13-й съезд литейщиков проходил под девизом: КАЧЕСТВЕННОЕ ЛИТЬЕ — ПРОГРЕСС МАШИНОСТРОЕНИЯ!
Девиз съезда действительно отражает значительную роль литейного производства и развитии машиностроительного комплекса России. На долю литых деталей в среднем приходится 50 -70% массы (в станкостроении до 90%) и 20 — 22%стоимости машин.
Как правило, литые детали несут высокие нагрузки в машинах и механизмах и определяют их эксплуатационную надежность, точность и долговечность. Поэтому к качеству отливок в настоящее время предъявляются повышенные требования.
Понятие «Качественное литье» объединяет комплекс требований к литой детали, применяемой в машинах и механизмах различных отраслей промышленности. Основными требованиями являются: прочностные и эксплуатационные характеристики, геометрическая и размерная точность, чистота поверхности, товарный вид, минимальные припуски на механическую обработку.
Процесс получения качественной отливки складывается из двух основных технологических комплексов: получение качественного расплава и приготовления литейной формы Однако, даже при качественном выполнении этих технологических процессов может образоваться брак отливок при заливке сплава в форме и охлаждении отливки в контакте с материалом формы. Поэтому технологический цикл получения литой детали является длительным и ответственным.
Первый технологический комплекс складывается из следующих технологических приемов: подготовка шихтовых материалов и расплавление их в плавильном агрегате, термо-временная обработка расплава в печи, внепечная обработка расплава (модифицирование, рафинирование) и заливка его в литейную форму.
Второй комплекс: приготовление формовочной и стрежневой смесей, изготовление форм и стрежней, сборка форм и подача их на заливку (при изготовлении форм из песчано-глинистых и холодно-твердеющих смесей) или изготовление металлических форм при литье в кокиль, литье под давлением, центробежное литье и др. После заливки, затвердевания и охлаждения в форме производятся процессы выбивки, очистки, термообработки, грунтовки отливок.
Несмотря на применение большого количества технологических приемов и значительного перечня материалов, литейного и вспомогательного оборудования для производства качественной отливки литейное производство в России занимает лидирующее положение среди других заготовительных производств машиностроительного комплекса таких как сварка и кузница. Только литейное производство позволяет получить сложные по конфигурации и геометрии фасонные заготовки с внутренними полостями из черных и цветных сплавов развесом от нескольких граммов до 200 тонн.
Литейное производство является наиболее наукоемким, энергоемким и материалоемким производством. При разработке теоретических основ технологических процессов применяются основные науки: физика, химия, физическая химия, гидравлика, математика, материаловедение, термодинамика и другие прикладные науки.
Для производства 1 тонны годных отливок требуется 1,2-1,7 тонн металлических шихтовых материалов, ферросплавов, модификаторов, переработка и подготовка 3-5 тонн формовочных песков (при литье в песчано-глинистые формы), 3-4 кг связующих материалов (при литье в формы из ХТС) и красок. Расход электроэнергии при плавке черных и цветных сплавов в электрических печах составляет от 500 до 700 кВт/час. В себестоимости литья энергетические затраты и топливо составляет 50-60%, стоимость материалов 30-35%.
Достижения в науке, разработке новых технологических процессов, материалов и оборудования позволили за последние 10 лет повысить механические и эксплуатационные характеристики сплавов на 20%, повысить размерную и геометрическую точность, снизить припуски на механическую обработку, улучшить товарный вид.
Повышение качества литья неразрывно связанно с повышением производительности, автоматизации и механизации технологических процессов, экономических и экологических показателей. Поэтому при строительстве новых и реконструкции старых литейных цехов и заводов выбор технологических процессов и оборудования производится на основе типа сплава, массы и номенклатуры отливок, объема производства отливок, технических требований к отливкам технико-экономических и экологических показателей.
Для разработки перспектив и стратегии дальнейшего развития литейного производства требуется оценка его состояния в целом по России и отдельно в различных отраслях промышленности, определения перспектив развития приоритетных отраслей промышленности и на их основе определить перспективы развития черных и цветных сплавов, технологических процессов и оборудования.
Рассмотрим современное состояние литейного производства России.
В 2015 г. в мире произведено 104,1 млн. т отливок из черных и цветных сплавов. Объемы производства литых заготовок из черных и цветных сплавов в странах мира представлены на рис. 1.

Рис. 1 Объемы производства литых заготовок и черных сплавов в странах мира, %
По экспериментальной оценке в настоящее время в России насчитывается около 1100 действующих литейных предприятий, которые в 2016 г. произвели 3,8 млн. тонн отливок и около 90 предприятий которые производят оборудование и материалы для литейного производства.
Распределение литейных цехов и заводов России по мощностям представлено на рис. 2.

Рис. 2 Распределение литейных цехов и заводов по мощностям, 1000 т/год и %
В настоящее время в России основное количество литейных предприятий (70%) с мощностью до 5 тыс. тонн в год.
Динамика производства отливок из черных и цветных сплавов в период с 1985 г. по 2016 г. представлены в таблице 1.
Таблица 1
Динамика производства отливок и перспектива развития до 2020 г.
| Годы | 1985 | 1990 | 2000 | 2005 | 2010 | 2014 | 2015 | 2016 | 2020 |
| Выпуск отливок в млн. т, в т.ч. из: | 18,5 | 13,4 | 4,85 | 7,6 | 3,9 | 4,1 | 4,0 | 3,8 | 5,0 |
| Чугуна | 12,9 | 9,3 | 3,5 | 5,2 | 2,9 | 2,9 | 2,6 | 2,2 | 2,6 |
| Стали | 3,1 | 3,24 | 0,96 | 1,3 | 0,6 | 0,7 | 0,9 | 1,0 | 1,4 |
| Цветных сплавов | 2,5 | 0,86 | 0,39 | 1,1 | 0,4 | 0,5 | 0,5 | 0,6 | 1,0 |
На рис. 3 представлена динамика развития производства отливок за последние 12 лет и перспективы до 2020 г.
Основными причинами резкого спада объемов производства отливок в период с 1985 по 2010 г. являлись:
1. Приватизация. Многие заводы (около 30%) оставлены, оборудование и коммуникации разделаны и сданы на лом, в том числе заводы — «Центролиты», которые производили около 1,5 млн. т литья.
2. Общий экономический и технический кризис. Отсутствие законов, цепочка взаимных неплатежей, затоваривание готовой продукции на предприятиях, отсутствие оборотных средств, задолженность по зарплате.
3. Высокие ставки кредитования, высокие налоги и таможенные пошлины.
4. Высокие цены на энергоносители, материалы, низкая заработная плата и др.
Поэтому с 1985 по 2010 объем производства литых заготовок сократился в 4,7 раза.
Во втором периоде с 2005 по 2016 г. г. к этим причинам, которые разрушали литейное производство, добавился модный тезис «Все что можно купить, не надо производить».
В результате в настоящее время основная масса оборудования не только в литейном производстве, но и в металлургии, коммунальном хозяйстве, сельском хозяйстве и др. отраслях закупается за рубежом. В такой постановке вопроса отливки не востребованы. Продолжается процесс банкротства и ликвидации литейных цехов и заводов. Таким образом с 1985 г. по настоящее время количество литейных цехов и заводов сократилось с 2500 до 1200, т.е. на 52%, средняя загрузка существующих литейных предприятий составляет 42%.
К 2020 г. можно предвидеть рост выпуска литья за счет развития нефтегазовой промышленности, железнодорожной, оборонной, авиа-космической и др. отраслей. В основном прогнозируется рост производства отливок из стали, высокопрочного чугуна, алюминиевых, титановых и магниевых сплавов, снижение импорта литейного оборудования за счет импортозамещения.
За последние 5 лет объемы производства стальных отливок увеличились на 14,2%, отливок из цветных сплавов — на 15%, а чугунных уменьшилось на 24%. В перспективе с 2016 по 2020 гг. предполагается (по экспертной оценке) рост производства отливок до 5 млн. тонн за счет импортозамещения производства отливок из цветных сплавов (алюминиевых, магниевых, титановых, специальных), автокомпонентов, стальных отливок для арматуростроения, нефтегазовой промышленности, железнодорожного транспорта, увеличения объемов производства отечественного оборудования и сопутствующих материалов для различных отраслей промышленности.
Динамика объемов производства в России отливок, оборудования и материалов приведена в таблице 2.
Таблица 2
Динамика объемов производств в России отливок, оборудования и материалов
| Годы | 2012 | 2016 | 2020 |
| Производство отливок, % | 82 | 90 | 96 |
| Производство оборудования, % | 30 | 35 | 45 |
| Производство материалов,% | 70 | 80 | 85 |
Отечественное литейное оборудование, в основном производится на следующих предприятиях: АО «Сиблитмаш», АО «Дальэнергомаш» — «Амурлитмаш», ООО «Литмашприбор», ООО «Униреп-сервис», ООО «Тебова — Нур», ООО «Завод АКС», ООО «Толедо». Плавильное оборудование производят: ООО СКБ «Сибэлекторотерм», ООО «НПФ Комтер», ООО «Рэлтек», ЗАО «Накал-Промышленные печи», Новозыбковский завод электротехнического оборудования, Саратовский завод «Электортерм-93», ООО «Электротехнология», г. Екатеринбург и ООО «Курай» г. Уфа.
Однако они не полностью удовлетворяют потребность литейных цехов и заводов. Поэтому около 65% литейного оборудования закупается за рубежом, в таких странах как Германия, Италия, Китай, Япония, Турция, Чехия и др.
В настоящее время в России не производиться следующее оборудование:
- автоматические и механизированные высокопроизводительные линии для изготовления опочных и безопочных форм из сырых песчано-глинистых и холоднотвердеющих смесей;
- машины для изготовления форм из песчано-глинистых смесей с размером опок от 400*500 мм до 1200*1500 мм.
- машина для изготовления литейных стержней по горячей и холодной оснастке;
- оборудование для покраски литейных форм;
- смесители периодического и непрерывного действия для производства ХТС — смесей производительностью более 10 т/час.
- кокильные машины и машины литья под низким давлением;
- машины центробежного литья;
- индукционные печи средней частоты емкостью более 6 тонн для выплавки чугуна и стали:
- оборудование для регенерации ХТС-смесей;
- Оборудование для термической обработки отливок.
Поэтому в намеченный период необходимо будет покупать литейное оборудование и сопутствующие технологии.
Необходимо отметить, что отдельные виды оборудования, которое производиться в России, уступают зарубежному по качеству, а в ряде случаев и по стоимости.
Поставление №9 от 14.01.2017 запрещает закупку оборудования, которое не производится в России. Однако одним запрещение не решить вопросы производства высококачественного оборудования. Необходимо определить перечень основных заводов — производителей литейного оборудования и оказать им финансовую помощь для модернизации производства.
В 2016 г. импорт оборудования и запасных частей из всех стран мира составил около 500 млн. долларов США. По сравнению с 2015 г. импорт оборудования сократился на 9%.
По экспертной оценке на существующих заводов сегодня недостаточно мощностей для производства требуемого литейной отраслью оборудования. Необходимо строительство новых производств, оснащенных современным технологическим оборудование или переквалифицировать заводы других отраслей, в частности заводы станкостроительной отрасли.
Литые детали из черных и цветных сплавов широко используются в различных отраслях промышленности. Каждая отрасль предъявляет соответствующие характерные ей требования к отливкам по номенклатуре, механическим и эксплуатационным свойствам, типу сплава, массе отливок, и соответственно, по виду технологических процессов и оборудования.
Производство отливок по отраслям промышленности представлено на рис. 3.
Производство отливок из черных и цветных сплавов представлено на рис. 4.
Распределение объемов производства отливок по технологическим процессам производства на рис. 5.
 Рис. 3. Производство отливок по отраслям, %
Рис. 3. Производство отливок по отраслям, %

Рис. 4. Производство отливок из черных и цветных сплавов по отраслям, %
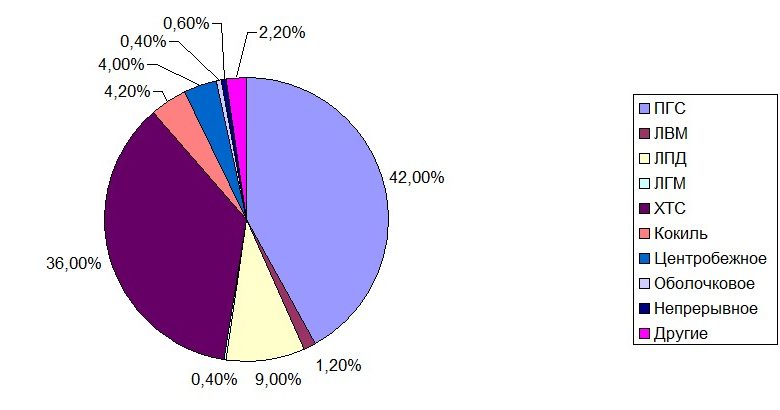
Рис. 5. Производство отливок из черных и цветных сплавов по технологическим процессам, %
За последние 5 лет реконструировались полностью или частично более 160 литейных производств. Широко осваиваются перспективные технологические процессы: плавка литейных сплавов в индукционных и дуговых электропечах, увлечение доли производства отливок из высокопрочного чугуна, магниевых и алюминиевых и титановых сплавов, изготовление форм и стержней их холоднотвердеющих смесей, моделирование литейных процессов с применением числовых, в том числе 3D-технологий.
В последние годы увеличились объемы производств отливок из алюминиевых и магниевых сплавов, которые в ряде случаев заменяют отливки из чугуна и стали. Применяя современные методы рафинирования, модифицирования, микролегирования и дегазации можно получить высокие прочностные характеристики сплавов до 450 500 МПа.
Объемы производств литых заготовок из цветных сплавов (по экспериментальной оценке) приведены в табл. 3
| Тип сплава | Производство отливок, тыс. т/% |
| Всего из цветных сплавов | 600/100 |
| Из алюминиевых сплавов, включая слитки | 440/73,3 |
| Из магниевых сплавов | 30/5,0 |
| Их медных сплавов | 80/13,3 |
| Из титановых сплавов | 20/3,4 |
| Из никелевых сплавов | 10/1,6 |
| И других сплавов | 20/3,4 |
Для выплавки черных сплавов перспективными технологиями являются плавка в электродуговых и индукционных печах, обеспечивающих стабильно заданные химсостав и температуру для проведения внепечной обработки методами рафинирования и модифированная.
С 2010 по 2016 г.г. объемы выплавки чугуна в индукционных печах и дуплекс-процессом увеличился на 30%. При этом надо учитывать, что рост объемов производства электроплавки чугуна осуществляется не только заменой вагранок на индукционные печи, но и закрытие литейных цехов с ваграночной плавкой чугуна.
Переход на электроплавку чугуна позволил увеличить производство отливок из высокопрочного чугуна 12, 5%.
Соответственно изменился и средний состав шихтовых материалов при выплавке чугуна в различных плавильных агрегатах. В шихте увеличилось количество стального и чугунного лома на 15% и уменьшилось количество чушковых литейных и предельных чугунов на 28%.
Важную роль в получении качественных отливок играют методы получения литейных форм и стержней. Перспективными являются динамические методы уплотнения литейных форм из холоднотвердеющих смесей. В настоящее время изготовление форм из ПГС составляет 60 % , из ХТС — 40%. За последние 5 лет производство изготовления форм их ХТС увеличилось на 11%.
Таким образом, наиболее перспективными направлениями развития литейного производства являются:
Плавка черных сплавов в индукционных печах средней частоты и дуговых печах перемененного и постоянного тока;
- Создание и производство современного оборудования для изготовления литейных форм и стержней:
- Развитие производства отливок из высокопрочного чугуна и отливок из алюминиевых, магниевых, титановых, и специальных сплавов;
- Строительство новых и реконструкция старых литейных производство для производства литейного оборудования, укрупнение литейных производств и слияние в корпорации.
Модернизация литейного производства тесно связанна с подготовкой кадров. Без подготовки специалистов новой формации невозможно создание и освоение новых технологий, направленных на повышение качества продукции и повышение производительности труда.
Опыт последних лет показывает, что подготовку кадров (инженеров, техников, рабочих), необходимо начинать со школьной семьи Уровень подготовки в школах существенно ниже уровня требований, которые предъявляются к выпускникам школ при поступления в высшие учебные заведения.
Интерес со стороны молодежи к обучению в ВУЗе на литейную специальность заметно снизился, резко снижается престижность технического труда. Необходимо вернуть к методике подготовки в ВУЗах инженеров, распределению специалистов по предприятиям страны с предоставлением социальных льгот.
Вся научная деятельность сосредоточена на литейных кафедрах ВУЗов, которые не обеспечены современной исследовательской техникой, методическими пособиями.
В последние годы количество литейных кафедр резко уменьшилось, идет процесс объединения литейных кафедр с кафедрами сварки, металловедения, материаловедения. Связь науки с производством нарушена, нет тесной связи ВУЗов с предприятиями по вопросам подготовки и использования бакалавров. В результате лишь 30% выпускников литейных кафедр работает по специальности, а литейные предприятия не имеют специалистов высокой квалификации.
В настоящее время в литейном производстве работает около 350 тыс. человек, в том числе рабочих — 92%, экономистов и менеджеров — 3 %, инженеров — 4,8%, научных работников — 0,2% (рис. 6.)

Рис. 6. Структура работников литейного производства
В этом плане нельзя исключать и подготовку преподавательского состава. Сегодня зачастую подготовка специалистов отстает от развития производства.
Модернизация и реконструкция литейных предприятий медленно продолжается на базе новых экологических чистых технологических процессов и материалов., прогрессивного оборудования, обеспечивающих получение высококачественных отливок, отвечающим мировым стандартам.
Однако отдельные примеры частичной модернизации литейного производства не ответствуют мировым стандартам, темпам улучшения качества литых заготовок и повышения производительности труда. Сегодня необходимо строить гибкие производства, обеспечивающие непрерывность работы технологической цепи оборудования и возможность ее переналадки при производстве широкой номенклатуры отливок.
Необходимо разработать стратегию и тактику развития литейного производства России на ближайшие 10-15 лет. Учитывая межотраслевой характер литейного производства должны разрабатывать высококвалифицированные специалисты с богатым практическим опытом при активной поддержке Правительства РФ.
Каждая отрасль машиностроительного комплекса имеет свои особенности по применению литых заготовок из черных и цветных сплавов, механических и эксплуатационных свойств отливок, применению литых заготовок из черных и черных и цветных сплавов, механических и эксплуатационных свойств отливок, применению технологически процессов и оборудования для производства отливок, развеса и номенклатуры литых деталей, типа производства (мелкосерийное, серийное, массовое) и пр.
Поэтому на первом этапе необходимо создать рабочие группы и провести анализ существующего производства литых заготовок по отраслям и определить перспективы их развития до 2020 и 2030 годов.
На основе этих данных можно будет определить приоритетные отрасли, объемы производства отливок из черных и цветных сплавов, потребность в оборудовании и материалах.
Параллельно необходимо разрабатывать стратегию развития литейного машиностроения и подготовки кадров. Необходимо определить производственные и технологические возможности производства литейного оборудования на существующих заводах, определить перечь оборудования, которое подлежит импортозамещению, и которое необходимо закупать за рубежом в указанные сроки стратегии.
Поэтому разработка стратегии развития литейного производства России является комплексной, межотраслевой и сложной задачей, которая требует определенное время и финансирование. При отсутствии четких данных о потребностях отливок: «сколько», «каких» и «кому» стратегию развития литейного производства не может быть разработана и успешно выполнена.
Для реализации перспектив развития литейного производства в рамках стратегии необходимо:
- Создать Федеральный научный центр по литейному производству для координации научной деятельности, осуществление связи академической науки с Министерствами, ВУЗами и заводами.
- Создать в структуре Минпромторга РФ департамент Литейного производства и оснастить специалистами с вложением обязанностей координации технической и технологической деятельности литейных предприятий различных отраслей промышленности, разработки новых технологических процессов, оборудования и материалов, повышение квалификации инженерного, среднего звена и рабочих.
- Создать при литейных кафедрах ВУЗов страны начно-производственные центры и оснастить их современым технологическим оборудованием, приборами и специалистами.
- Строительство новых или модернизация старых машиностроительных заводов, в том числе станкостроительных для изготовления литейного оборудования. обеспечить их необходимым финансированием.
- Возобновить Государственную годовую отчетность литейных предприятий по производству и закупке продукции (оборудования, материалов, отливок, (по сплавам).
- Рекомендовать Министерству образования и науки присвоит статус остродефицитных специальностей по профилю «Литейное производство» и возобновить инженерную подготовку в вузах.
- Обратить внимание на деятельность общественных организаций и дать им соответствующие полномочия и финансовую поддержку, учитывая опыт работы ассоциаций литейщиков стран BRICS с Правительством.
- Учредить профессиональный праздник «День литейщика» в первое воскресенье июня месяца.
Надеемся, что совместными усилиями ученых, научных работников, руководителей предприятий, специалистов — литейщиков, общественных организаций при активной поддержке Правительства РФ удастся существенно повысить конкурентоспособность литейного производства России на мировом уровне.
И. А. Дибров, профессор, д. т. н., президент Российской ассоциации литейщиков, заслуженный металлург РФ, главный редактор журнала «Литейщик России»


