Д.А. Болдырев (Исследовательский центр ОАО «АВТОВАЗ», г. Тольятти)
Внутриформенное модифицирование ВЧШГ магниевым модификатором с лантаном
Выдвинуто предположение о наибольшей эффективности применения (по сравнению с другими РЗМ) в магниевом модификаторе редкоземельного металла — лантана для борьбы с усадочными дефектами. Проведена заливка отливок деталей «Направляющая колодок переднего тормоза» с использованием модификатора на основе ФСМг с лантаном в объёме опытных и опытно-промышленных партий. При исследовании микроструктуры отливок обнаружено возрастание количества включений графита шаровидной формы и преобладание парных мелких включений вторичного графита над крупными включениями первичного графита (бимодальность), что является главным фактором, снижающим усадку.
Для внутриформенного модифицирования при производстве отливок из ВЧ на ОАО «АВТОВАЗ» используется модификатор ФСМг7 (табл. 1). Однако использование этого модификатора в качестве сфероидизирующей добавки при модифицировании в форме, имеет ряд недостатков, в числе которых повышение склонности к образованию усадочной пористости и образование шлаковых включений за счёт высокого содержания кальция (до 1%).
При наличии в магнийсодержащем модификаторе РЗМ происходит нейтрализация элементов деглобуляризаторов (Bi, Sn, Sb, Рb) путём образования устойчивых интерметаллидов. Добавки РЗМ в качестве дополнения к магнию способствуют росту графита более правильной формы и повышают стабильность модифицирующего эффекта. Как правило, в качестве добавок РЗМ используется традиционная смесь редкоземельных металлов, называемая мишметалл, содержащая около 50% Ce, 25% La, 15% Nd и 10% Pr. РЗМ в порядке возрастания активности влияния на сфероидизацию графита располагаются следующим образом [1]: La < Pr < Nd < Ce. Из всех перечисленных РЗМ только лантан не образует собственных карбидов [2]. На основе данной градации было предположено, что лантан в качестве дополнительной добавки к магнию, способен стабилизировать реакцию модификатора с расплавом и пролонгировать процесс образования и роста количества графитных включений глобулярной формы, что может снизить склонность чугуна к усадке.
Используемый для проведения опытных работ магниевый модификатор с лантаном — ФСМг5,5La имеет следующие преимущественные отличия от серийно применяемого модификатора ФСМг7:
- Вместо смеси РЗМ в составе модификатора содержится только лантан в количестве 0,25…0,40%. Диапазон содержания лантана обусловлен тем, что при концентрации, меньшей 0,25%, влияние на усадку является недостаточным. Приконцентрации свыше 0,40% использование лантана становится неэкономичным ввиду его высокой стоимости.
- В 2 раза более низкое содержание кальция в составе модификатора, что обеспечивает снижение процесса шлакообразования в форме и за счёт этого уменьшение попадания в структуру отливок шлаковых включений.
- Пониженное содержание магния (в среднем на 2%). Это становится возможным за счёт ограничения содержания атмосферного кислорода в объёме камеры.
Химические составы серийного и опытного сфероидизирующих модификаторов для внутриформенного модифицирования приведены в таблице 1.
Таблица 1. Химический состав магнийсодержащих модификаторов для внутриформенного модифицирования.

Апробация модификатора усовершенствованного состава была проведена при заливке деталей «Направляющая колодок переднего тормоза» из высокопрочного чугуна марки Gh56-40-05 (нормаль FIAT-ВАЗ 52215). Прямой отечественный аналог этой итальянской марки чугуна отсутствует. Однако по своим механическим свойствам и характеристикам микроструктуры эта марка может быть расположена между ВЧ50 и ВЧ60 (ГОСТ 1497-85).
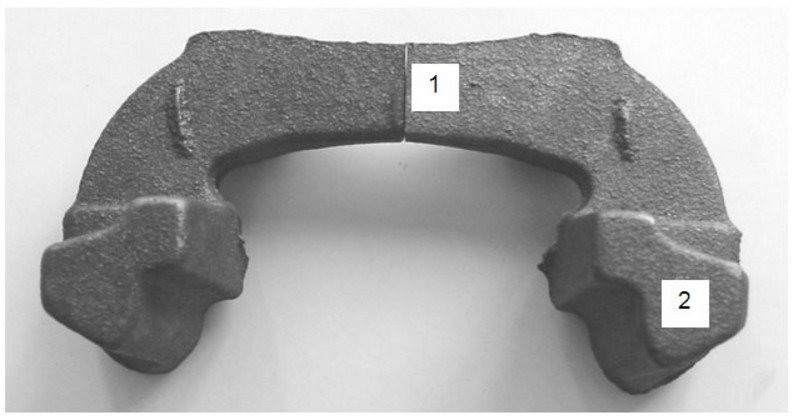
На первом этапе работ производственных испытаний модификатора с лантаном было залито 200 форм (1600 отливок) (рис. 1) по действующему технологическому процессу.

Температура заливки — 1450°С. Для сравнительной оценки эффективности действия опытного и серийного модификаторов в одни реакционные камеры формы (№ 3, 4, 5, 6) закладывался модификатор ФСМг5,5La в количестве 290 г (содержание магния 5,35%), а в другие (№ 1, 2, 7, 8) — ФСМг7 в количестве 280 г (содержание магния 7,1%). Для проведения анализа отливки отбирались из первой и последней форм. Результаты разбраковки партии отливок приведены в таблице 2.
Таблица 2. Виды брака отливок.

Анализируя данные таблицы 2 можно сделать вывод, что процент брака отливок по усадке при использовании модификатора ФСМг5,5La более чем в 3 раза ниже, чем с модификатором ФСМг7. Общий процент брака отливок, изготовленных с применением модификатора ФСМг5,5La, на 20% ниже, а визуальная оценка состояния поверхности отливок показывает более высокую чистоту.
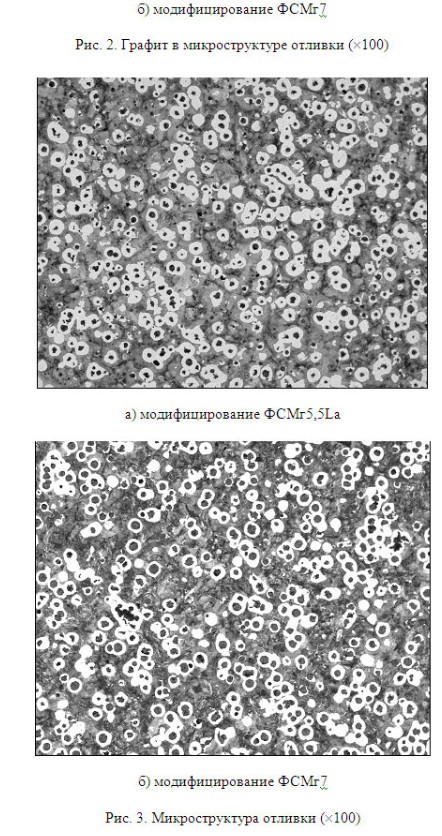
На следующем этапе работ было проведено 5 опытно-промышленных плавок отливок «Направляющая колодок переднего тормоза» по 20 т каждая с использованием модификатора ФСМг5,5La. Результаты исследований механических свойств и микроструктуры чугуна в отливках представлены в таблице 3 и на рисунках 2-4. Сопоставительные данные по количеству газо-усадочных дефектов в отливках из опытно-промышленных партий и серийных партий, изготовленных за тот же период, представлены в таблице 4.
Таблица 3. Проверенные параметры механических свойств и микроструктуры опытных отливок.

Таблица 4. Статистика по газо-усадочным дефектам.

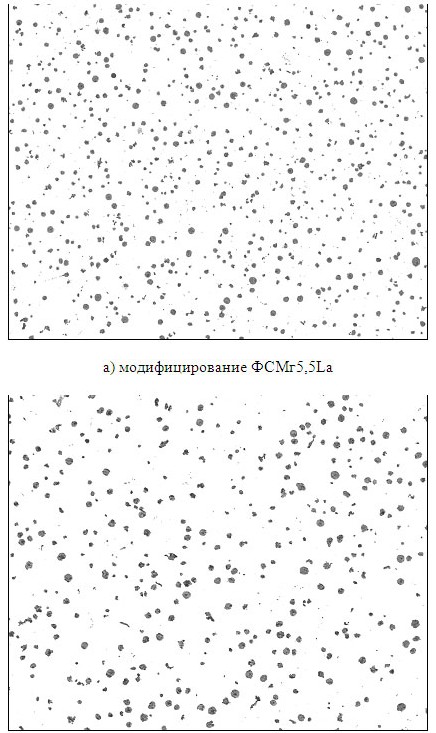

По сравнению с модификатором, содержащим мишметалл, ФСМг с лантаном обеспечил большее количество включений шаровидного графита (глобулей). Была достигнута концентрация включений около 458 глобулей/мм², тогда как при использовании ФСМг с мишметаллом эта цифра составляла примерно 261 глобулей/мм². Таким образом, применение ФСМг с лантаном позволило увеличить этот показатель в 1,75 раза.
На практике при использовании модификатора ФСМг с лантаном получено образование бимодального или асимметричного распределения включений графита (рис. 2-4) с большим количеством малых по размерам глобулей, которые образуются на конечной стадии кристаллизации. Дополнительной особенностью влияния лантана на морфологию графитных включений является стимулирование образования именно парного образования мелкодисперсных включений вторичного графита, что отчётливо видно на рис. 3а. Следует отметить, что именно эти особенности являются объяснением эффективного контроля над усадкой.
Для оценки эффективности работы модификатора ФСМг5,5La при различных температурах была проведена заливка деталей «Направляющая колодок переднего тормоза» при 2-х температурах: «высокой» — 1455±5°С и «низкой» — 1440±5°С. Исследование микроструктуры материала отливок производилось в тонком (1) и толстом (2) сечениях (рис. 5).
По результатам анализа микроструктуры (табл. 5) можно отметить, что при заливке с температуры 1455°С в отливках первых форм имеет место минимальная степень сфероидизации графита: 50% — в тонких сечениях и от 60…70% — в толстых сечениях. В отливках, отобранных из последних форм, степень сфероидизации графита составляет 60…80% — в тонких сечениях и 70…90% — в толстых сечениях. Это изменение в степени сфероидизации графита можно объяснить снижением температуры разливаемого металла в процессе заливки. При исследовании микроструктуры отливок из первой и последней форм, залитых с начальной температуры 1440°С, отмечается более стабильный процесс и минимальные отклонения от требуемой степени сфероидизации графита (90%) и только в тонких сечениях. Таким образом, рекомендуемая температура проведения заливки не должна превышать 1440°С.
Таблица 5. Микроструктура отливок «направляющая колодок переднего тормоза», залитых с модификатором ФСМг5,5La

Выводы:
- При модифицировании магниевым модификатором с лантаном значительно увеличивается число и улучшается степень сфероидизации шаровидных включений графита. Различие наиболее явно выражено для толстых сечений отливок.
- Установлено образование бимодального или асимметричного распределения включений графита, то есть преобладание количества малых глобулей по сравнению с количеством крупных. По-видимому, малые по размерам глобули в данном бимодальном распределении формируются на поздней стадии образования включений графита (вторичный графит), то есть в заключительной части цикла кристаллизации. Такой поздний рост числа глобулей графита успешно компенсирует усадочные тенденции в отливке, особенно в момент прекращения функционирования прибылей, когда поздний рост количества включений графита противодействует усадке.
- Микроструктура отливок, обработанных модификатором ФСМг с лантаном отличается большим количеством графитовых включений (458 глобулей/мм2) по сравнению с микроструктурой отливок, обработанных ФСМг7 (261 вкл/мм2), то есть при использовании модификатора ФСМг5,5La количество графитовых включений увеличивается в 1,75 раза (особенно за счёт вторичного мелкодисперсного графита), что способствует предотвращению усадки.
- Большое число глобулей вторичного графита малых диаметров показывает существенное улучшение чистоты поверхности отливок.
Список литературы:
- Shen Zeji. The vermiculizing effect of individual RE elements on graphite in cast iron // New front Rase Earth. Sei and Appl. Proc. Inter. Conference Beijing. Sept. 10-14. 1985. V. 2. P. 1369-1405
- Бестужев Н. И., Бестужев А. Н., Леках С. Н. Стабильность технологических процессов и перспективы расширения производства отливок из чугуна с вермикулярным графитом // Литейное производство. 2005. №3. С. 4-6

