МЕТОДЫ ПРОИЗВОДСТВА ЧУГУНА С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ
Чугун с вермикулярным графитом (ЧВГ) может быть получен путем обработки базового чугуна магнийсодержащими сплавами в ковше, таким же способом, как и при производстве высокопрочного чугуна. Однако требования, предъявляемые к уровню содержания остаточного магния, очень высоки – как правило, колебания содержания остаточного магния не должны превышать ± 0.002 %. Необходимо принимать во внимание не только минимальный уровень содержания остаточного магния, как это происходит при производстве ВЧ, но и максимальный. Для того чтобы получать структуры ЧВГ наилучшего качества недостаточно принимать во внимание только концентрацию магния, растворенного в чугуне. Не менее важно знать концентрацию и тип оксидов, сульфидов и других соединений, которые нельзя определить с помощью спектрального анализа. Если не осуществлять контроль металлургических процессов, то можно ожидать высокий уровень брака и большой разброс по качеству. Существующие на сегодняшний день ковшевые методы модифицирования чугуна на ЧВГ, в которых обработка чугуна происходит в две стадии, начинаются с обработки базового чугуна магнием. Затем состояние расплава анализируется с использованием термического анализа или измерения активности кислорода. На основании полученных результатов производится повторная обработка расплава для корректировки его параметров. Такие методы обработки позволяют получать ЧВГ требуемого качества, но требуют проведения большого количества производственных операций и поэтому занимают много времени. Процесс PQ-CGI® Ladle (получение высококачественного ЧВГ методом обработки расплава в ковше), разработанный компанией NovaCast, является дальнейшим развитием ковшевых методов обработки. Процесс PQ-CGI® Ladle основан на детальном анализе базового чугуна. Обработка расплава производится в один этап, что позволяет решить ряд проблем, встречающихся при проведении ковшевых обработок. Метод PQ-CGI® Ladle можно использовать при мелкосерийном производстве отливок, а также при производстве крупнотоннажного литья. Однако для всех ковшевых методов обработки присущи недостатки, связанные со «старением» модифицирующего эффекта после обработки расплава магнием, что накладывает определенные ограничения на процесс. Например, невозможность использования автозаливочных устройств. Поэтому для крупносерийного/массового производства отливок (блоки цилиндров, головки цилиндров, станины, гильзы цилиндров и т.п.) необходимо использовать более подходящий метод обработки. Метод PQCGI® InMold и является таким методом!

ПРОЦЕСС PQ-CGI® IN-MOLD

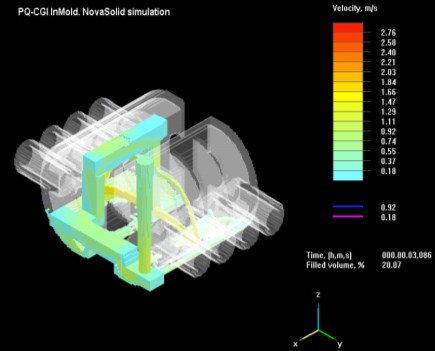
Аббревиатура PQ (Prime Quality) означает высшее качество. Новый процесс обработки чугуна, основанный на последних достижениях науки, имеет целью получение ответственного литья из ЧВГ высокого качества, особенно для автомобильной промышленности. Обработка расплава магнием методом внутриформенного модифицирования уже применяется на протяжении нескольких десятилетий при производстве ВЧ. При этом возможно получение высококачественного ВЧ при обеспечении минимального уровня содержания магния в чугуне. Однако традиционная технология внутриформенного модифицирования не подходит для производства отливок из ЧВГ, так как металлургическое качество базового чугуна непостоянно и усвоение магния из модификатора варьируется от заливки к заливке. Поэтому невозможно поддерживать колебания содержания остаточного магния на уровне ± 0.0015 %, который необходим для производства ЧВГ. Процесс PQ-CGI® InMold позволяет решить указанные проблемы посредством использования запатентованной технологии предварительной подготовки базового чугуна и нового подхода к конструированию литниковой системы и реакционной камеры, специально разработанных для того, чтобы готовая отливка могла отвечать более строгим требованиям, предъявляемым к ЧВГ. Система так же подразумевает применение различных регуляторов скорости потока металла и давления в форме, фильтров для обеспечения равномерного усвоения магнийсодержащего модификатора. Эта система может быть специально адаптирована для каждого типа отливок с использованием таких программных продуктов компании NovaCast как: «Foundry Tech III™» и системы моделирования литейных процессов «NovaFlow».
Если металлургический статус базового чугуна не известен перед проведением внутриформенного модифицирования (например, если используются только данные химического анализа чугуна), то результаты обработки такого чугуна предсказать невозможно. Поэтому базовый чугун должен быть подготовлен перед заливкой форм с целью достижения оптимальных условий для того, чтобы углерод кристаллизовался в виде включений вермикулярного графита.
Процесс PQ-CGI® основан на тщательной металлургической подготовке базового чугуна. При подготовке базового чугуна используется усовершенствованная система термического анализа для определения общего уровня окисленности расплава (информации о растворенном кислороде недостаточно), а также других важных термодинамических параметров. Программное обеспечение системы PQ-CGI® основано на экспертной системе, которая анализирует эти данные, а также результаты химического анализа чугуна. Необходимые навески модификатора рассчитываются таким образом, чтобы чугун соответствовал спецификации на производимую отливку. Спецификацию для каждого типа отливки получают во время калибровки системы, и она хранится в базе данных.
Когда базовый чугун подготовлен, его можно разливать по формам вручную или при помощи заливочных устройств. При использовании лазерных датчиков, контролирующих наличие модификатора в реакционной камере, заливка может быть полностью автоматизирована. Величина навески модификатора составляет всего порядка 0.25 — 0.4 %, поэтому размеры реакционной камеры очень малы. Общий выход годного может быть даже выше по сравнению с ковшевыми методами обработки, так как отсутствует необходимость в скачивании шлака после проведения модифицирования, что приводит к потерям металла.
В виду того, что время между обработкой расплава и заполнением полости формы мало (менее 2 секунд), а также благодаря кинетике реакции необходимость использования модификатора для проведения вторичного графитизирующего модифицирования отпадает. Риск образования первичных карбидов даже в очень тонких сечениях отливки очень мал. При этом качество обработки необходимо проверять 100%-ным контролем отливок методами неразрушающего контроля, такими как: контроль с помощью звукового резонанса или ультразвуком. Подобную проверку качества отливок можно полностью автоматизировать, тем самым минимизируя затраты на проведение контроля качества.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ПРОЦЕССА PQ-CGI®
Система контроля технологических процессов использует информацию химического и термического анализов.
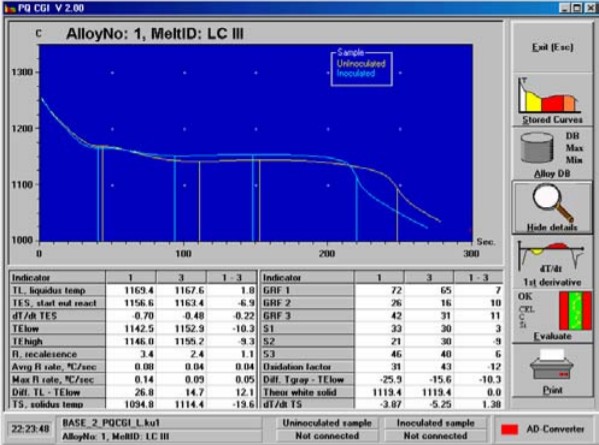
Система термического анализа PQ-CGI® основана на одновременной оценке двух образцов: с раскислителем и без него. База данных сплавов содержит информацию о требуемом химическом составе как базового, так и конечного чугуна, а также предельно допустимые отклонения по каждому элементу. Отдельная база данных содержит информацию об используемых шихтовых материалах, ферросплавах, а также информацию о выходе годного и т.п..
Система автоматически оценивает образцы и подсчитывает общее содержание кислорода, а также его соединения с кремнием и железом (SiO2 и FeO). Специальная функция позволяет проводить статистическую оценку процесса в любое время.
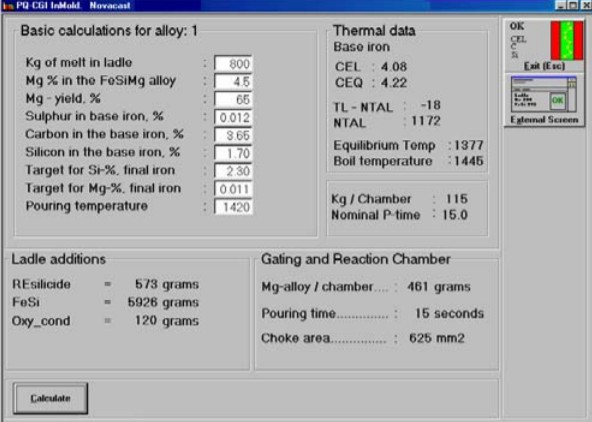
Данные термического анализа объединются с данными о химическом составе базового чугуна для того чтобы рассчитать оптимальное количество шихтовых материалов, которые нужно ввести в базовый чугун с целью корректировки химического состава чугуна и его подготовки к проведению внутриформенного модифицирования. Результаты данного расчета можно вывести на отдельный экран или на бункера шихтовых материалов.

Рис.1. Шкаф управления PQ-CGI®
ПРЕИМУЩЕСТВА ПРОЦЕССА PQ-CGI® IN-MOLD
1. Качество литья.
Уровень содержания магния в каждой отливке будет одинаковым, так как отсутствует «старение модифицирующего эффекта», и, следовательно, меньше отклонений по механическим свойствам. Так как степень усвоения магния из модификатора высока (как правило, более 80 %), а процесс обработки стабилен, то возможно использовать уменьшенные навески модификатора. Это, в свою очередь, приводит к снижению риска формирования микроусадки и уменьшению проблем, связанных с формированием дросса. Малое количество производственных операций и легкость контроля над ними позволяет быть уверенным в надежности процесса даже до проведения окончательной проверки качества отливок.
2. Оптимизация производственного прцесса.
Процесс PQ-CGI® InMold снижает количество производственных операций примерно на 35%. Это приводит к уменьшению затрат на рабочую силу. Отсутствует необходимость в проведении вторичного графитизирующего модифицирования, а это означает, что ликвидирована важная производственная операция. Так как отсутствуют потери времени, связанные с проведением обработки расплава ипоследующим скачиванием шлака, присущие ковшевым методам обработки, то устраняется риск избыточного простоя формовочных линий. Производительность процесса в целом выше, чем при использовании других методов обработки расплава.
3. Использование печей автоматической разливки

Если модифицированный чугун выдерживается в разливочных устройствах (печах), то всегда происходит «старение» модифицирующего эффекта обработки магнием, которое практически не поддается контролю. Когда необходимо провести корректировку расплава, вызванную эффектом старения, заливку форм необходимо остановить, а это в свою очередь вызывает простой оборудования. Выдержка в печах чугуна, обработанного магнием также вызывает проблемы, связанные со снижением стойкости футеровки. Процесс PQ-CGI® InMold полностью устраняет эти проблемы, т.к. обработка магнием происходит внутри каждой формы. Это означает, что базовый чугун можно выдерживать в заливочных печах без каких-либо проблем. Один и тот же базовый чугун можно использовать для производства широкой номенклатуры отливок из ЧВГ, т.к. уровень содержания остаточного магния определяется количеством модификатора в реакционной камере.
4. Улучшение условий труда в литейном цехе.
Процесс PQ-CGI® InMold обладает рядом свойств, которые улучшают условия труда в цехе. Температура чугуна в процессе выдержки может незначительно превышать температуру заливки, что как минимум на 70 °С меньше, чем при использовании других методов обработки. Пониженные температуры выдержки металла приводят к экономии электроэнергии, а так же увеличению стойкости футеровки. В процессе обработки не происходит выделения газов, состоящих из MgO и Mg3N2 , характерных для ковшевых обработок. Поэтому необходимость в установке дополнительных систем вентиляции отпадает, что также ведет к заметной экономии электроэнергии!
5. Механическая обрабатываемость отливок.
Проведенные исследования показали, что отливки, изготовленные с применением системы PQ-CGI® InMold, обладают лучшими показателями механической обрабатываемости. Одним из факторов, улучшающих обрабатываемость отливок, является использование пониженного количества магния для обработки расплава.
6. Экономические показатели процесса.
При использование системы PQ-CGI® InMold обеспечиваются минимальные производственные затраты (себестоимость литья) по сравнению с любыми другими коммерческими методами получения ЧВГ. Основными факторами, обеспечивающими снижение себестоимости являются: низкий расход электроэнергии и магнийсодержащего модификатора, отсутствие потребности в использовании графитизирующих модификаторов, снижение расходов на персонал (вследствие уменьшения количества технологических операций), меньшие расходы на обслуживание футеровки, низкий уровень брака и улучшенная механическая обрабатываемость литья.
7. Адаптивное обучение.
Процесс является настраеваемым, что означает, что программа использует обучающийся алгоритм, позволяющий производить тонкую настройку параметров процесса при помощи данных, полученных из лаборатории и по результатам контроля качества литья. Поэтому точность и надежность процесса будут постоянно улучшаться с течением времени. Процесс можно с легкостью адаптировать к различным условиям производства.
ОГРАНИЧЕНИЯ НА ПРИМЕНЕНИЕ ПРОЦЕССА PQ-CGI® IN-MOLD
Перед началом использования системы необходимо разработать литниковую систему, реакционную камеру и провести калибровку оборудования для каждого типа отливок.
Это ограничивает применение данного метода тем, что он может использоваться только для крупносерийного производства.
Другим ограничением является вес отливки. Максимальный вес отливки с литниковой системой на форму не должен превышать 500 кг.



NovaCast – ведущая скандинавская компания разрабатывающая технологии для литейной промышленности. Своим покупателям она предлагает не только процесс получения ЧВГ, но также уникальную экспертизу металлургического процесса производства, оценку правильности расчета литниково–питающих систем, проведение моделирования заполнения форм и кристаллизации сплавов. За дополнительной информацией обращайтесь в Московское представительство компании «Элкем АС».
NovaCast PQ-CGI® InMold. Отливка: блок цилиндров для 4-цилиндрового двигателя BMW Результаты испытаний на заводе Fritz Winter Eisengiesserei GmbH

Предварительная подготовка чугуна проведена при помощи системы контроля PQ-CGI® для получения требуемого уровня содержания кислорода и обеспечения оптимальных условий для последующего модифицирования. Для обеспечения равномерного усвоения магния были использованы специально разработанные литниковая система и реакционная камера.
Вес металла на одну отливку: 54 кг.
Количество отливок в форме: 2 отливки.
Масса металла, залитого в форму: 135 кг.
Время заливки: 20 секунд.
Температура заливки: 1400 °C.
Содержание C и Si: C – 3.6 %, Si – 2.25 %.
Технология производства данной отливки защищена патентом.


