Oddvar Knustad, Senior Metallurgist, MSc.“Elkem ASA. Foundry Products Division”, P.O. Box 8040, Vaagsbygd, NO-4675 Kristiansand, S. Norway
В настоящее время порядка 10 % (или более 1,5 млн. тонн в год) высокопрочного чугуна в мире производится методом внутриформенного модифицирования. Идея этой технологии заключается в заливке необработанного базового чугуна в форму и реализации сфероидизирующей обработки (модифицирования) внутри литейной формы одностадийным процессом. Реакционная камера, объединенная с литниковой системой внутри формы, заправляется модификатором ФСМг и модифицирование расплава происходит непрерывно, пока металл протекает через реакционную камеру перед попаданием в полость, сформированную в форме моделью.

Рисунок 1. Принцип внутриформенного модифицирования.
Существует ряд преимуществ и недостатков данной технологии, а именно:
Преимущества процесса:
• Уменьшает количество производственных операций.
• Отсутствие выдержки обработанного чугуна. Уменьшает проблемы, связанные со шлаком, что присуще миксерам и печам выдержки.
• Отсутствует эффект «старения» модифицирующего эффекта.
• Высокое усвоение Mg и меньшая навеска модификатора.
• Не требуется вторичного модифицирования.
• Низкие капитальные затраты.
• Низкие колебания себестоимости литья.
• Поздняя обработка расплава препятствует переохлаждению и формированию карбидов.
• Отличная интеграция с процессом автоматической заливки.
• Быстрое восстановление производственного процесса после простоев производства.
• Минимальное воздействие на окружающую среду.
• Отсутствие шлака, требующего утилизации, при обработке расплава.
Недостатки процесса:
• Уменьшает свободное место на модельной плите.
• Снижает выход годного.
• Увеличивает вероятность образования шлака в форме.
• Требует определения скорости заливки.
• Требует низкого содержания серы в базовом чугуне, макс. 0,015 %.
• Возможно варьирование содержания Mg в разных частях отливки.
• Возможно потребуется 100 % контроль качества.
В качестве примера уменьшения количества производственных операций сравним процесс внутриформенного модифицирования с другим широко известным способом получения ВЧ – «сандвич» процессом:
Сандвич» процесс:
• Плавка • (Десульфурация)
• Обработка базового чугуна Mg
• Скачивание шлака
• Вторичное графитизирующее модифицирование
• Контроль времени
• Контроль температуры
• Отбор пробы металла
• Заливка
• Контроль качества
Ин-моулд процесс:
• Плавка • (Десульфурация)
• Контроль температуры
• Заливка • Контроль качеств
На Рисунке 2 приведены примеры использования процесса для форм различного типа разъемов.

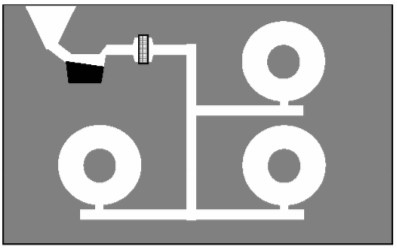
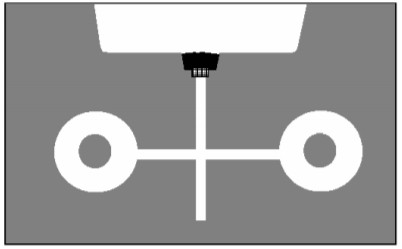

Рисунок 2. Примеры использования ин-моулд процесса
Для эффективного использования процесса внутриформенного модифицирования необходимо следовать нескольким простым правилам:
1.) Конструкция литниковой системы:

Рисунок 3. Пример типовой литниковой системы для внутриформенного модифицирования. Общие правила: A = площадь питателя, B = A + 10 %, C = A + 12 %, D = E = A + 30 %
2.) Расчет реакционной камеры:
Формула для расчета размеров реакционной камеры, предложенная Дюнком (изобретателем процесса внутриформенного модифицирования):

Где,
А = Площадь реакционной камеры;
Mgt = Требуемое количество остаточного магния;
W = Масса заливаемого в форму расплава;
k = Коэффициент эффективности модификатора;
t = Время заливки.
Коэффициент эффективности модификатора (k) предложен Дюнком:
• 6 % ФСМг: k = 0.032 ф/дюйм2 ·сек = 0.002225 кг/см2 ·сек
• 9 % ФСМг: k = 0.048 ф/дюйм2 ·сек = 0.003338 кг/см2 ·сек
Соотношение ![]() является не чем иным, как скоростью заливки расплава, а соотношение
является не чем иным, как скоростью заливки расплава, а соотношение ![]()
получило название фактор растворимости модификатора (Alloy Solution Factor – ASF). Mgt t Следовательно, формулу расчета размеров реакционной камеры можно представить в виде:
![]()
Общие правила устройства реакционной камеры:
• Входное отверстие должно находиться в нижней полуформе.
• Выходное отверстие должно находиться в верхней полуформе.
• Глубина камеры = Высота, необходимая для модифицирования, + 25 мм.
Факторы, влияющие на фактор растворимости модификатора (ASF):
• Содержание Mg в ФСМг.
• Содержание РЗМ в ФСМг.
• Температура заливки.
• Содержание серы в базовом чугуне.
• Тип потока расплава в реакционной камере (ламинарный или турбулентный).
Типичное значение ASF обычно составляет от 0.045 кг/см2 ·сек до 0.060 кг/см2 ·сек, но, в некоторых случаях, значение ASF достигает 0.070 кг/см2 ·сек. Количество вводимого модификатора при модифицировании в форме, как правило, колеблется от 0.8 % до 1.2 %.
Таблица 1: Таблица площадей камер при различных значениях ASF и скоростях заливки форм:

3.) Модификаторы, используемые для процесса внутриформенного модифицирования:
При получении отливок методом внутриформенного модифицирования необходимо использовать целевые марки модификаторов, так как традиционные модификаторы на основе ФСМг могут иметь ряд недостатков. Основные проблемы, связанные с использованием стандартных марок ФСМг:
— рост формирования усадочной пористости и
— увеличение склонности к образованию дефектов по вине неметаллических включений.
Рекомендуемые составы модификаторов для получения высокопрочного чугуна методом внутриформенного модифицирования представлены в виде двух конкретных примеров:
Модификатор 1: Si 44 – 48 % Mg 5.0 – 6.0 % La 0.25 – 0.4 % Ca 0.4 – 0.6 % Al 0.8 – 1.2 %.
Модификатор 2: Si 43 – 47 % Mg 5.75 – 6.5 % РЗМ 0.35 – 0.7 % Ca 0.35 – 0.6 % Al 0.4 – 0.75 %
Применение La содержащих модификаторов с малым количеством шлакообразующих элементов является в настоящее время наиболее эффективным путём для получения качественного литья из высокопрочного чугуна с одновременным существенным снижением себестоимости его производства за счёт практически полного устранения металлургического брака. Имея в своём составе чистый лантан (La) вместо традиционных РЗМ, такой модификатор способствует уменьшению тенденции к объемной усадке по сравнению с традиционными модификаторами. Рекомендуемый рассев модификатора 1 – 4 мм.
За дополнительной информацией по вопросам организации процесса внутриформенного модифицирования рекомендуем обращаться в Московское представительство компании “Elkem ASA”.

