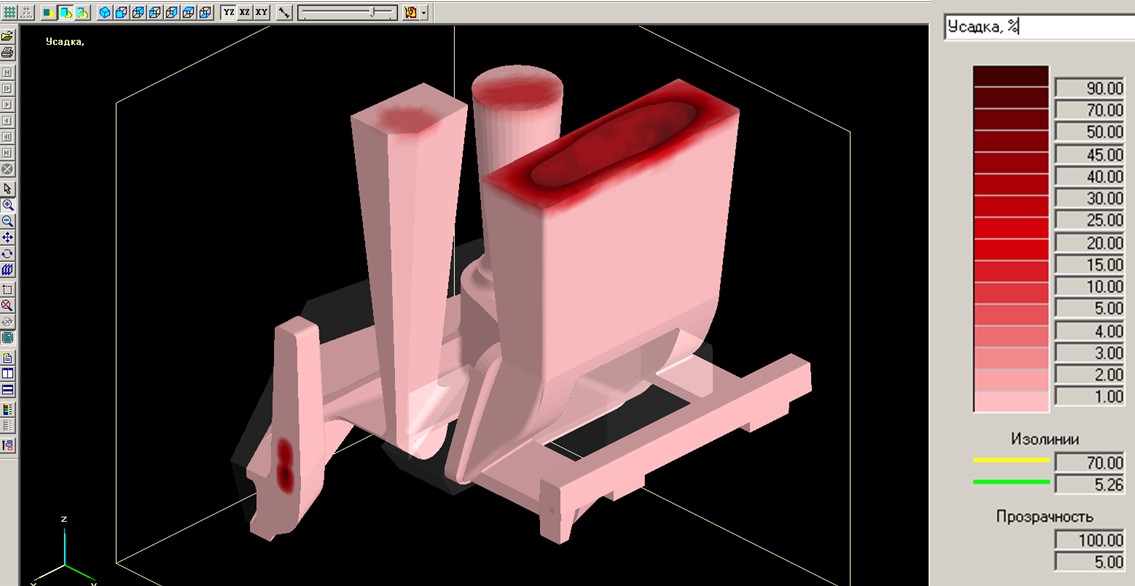
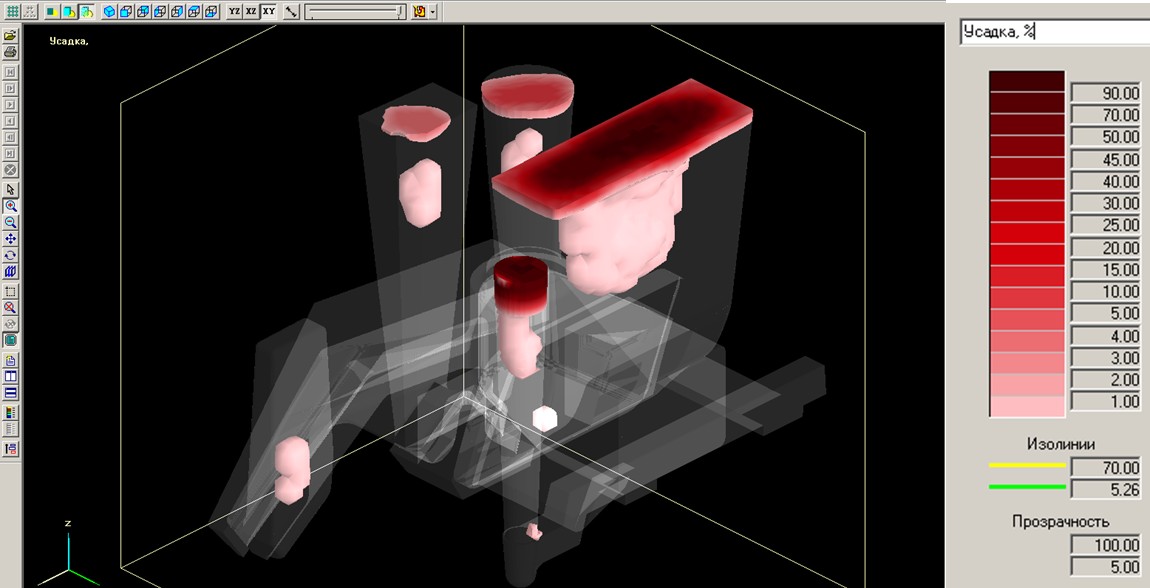
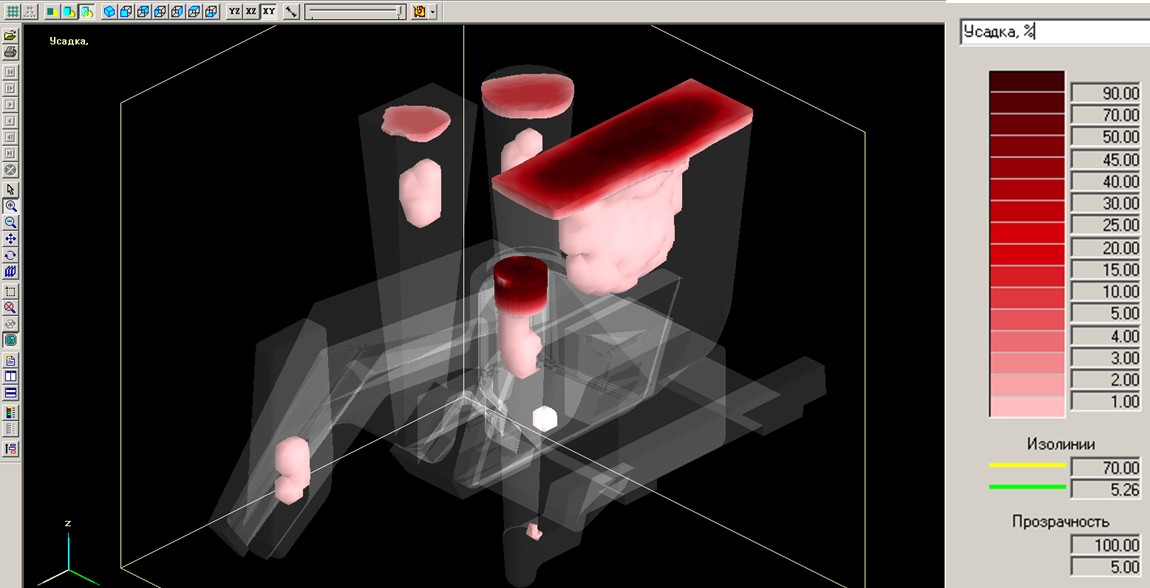

Рисунок 5 — Усадочные дефекты отливки №1
2.2.2 Моделирование отливки № 2
Процесс заливки металла через определенные промежутки времени представлен на рисунках 6а – 6ж.
Процесс затвердевания показан на рисунках 7а – 7ж, усадочные дефекты – рисунках 8а – 8г.
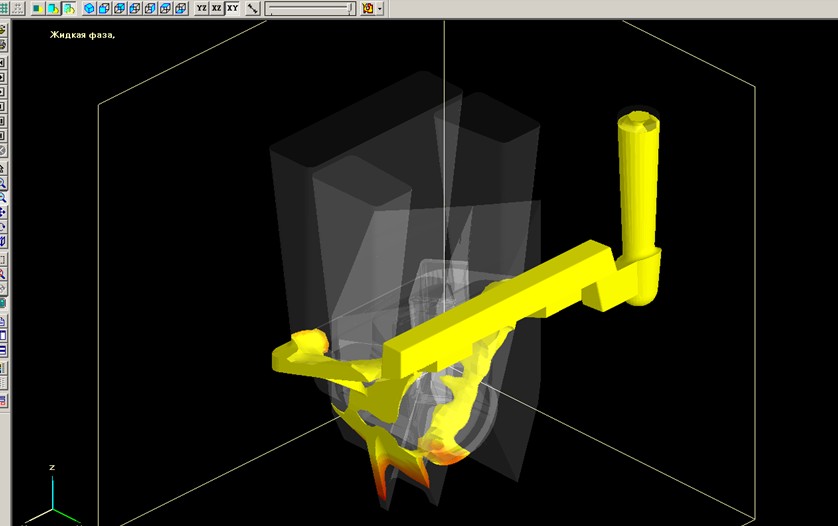

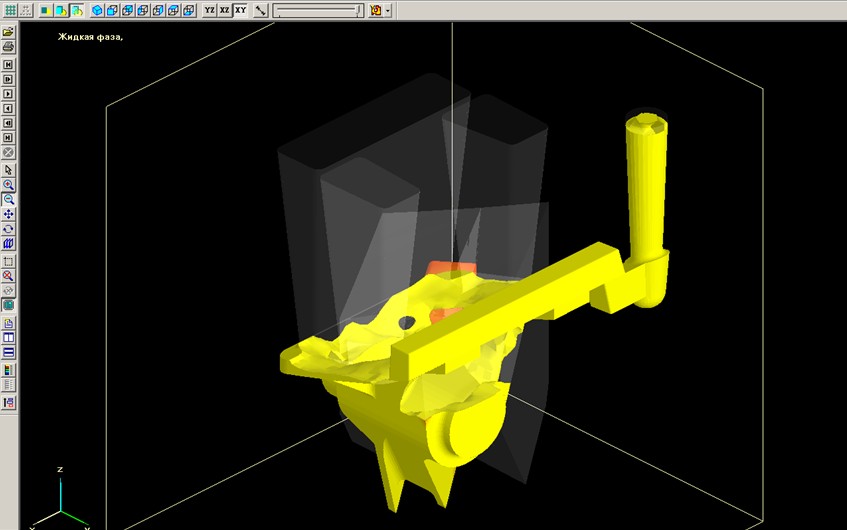
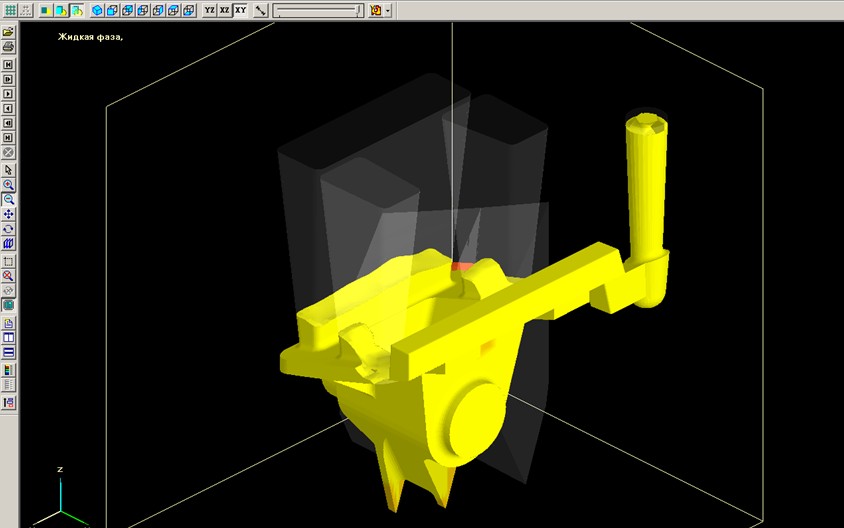
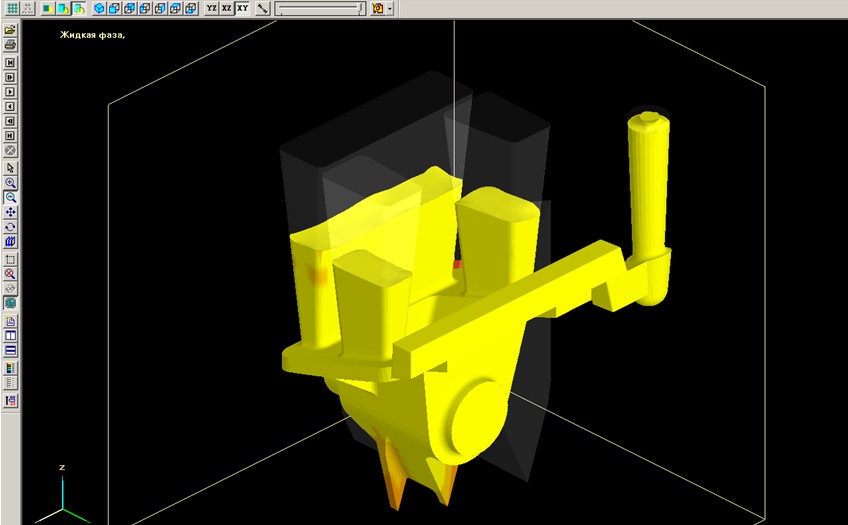

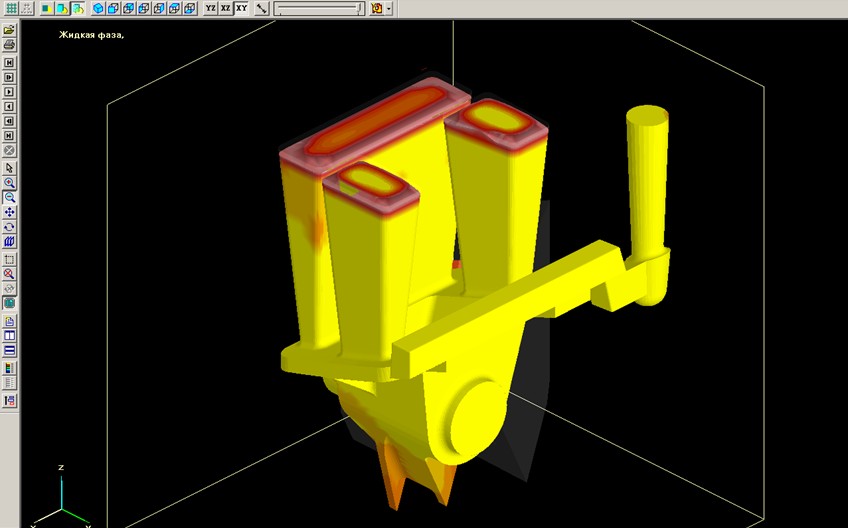
Рисунок 6 – Процесс заливки отливки №2
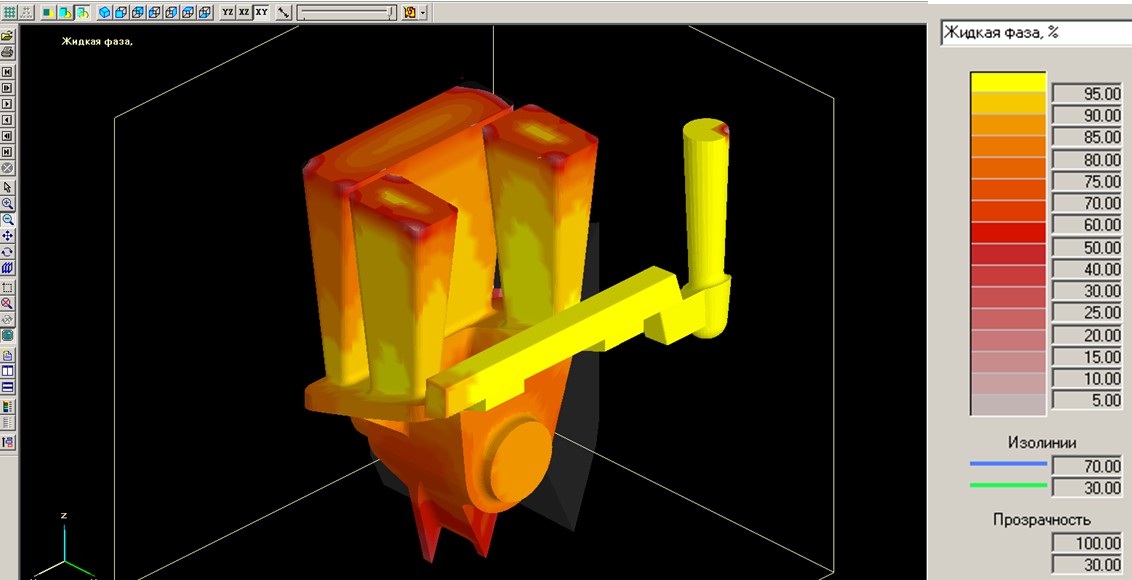
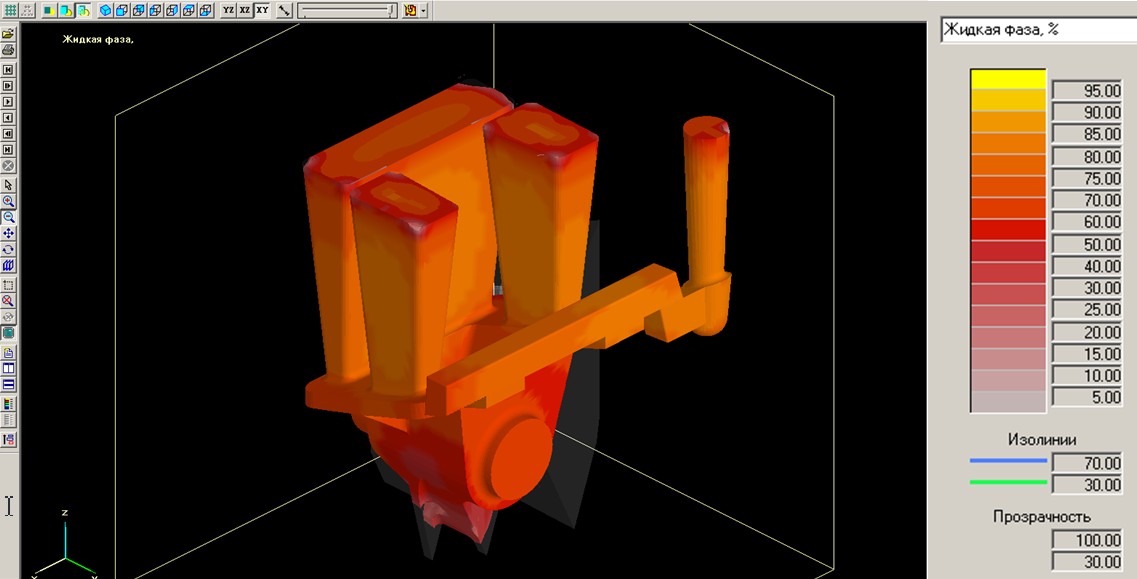

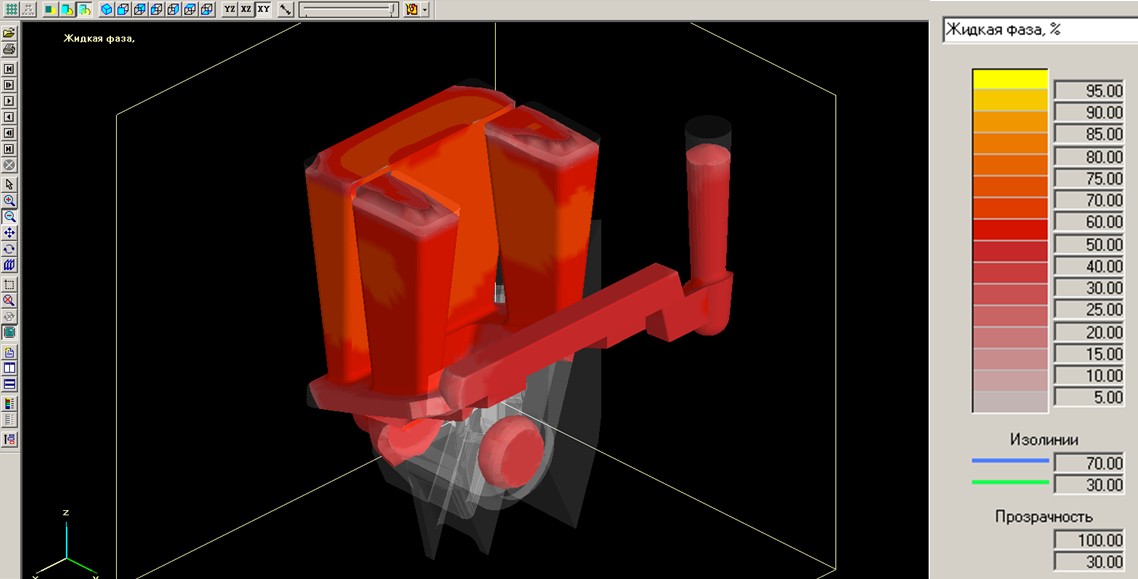

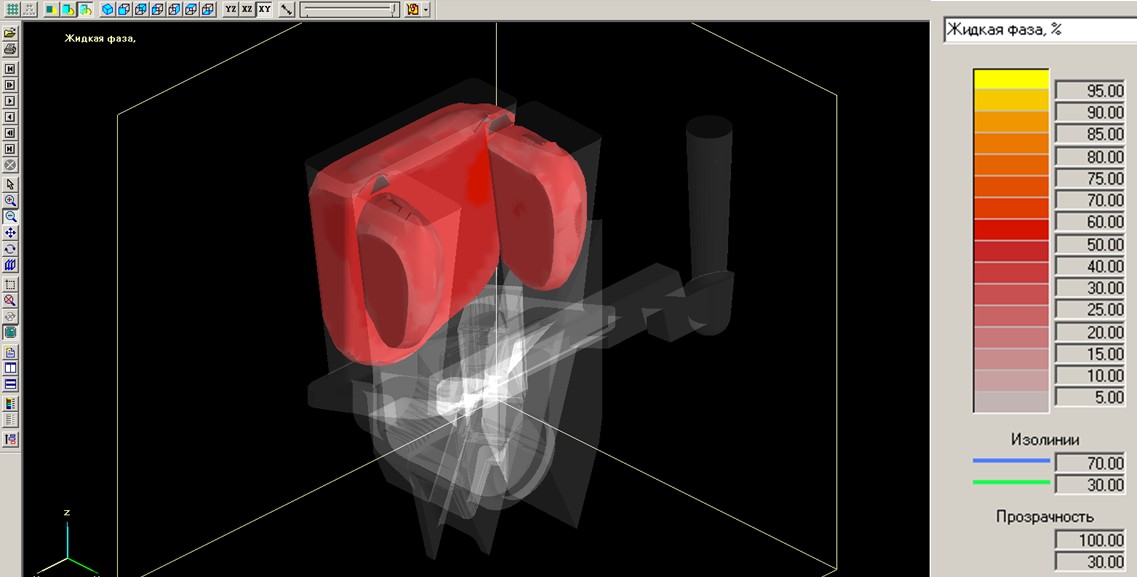

Рисунок 7 – Процесс затвердевания отливки №2
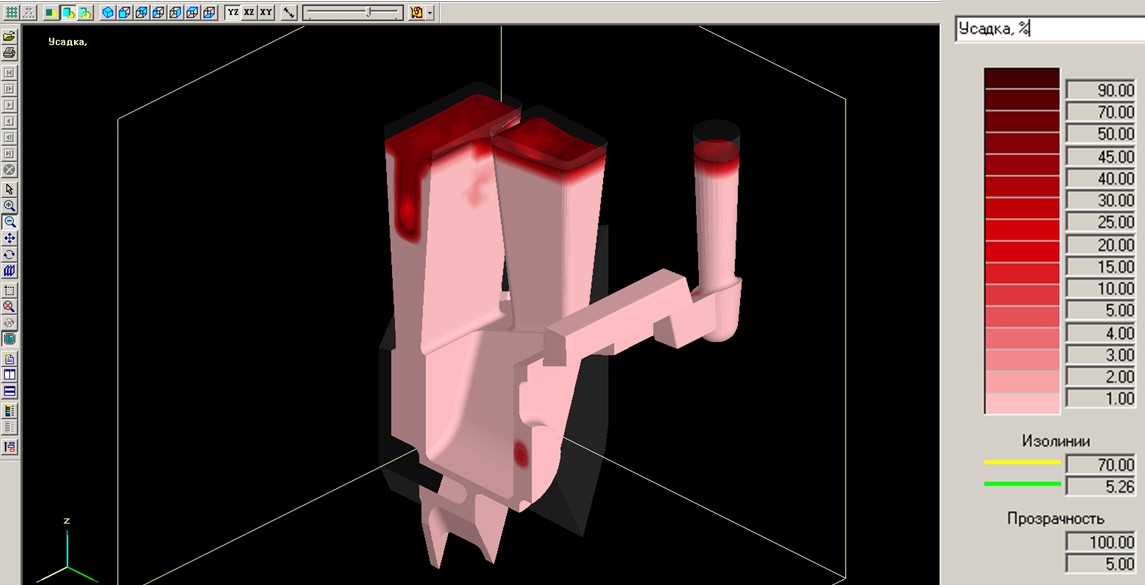

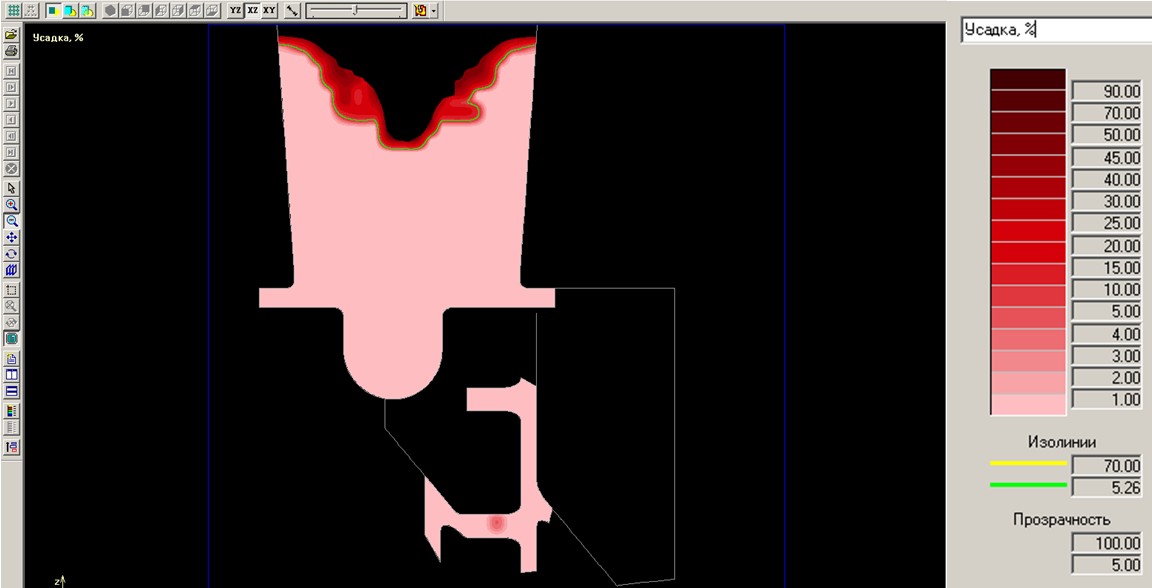

Рисунок 8 – Усадочные дефекты в непрозрачном 3D-виде
-
ВЫВОДЫ
Таким образом, в результате проведенной работы:
- С помощью модуля «Полная задача» в САМ ЛП LVMFlowCV удалось проследить заполнение формы металлом и динамику затвердевания.
- Провели предварительную оценку применяемой на ОАО «КнААПО» технологии изготовления отливки (в телах отливок №1 и №2 наблюдаются усадочные дефекты).
Временные затраты на проведение моделирования представлены в таблице 1.
Таблица 1
| Построение 3D модели, мин. | Импорт геометрии, мин | Ввод начальных условий в LVMFlow, мин | Моделирование заливки и затвердевания металла, мин. | Итого, мин | |
| Отливка №1 | Нет данных | 2 | 3 | 15 | 20 |
| Отливка №2 | Нет данных | 2 | 3 | 7 | 12 |
| Всего | — | — | — | — | 32 |


