Основные трудности, с которыми сталкиваются производители литья под давлением:
- современные машины литья под давлением, в большинстве случаев, приобретаются в Китае. Поставщик обычно поставляет тестовую пресс-формы, не раскрывая подробности технологии, в том числе, и режимы машины литья под давлением. Самостоятельное изучение и разработка литейной технологии отнимают много времени, сил и денег.
- уровень подготовки технологов-литейщиков — оставляет желать лучше, в силу того, что в России образовался провал в подготовке кадров, с одной стороны, а существующие специалисты оказались не способны моментально перестроиться на современное компьютеризированное оборудование с устаревших «семерок» и «восьмерок».
- зачастую Заказчик (литейный завод) даже не в состоянии просчитать многоместность будущей пресс-формы, а тем более, разработать грамотную литейную технологию.
В САМ ЛП LVMFlow разработан и внедрен модуль, который позволяет технологу-литейщику в течение 5-30 мин разработать литейную технологию на любую отливку. На сегодняшний день LVMFlow в состоянии учесть проливаемость даже промывников с толщиной 0,05-0,1 мм.
LVMFlow CV основана на совершенно новом математическом методе (методе контрольных объемов), позволяющем точно воспроизвести сложную тонкостенную геометрию отливки и при этом обеспечить высокую скорость расчета.
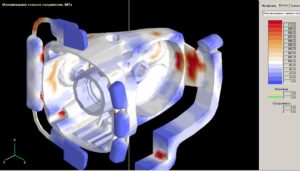
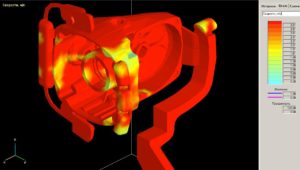
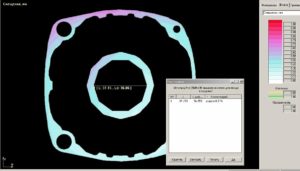
LVMFlowCV, как инструмент технолога-литейщика, позволяет проследить заполнение формы металлом (в том числе оценить ламинарность/турбулентность потока по скоростям в металле), спрогнозировать усадочные дефекты, наблюдать температурные поля отливки и пресс-формы в процессе охлаждения. Также с помощью моделирования можно предсказать места появления горячих и холодных трещин. Анализируя характер заливки, возможно говорить о вероятности образования неспаев, неслитин.
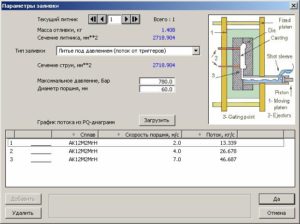
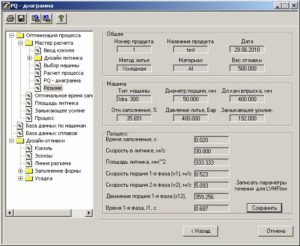
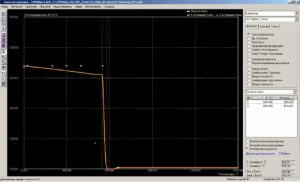
Применительно к ЛПД LVMFlowCV оказывает помощь при выборе оптимальных режимов работы литейной машины, позволяющих получить отливку годной. При этом программа учитывает геометрию камеры заполнения и поведение металла в ней, есть возможность учета распределения скоростей по сечениям литниковой системы.
Из дополнительных приемов позволяет моделировать нагрев и охлаждение пресс-формы с помощью каналов, прогрев пресс-формы газом, учитывает циклический режим работы машины, учитывает наличие противопригарных красок и смазок.
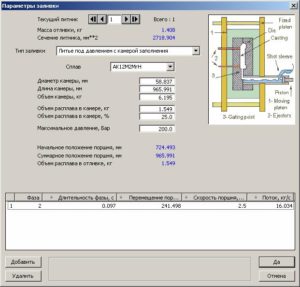
С помощью отдельного модуля, созданного специально под ЛПД, технолог за короткое время может определить оптимальное время заполнения, рассчитать площадь щелевого или тангенциального литника, подобрать основные параметры запрессовки, такие как: диаметр поршня, скорость поршня в каждой фазе заливки, давление прессования.
Для конструктора пресс-форм LVMFlow также оказывает существенную помощь. С помощью модуля «Напряжения» есть возможность проверки линейных размеров в отливке и соответственно пресс-форме, проверки правильности введенного припуска на усадку, что позволит существенно сэкономить на доработке пресс-форм.
База данных программы полностью адаптирована под отечественные ГОСТы, в ней представлены основные классы литейных сплавов, применяемых при ЛПД (магниевые, алюминиевые, цинковые сплавы, латуни).
Высокая скорость и точность расчета, русский интерфейс, отечественная база по сплавам и материалом форм, простота ввода данных, отсутствие дополнительного ПО для создания расчетной сетки, позволяет в течение 1 рабочего дня подготовить технологию получения годной отливки методом ЛПД.
Пользователи LVMFlow, использующие моделирование для разработки технологии «литье под низким давлением»:
— ОАО «Мценский литейный завод», г. Мценск
— ОАО «АвтоВАЗ», г. Тольятти
— ФГУП «ГНПП «Сплав», г. Тула
— ООО «Литейный завод «РосАЛит», Нижегородская область, г. Заволжье
— ОАО «ВПО «ТОЧМАШ», г. Владимир
— ЗАО «СОАТЭ», г. Старый Оскол, Белгородская область
Владислав Турищев, ООО «ПроМодель»,
Контакт
- тел. (473) 258-33-26
- тел./факс (473) 270-99-35
- www.osnastka36.ru — изготовление модельной оснастки, формы для литья
- www.lvmflow.ru — моделирование литейных процессов, разработка литейной технологии
- http://www.proform.ru


