Сущность литья под низким давлением (ЛНД) как разновидности литья под регулируемым давлением заключается в том, что заполнение полости формы расплавом и затвердевание отливки происходит под действием избыточного давления воздуха или инертного газа. При этом для подъема расплава и заполнения формы требуемое избыточное давление менее 0.1 МПа, чем и объясняется использование термина «низкое давление»:

При ЛНД отливку изготавливают в кокиле, песчаной или комбинированной форме (кокиль и песчаные стержни), а также в керамической или оболочковой форме.
Технология ЛНД позволяет провести заполнение формы для протяженных тонкостенных отливок, в широких пределах регулировать скорость заполнения формы расплавом, изменять продолжительность заполнения отдельных участков формы отливок сложной конфигурации с переменной толщиной стенки с целью управления процессом теплообмена между расплавом и формой, добиваясь рациональной последовательности затвердевания отдельных частей отливки.
Основными преимуществами процесса ЛНД являются: автоматизация трудоемкой операции заливки формы; возможность регулирования скорости потока расплава в полости формы изменением давления в камере установки; улучшение питания отливки; снижение расхода металла на литниковую систему.
Основные недостатки: невысокая стойкость части металлопровода, погруженной в расплав, что затрудняет использование способа литья для сплавов с высокой температурой плавления; сложность системы регулирования скорости потока расплава в форме, вызванная динамическими процессами, происходящими в установке при заполнении ее камеры воздухом, нестабильностью утечек воздуха через уплотнения, понижением уровня расплава в установке по мере изготовления отливок; возможность ухудшения качества сплава при длительной выдержке в тигле установки; сложность эксплуатации и наладки установок.
Преимущества и недостатки способа определяют рациональную область его применения и перспективы использования. Литье под низким давлением наиболее широко применяют для изготовления сложных фасонных и особенно тонкостенных отливок из алюминиевых и магниевых сплавов в автомобилестроении, авиа- и космической промышленности, простых отливок из медных сплавов и сталей в серийном и массовом производстве.
Примеры отливок, изготавливаемых ЛНД:

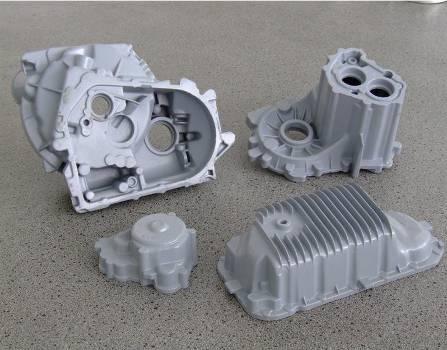


Одним из лидеров в области производства отливок методом ЛНД в нашей стране является предприятие ОАО «ВМП «АВИТЕК» г. Киров — старейшее авиационное предприятие России, которое выпускает зенитные управляемые ракеты, уникальные катапультные кресла для боевых самолетов, грузоподъемные механизмы и системы для авиации, а также большой спектр товаров народного потребления и гражданской продукции. Предприятие работает по замкнутому производственному циклу, начиная с литейного и кузнечно-прессового производства и заканчивая сборкой готовых изделий и их испытанием. Сегодня гордостью предприятия является Литейно-технологический центр по изготовлению высококачественных отливок оборонного, авиационного и гражданского назначения для предприятий, входящих в состав Концерна ПВО «Алмаз-Антей» и сторонних организаций. Литейно-технологический центр оснащен самым современным программным обеспечением и оборудованием для изготовления литейных форм и заливки металла, причем весь процесс разработки технологии литья и ее реализации «в металле» завязан в единую цепочку сквозного проектирования:

Сквозная цепочка проектирования литейной технологии, внедренная на предприятии
В центре данной цепочки стоит система автоматизированного моделирования литейных процессов (САМ ЛП) LVMFlow CV, предназначенная для проведения анализа литейной технологии и ее корректировки в кратчайшие сроки. САМ ЛП LVMFlow CV основана на методе контролируемого объема (МКО) и позволяет:
- проследить заполнение формы металлом
- рассчитать температурные поля отливки и формы
- произвести расчет поля жидкой фазы
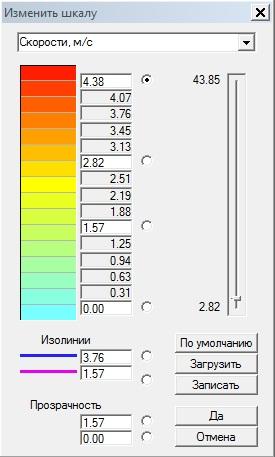
- рассчитать поле скоростей
- рассчитать конвективные потоки
- рассчитать поле давлений
- оценить возможные дефекты в отливке
- рассчитать напряжения и деформацию отливки
- оценить работу фильтров
- учесть многократное использование формы
- разработать технологию ЛПД
- рассчитать размеры прибылей и литниковой системы
- учесть поведение газа в полости формы при заполнении
- прогнозировать захват воздуха в процессе заливки
- подобрать размеры изо- и экзотермических оболочек для прибылей
Сложность и специфичность процесса ЛНД приводят к тому, что уже на этапе разработки литейной технологии инженер-литейщик сталкивается со следующими трудностями:
- выбор оптимальной литниково-питающей системы (ЛПС)
- выбор температуры заливки
- выбор оптимальной скорости течения расплава
- предотвращение колебания скоростей потока в процессе заливки
- подбор статического давления и времени выдержки при нем по окончании заливки формы
- предотвращение механического пригара
- конструирование вентиляционной системы
При разработке литейной технологии классическим методом «проб и ошибок» решение технологических трудностей, описанных выше, существенно замедляет процесс освоения нового изделия и в силу специфичности способа ЛНД несет с собой большие материальные затраты. В связи с этим на предприятии была поставлена задача ускорения процесса разработки литейной технологии и выбран способ ее решения – компьютерное моделирование. Предприятием протестировано несколько программ компьютерного моделирования литейных процессов. Самым удобным инструментом для решения этой задачи является САМ ЛП LVMFlow CV, в которой специально для этого была реализована опция литья под низким давлением, позволяющая ускорить разработку оптимальной ЛПС, выбрать скорость заливки и статическое давление, подобрать температуру заливки, сконструировать вентиляционную систему формы и др.
Сущность внедренной на производстве цепочки проектирования технологии и изготовления отливок, представленной на рис. 3, состоит в следующем.
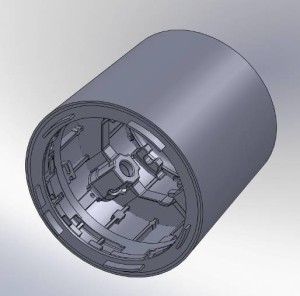
При поступлении нового заказа на литье исходным заданием является двумерный чертеж литой детали. Разработка литейной технологии начинается традиционным способом – исходя из опыта и знаний в области литейного производства, инженер-технолог разрабатывает ЛПС непосредственно на чертеже отливки, подбирает рекомендуемые технологические параметры литья и т.д. Затем, используя систему твердотельного моделирования SolidWorks, воспроизводит разработанную ЛПС в виде 3D-модели:
3D-модель отливки, изготавливаемой методом литья под низким давлением

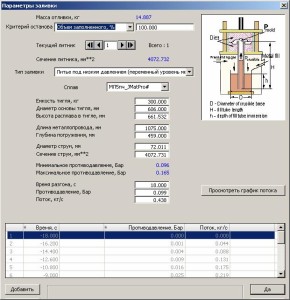
Имея 3D-модель отливки с ЛПС и технологические данные, необходимые для ее изготовления методом ЛНД, в САМ ЛП LVMFlow CV производится компьютерное моделирование заливки формы, затвердевания и охлаждения отливки. При этом LVMFlow CV учитывает большое количество технологических особенностей ЛНД, таких как:
- конфигурация и емкость тигля
- размеры металлопровода
- параметры «разгона» (поведение расплава в металлопроводе до начала заливки)
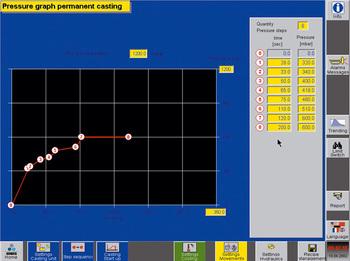
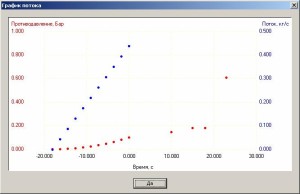
- конфигурация диаграммы «давление-время»
- статическое давление и время выдержки при нем после окончания заливки
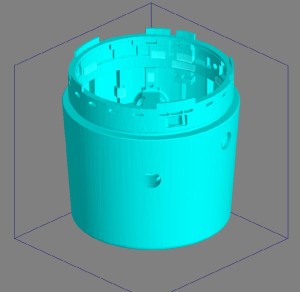
3D-модель отливки с ЛПС и расчетная сетка
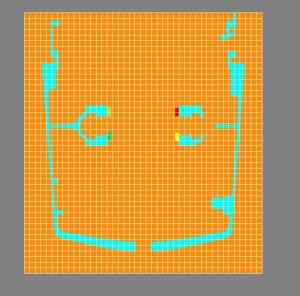
поле «Температура»
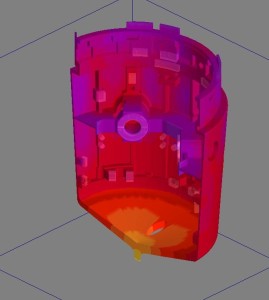

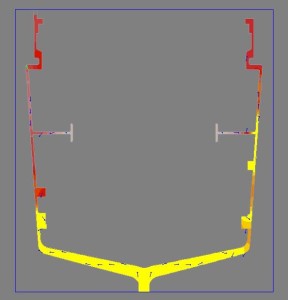
поле «Жидкая фаза»
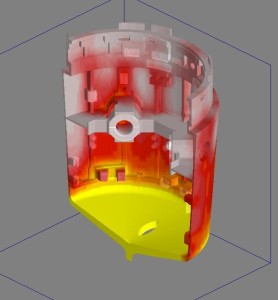
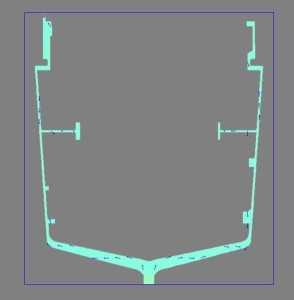
поле «Скорости»
поле «Усадка»
Опция литья под низким давлением в LVMFlow CV
По завершении данного этапа по результатам компьютерного моделирования делается вывод об эффективности разработанной технологии: если в отливке обнаружены литейные дефекты (раковины, пористость, трещины и т.д.), то необходимо произвести доработку технологии; если же в теле отливки дефекты отсутствуют, то инженер-конструктор-технолог переходит к следующему этапу: проектированию литейной формы.
Этап проектирования литейной формы

Используя проработанную в LVMFlow CV 3D-модель отливки с ЛПС, в конструкторской программе SolidWorks происходит разработка и конструирование литейной формы. Результатом данного этапа является трехмерная модель формы, которая передается на 3D-принтер.
Общий вид принтера для трехмерной печати

Готовый стержень, полученный на установке селективного отвержденияНа 3D-принтере методом послойной трехмерной печати происходит изготовление составных частей формы (стержней), которые впоследствии собираются в стержневые пакеты.


После этого собранная форма подается на установку литья под низким давлением в песчаные формы фирмы KURTZ (производство Германия), где происходит заливка формы.


В итоге, отказ от метода «проб и ошибок» и переход к сквозной цепочки проектирования литейной технологии, акцентированной на математическом моделировании литейного процесса в LVMFlow CV, позволил получать на выходе бездефектные отливки с высокой вероятностью, что повысило качество выпускаемого литья. При этом достигается высокий экономический эффект, т.к. заливка пробных вариантов технологии на этапе ее разработки заменяется компьютерным моделированием. Высокая скорость расчета в LVMFlow CV позволила существенно сократить сроки освоения новых изделий.
Владислав Турищев, ООО «ПроМодель»
Контакт
- тел. (473) 258-33-26
- тел./факс (473) 270-99-35
- www.osnastka36.ru — изготовление модельной оснастки, формы для литья
- www.lvmflow.ru — моделирование литейных процессов, разработка литейной технологии
- http://www.proform.ru — станки с ЧПУ для модельной оснастки, обрабатывающие центры, изготовление кокилей и пресс-форм


