Малько С.И., Исхаков А.Ф., Пащенко С.В., Невьянев А.И., Радченко Ю.А. (ЗАО «Ферросплав»)
Цыбров С.В., Авдиенко А.В., Женин Е.В. ( ЗАО «МРК» г. Магнитогорск )
Разработана и внедрена технология, предусматривающая применение порошковой проволоки с магниевым и ферросиликобариевым наполнителями.
Технология обеспечивает десульфурирующий, модифицирующий и инокулирующий эффекты, позволяет стабилизировать получение ЧШГ, существенно улучшить экологическую обстановку в цехе и, за счет отказа от дорогостоящий никельмагниевых модификаторов, значительно снизить себестоимость выпускаемой на ЗАО МРК продукции.
Чугун с шаровидным графитом (сокращенно ЧШГ) — это железо-углеродный материал, в котором присутствующий углерод практически полностью представлен в виде графита шаровидной формы.
ЧШГ обладает комплексом физико-механических, технологических и эксплуатационных свойств, выгодно отличающих его от других конструкционных материалов:
- от стали – лучшей износостойкостью и антифрикционностью, более высокой коррозионной стойкостью и лучшей обрабатываемостью резанием;
- от чугуна с пластинчатым графитом (ЧПГ) – большей прочностью и пластичностью.
Структура ЧШГ – графит преимущественно шаровидной формы и металлическая основа: ферритная, перлитная, феррито-перлитная и бейнитная.
В настоящее время в цехе изложниц ЗАО «МРК» освоено производство листопрокатных и сортопрокатных валков статическим и центробежным способом из чугунов с рабочим слоем исполнения «индефинит», «высокий хром» и др. и сердцевиной из чугуна с шаровидным графитом.
Все типы производимых валков успешно эксплуатируются на предприятиях : ОАО «ММК», ОАО «НЛМК» и ОАО «Северсталь».
По существующей в цехе технологии модифицирование чугуна производится «сэндвич-процессом» : кремний-магниевые и никель-магниевые лигатуры подаются на дно ковша перед выпуском жидкого чугуна из печи.
Для стабилизации процесса получения ЧШГ, увеличения степени усвоения магния ( Mg ), уменьшения пироэффекта, улучшения экологических условий, а так же уменьшения себестоимости продукции в цехе изложниц ЗАО «МРК» научно-внедренческим центром ЗАО «Ферросплав» ( г.Челябинск) проводится научно-исследовательская работа по десульфурации, модифицированию и инокулированию жидкого чугуна порошковой проволокой (ПП) производства ЗАО «Ферросплав» с магниевым и ферросиликобариевым наполнителями.
Модифицирующую и десульфурирующую обработки чугуна осуществляли двумя видами ПП, содержащими 18- и 30 % Mg с расходом 0,5…2,0 кг магния на тонну чугуна.
Инокулирующую обработку жидкого модифицированного чугуна осуществляли ПП с ферросиликобарием ФС65Ба4 с расходом 1,5…4,0 кг проволоки на тонну расплав. Проведение подобной обработки нейтрализует процесс формирования карбидов при кристаллизации, улучшает форму графита, повышает количество включений глобулярного графита, увеличивает «живучесть» сфероидизированного расплава и т.д.
Масса обработанного жидкого чугуна находилась в пределах от 11 до 16 тонн.
Некоторые технологические параметры обработки ряда проведенных плавок представлены в табл. 1. Здесь же приведены данные по степени десульфурации чугуна и усвоению магния.
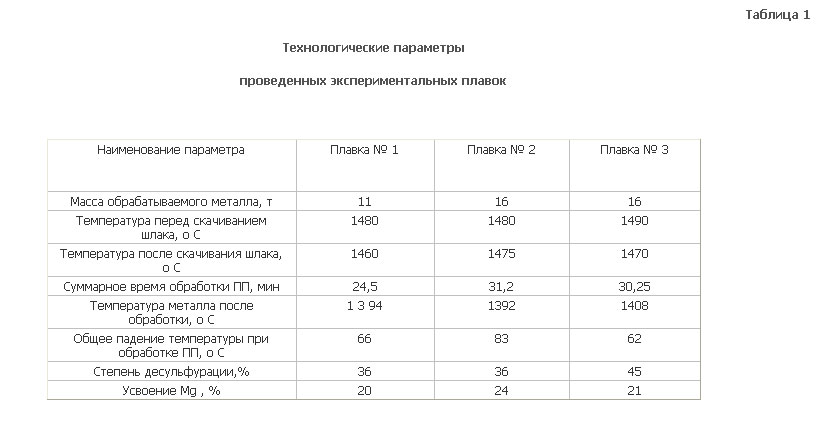
Следует отметить, что проведение модифицирующей и инокулирующей обработок с использованием порошковой проволоки существенно снижает пироэффект от введения магния и улучшает экологическую ситуацию в цехе.
При переходе на использование порошковой проволоки с 30% Mg по сравнению с 18% магниевым наполнителем увеличение пироэффекта практически не наблюдалось.
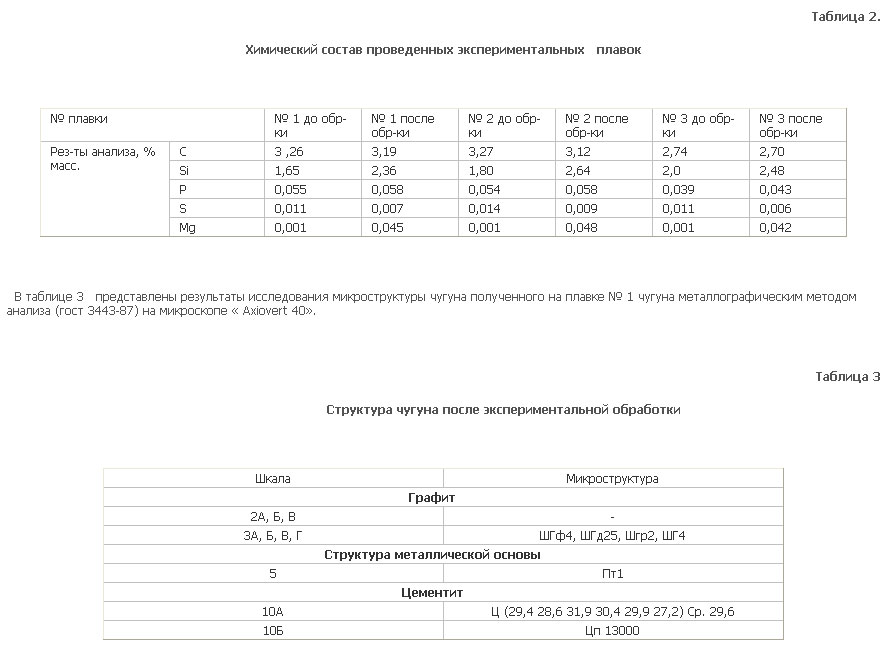
Химический состав чугуна по основным элементам до и после обработки представлен в табл. 2.
Листопрокатные валки, изготовленные с использованием ПП, успешно прошли промышленные испытания в 2006 г. и сегодня находятся в промышленной эксплуатации на листопрокатных станах ОАО «ММК», осваивается промышленное производство сортопрокатных валков для ОАО «ММК».
В текущем промышленном цикле находятся новые заказы для листопрокатных станов ОАО «НЛМК» и ОАО «Северсталь».
Таким образом, предложенная технология, предусматривающая применение порошковой проволоки с магниевым и ферросиликобариевым наполнителями, обеспечивает десульфурирующий, модифицирующий и инокулирующий эффекты, позволяет стабилизировать технологию получения ЧШГ, существенно улучшить экологическую обстановку в цехе и, за счет отказа от дорогостоящий никельмагниевых модификаторов, значительно снизить себестоимость выпускаемой на ЗАО МРК продукции.
Контакты ЗАО «Ферросплав»:
Россия, 454048, г. Челябинск, ул. Сулимова, 75
тел./факс: (351) 261-88-78, 261-86-80, 260-48-87, 237-39-29, 237-79-27
E-mail: ferrosplavnvc@mail.ru (Научно-Внедренческий Центр)

