Эндрю Бусби, Ashland Casting Solutions © 2008 Ashland
ВВЕДЕНИЕ
Полиуретановый cold-box (PUCB) процесс изготовления стержней и форм предполагает использование катализатора для осуществления реакции между R-OH и R-NCO с формированием уретановой цепи:

В качестве катализатора используются третичные амины, которые в случае cold-box процесса применяются в газовой форме или в виде испарений и пропускаются через песчано- смоляную смесь для отверждения ее. Амин не изменяется каталитическим процессом, при его содействии происходит формирование промежуточного компонента, который ускоряет реакцию между R-OH и R-NCO, затем снова происходит реформирование амина в первоначальное состояние.
Если бы катализаторы использовались в жидкой форме, механизм был бы простой и применялись бы простые правила для подсчета требующегося количества катализатора для достижения определенной скорости реакции при данной темперетуре. Различные амины дают различные скорости реакции из-за их различной химической реакционности в каталитическом процессе. В случае отверждения жидких связующих газообразным катализатором ситуация становится намного более запутанной и на скорость отверждения в этом случае могут влиять физические параметры, а не химическая реакционность.
Целью этой статьи было изучение физических аспектов “газации” (продувки газом) cold-box стержней и форм и определение влияния способов подачи катализатора на скорость отверждения, а также возможности оптимизации способов подачи, особенно для менее испаряющихся аминов.
ДОСТУПНЫЕ АМИНЫ
Выбранные для отверждения амины должны быть испаряемыми при температурах процесса и должны быть достаточно химически реакционными для выполнения каталитического процесса. Единственные амины, которые достаточно реакционны, это третичные амины (т.е. имеют три органические группы, прикрепленные к азоту). Типичные подходящие амины:

Эти амины содержат серии, состоящие из 3-6 углеродных атомов. Принято полагать, что более летучие амины являются более реакционными катализаторами для PUNB процесса и поэтому обеспечивают меньшее время отверждения. Скорость отверждения, обеспечивающаяся катализатором, может зависеть от его молекулярного веса, т.о можно сделать три предположения:
1. В аминах с низким молекулярным весом содержатся больше реакционных групп (в основном азот со свободной парой электронов) на единицу веса катализатора. 2. Большая летучесть аминов с низким молекулярным весом приводит к повышенной концентрации катализатора в потоке несущего газа и позволяет большему количеству амина проходить через стержень за меньшее время. 3. Химическая (каталитическая) реакционность возможно зависит от аминовой молекулы со свободной азотной парой электронов.
Основываясь на первом предположении можно легко установить молярную пропорцию реакционной части амина (азот). Затем это может быть отнесено к повышению веса амина, требующегося для предоставления того же количества N в случаях других аминов. В таблице ниже приведены пропорции по отношению к триметиламину (TMA), имеющему меньший молекулярный вес.

Корректирующие факторы представляют собой вес каждого из аминов, требующийся для обеспечения такого же количества N: по отношению к TMA. В более общем случае TEA и DMEA эквивалентное количество будет 1.16 ≡ 1 (или 16 вес. % дополнительного TEA требуется для обеспечения такого же реакционного эквивалетна, что и у DMEA).
Точки кипения обсуждаемых аминов:
Триметиламин (TMA) 3°C
Диметилэтиламин (DMEA) 36°C
Диметилизопропиламин (DMIPA) 66°C
Триэтиламин (TEA) 89°C
Представлен широкий спектр аминов, от TMA, являющимся газом при комнатной температуре, до TEA, который имеет относительно высокую температуру кипения для использования в качестве катализатора в cold-box процессе. Определенно можно сказать, что TMA может использоваться в 100% газовом состоянии, в то время как сложнее достигнуть более чем скромной концентрации TEA в несущем газе при температурах процесса.
Таким образом, разница между различными аминами достаточно понятна, но что недостаточно понятно – какие переменные характеристики (параметры) важны для осуществления быстрого и эффективного отверждения PUNB компонентов смолы. Например, важна ли концентрация амина в несущем газе? Альтернативно, состоит ли вопрос лишь в том, чтобы доставить достаточное количество амина через стержень за минимально возможное время? Влияет ли состав смол на выбор амина и на скорость отверждения? Важна ли температура несущего газа? Все эти вопросы влияют на выбор смол, выбор амина, дизайн аминового генератора и на его установки.
Предназначением статьи является попытка дать ответы, по крайней мере, на некоторые из этих вопросов. Целью является расширить оценку механизма “парового” аминового отверждения на основе экспериментальных данных, которые могут быть применены на практике.
ЭКСПЕРИМЕНТЫ
Тест по оценке аминов, использующийся Ashland Casting Solutions, основан на применении конического цилиндрического стержня в неразъемном ящике (рисунок 1).

Рисунок 1. Стержневой ящик для оценки потребления амина, нижняя плита с вентами, плита для выемки стержня,
Для оценки использовались два теста:
1. Потребляемое количество амина – тест проводился при стандартных условиях, стержень изготавливался сначала с избыточным количеством амина, которое затем снижалось до минимального количества необходимого для получения пригодного стержня. При стандартных условиях использовалась продувка воздухом под высоким давлением в течение 1 минуты.
2. Эффективность отверждения – единичное и на 50% больше количества аминов, определенные в тесте 1 использовались с постоянно уменьшаемым временем отверждения (уменьшаемым временем продувки воздухом под высоким давлением) до тех пор пока не получался слегка не отвержденный стержень. Полученное предыдущее время затем использовалось как эффективное время отверждения.
Приведенные выше тесты, несмотря на некоторую громоздкость, были выбраны по причине лучшей репрезентативности реальной ситуации по сравнению с альтернативными тестами по отверждению просто стержневой массы, где большего размера цилиндрические стержни отверждаются стандартным количеством аминов и производится замер отвержденной массы. Результаты подобного альтернативного теста не всегда коррелируют с тестом на потребление амина. Фактически, очень часто они отличаются разительно.

Рисунок 2 – Камера подачи амина, с микропипеткой для инжекции амина и линией подачи несущего газа с расходометром.
Во время этих “стандартных” тестов производилась оценка трех жидких аминов при использовании одинаковой связующей системы, при одинаковых нормальных условиях. Триметиламин (TMA) был исключен из экспериментов, поскольку является газом при комнатной температуре его дозировка должна быть организована отличающимся методом. Метод дозировки амина показан на рисунке 2.
Для экспериментальной работы плита подачи газа в камере была изменена так, чтобы на ней были два входных отверстия для подачи амина / воздуха. Стандартное входное отверстие формировалось 8мм шлангом, большее отверстие – 18мм шлангом. Выходное отверстие газовой плиты также было увеличено для предотвращения сопротивления потоку при использовании большего входного отверстия. Старая и новая конструкции представлены на схеме ниже.

Модификация газовой плиты была произведена так, чтобы могло быть легко использовано и старое (слабый поток) и новое (интенсивный поток) подключение. Необходимо отметить, что минимальные диаметры фиттингов трубы были 6мм для случая слабого потока и 15мм для интенсивного потока. В результате, минимальные площади сечения отверстий и шлангов были:
| Поток | Мин. сечение отверстия, мм2 | Сечение шланга, мм2 |
| Слабый | 36 | 64 |
| Интенсивный | 225 | 324 |
Основной эффект увеличения диаметров шлангов и входных отверстий состоит в увеличении потока несущего газа и увеличении давления в плите продувки. Увеличение потока при использовании нового подключения было настолько высоко, что не могло быть измерено ни одним из лабораторных расходометров.
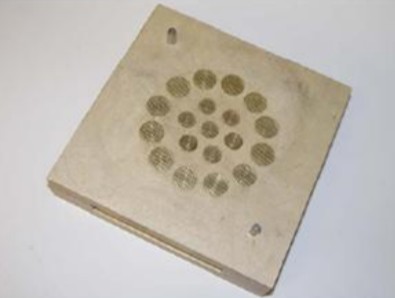
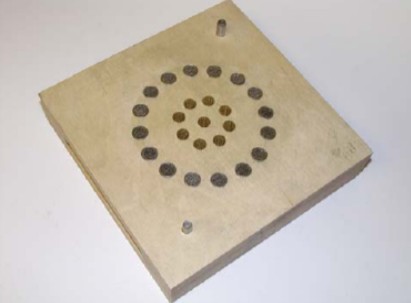
Дополнительно к увеличению потока несущего газа, была произведена проверка системы вентиляции на нижней плите для проверки на соответствие рекомендациям Ashland Casting Solutins по расчету площади выпускных отверстий (вент). Существовавшая плита имела лишь 22% от идеальной площади выходного отверстия. Было решено изготовить две новые плиты с открытой площадью вент 100% (или близкого значения) от идеального. Первая плита была сделана только с вентами щелевидного типа, вторая состояла из вент Super Vents (большая площадь открытия) и щелевидных вентов. Причиной изготовления двух разных плит было желание проверить влияет ли площадь вентиляции на производительность

Для проведения тестов с TEA, DMIPA и DMEA были выбраны три пластины и два типа подвода несущего газа. Было решено не использовать TMA для этих экспериментов, поскольку предполагалось увидеть незначительное преимущество в интенсивном потоке несущего газа, а также из-за сложности применения этого газа на практике по причине сложной процедуры обращения с ним и очень низкого порога обнаружения запаха. Полученные результаты по потреблению амина (необходимое количество амина для отверждения стержня) показаны на рисунке 7.

Рисунок 7 – Сравнение количеств амина(TEA, DMIPA и DMEA), необходимых для отверждения стержня, в слабом и интенсивном потоке несущего газа на трех альтернативных вентовых пластинах.
В случае использования слабого входящего потока и малой открытой поверхности вент потребность в триэтиламине TEA (0.4мл) оказалась выше, по сравнению с двумя другими аминами (0.3мл) при точности эксперимента 0.05 мл. При увеличении интенсивности входящего потока необходимое количество TEA снизилось до 0.35мл, а при совместном увеличении как интенсивности входящего потока, так и площади отводящей вентиляции, необходимое количество TEA снизилось далее до 0.3мл, что оказалось равным по сравнению с необходимыми количествами DMIPA и DMEA, которые не зависили от условий проведения этого эксперимента.
Достаточно простым объяснением этого эффекта является то, что стандартного времени продувки воздухом высокого давления в 1 минуту недостаточно для захвата всего количества TEA инжектированного в поток и некоторое количество TEA оставалось в дозирующей системе.
Результаты эффективности отверждения представлены на рисунке 8, из которого видно, что в данном случае интенсивность потока несущего газа и площадь открытой поверхности вент оказывают значительную роль на время продувки.
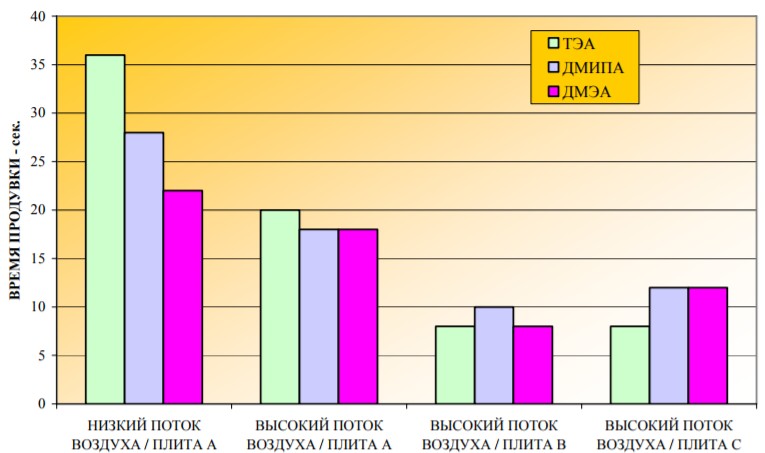
Рисунок 8 – Сравнение эффективности отверждения TEA, DMIPA и DMEA при использовании слабого и интенсивного потоков несущего газа на трех различных вентовых плитах.
Изменение интенсивности потока несущего газа оказывает существенное значение на время отверждения для всех трех аминов, особенно в случае триэтиламина TEA (44% снижение). Даже в случае слишком малой открытой поверхности вент (недостаточная вентиляция ящика) улучшение в подаче воздуха оказало большое влияние на время отверждения, в результате уровнялось время отверждения с DMIPA и DMEA, время отверждения с TEA оказалось лишь на 2 секунды выше.
Использование плиты с правильно подобранной открытой поверхностью вент (отводящей вентиляцией) выявило еще одно значительное влияние на время отверждения, сказавшееся в дополнительном 60% снижении времени отверждения с триэтиламином TEA на плитах B и C. Диметилизопропиламин DMIPA и диметилэтиламин DMEA не показали столь значительного снижения времени отверждения как TEA, и были не настолько быстрыми в случае использования плиты C. Триэтилетиламин TEA показал наилучший результат при использовании плиты C.
ОБСУЖДЕНИЕ
Результаты этой экспериментальной работы показывают, что триэтиламин TEA способен отверждать PUCB (полиуретановый cold-box) стержневую смесь по крайней мере настолько же быстро, что и диметилизопропиамин DMIPA и диметилэтиламин DMEA при условии достаточной подачи несущего газа и оптимизации отводящей вентиляции в соответствии со стандартами Ashland. Было очень интересно отметить, что начальная эмпирическая работа по оптимизации площади вентиляции, проведенная Ashland более 30 лет назад, до сих пор является значимой и однозначно действующей и в настоящее время.
Практическим аспектом применения результатов является подтверждение того, что теоретические недостатки триэтиламина TEA, такие как низкая молекулярная пропорция реакционных связей и высокая температура кипения, могут быть преодолены его высокой реакционностью при условии прохождения достаточного количества TEA через стержень достаточно быстро при использовании интенсивного потока несущего газа и обеспечения достаточной отводящей вентиляции. Триэтиламин TEA является более реакционным по сравнению с диметилизопропиламином DMIPA, в то же время считается менее реакционным по сравнению с диметилэтиламином DMEA. Однако показатели жесткости стержней опровергает последнее предположение.

Рисунок 9 – Сравнение жесткости стержней отвержденных одинаковыми количествами TEA и DMEA при прочих равных условиях
Что касается важности концентрации амина, можно предположить, что использование несущего газа с высогой интенсивностью потока, но неподогретого, не приведет к образованию высоких концентраций TEA, поэтому можно сделать обоснованный вывод, что концентрация амина не важна, но важно количество амина, доставленного в единицу времени. Остается возможность того, что высокоинтенсивный поток несущего газа имеет некоторое влияние на скорость отверждения, в дополнение к более быстрой доставке амина. Эксперимент с TEA, когда стержень был предварительно продут воздухом в течение нескольких минут перед основным циклом, показал несколько быстрое время отверждения. Причина этого далее не изучалась, но можно предположить, что это произошло из-за частичного испарения растворителей, входящих в состав смол, что в итоге и привело к снижению времени отверждения.
На практике, действительно, можно добиться того, что TEA будет настолько же быстрым, что и DMIPA и DMEA, но это потребует организации высокоинтенсивных потоков отверждающего газа и правильной установки вент в стержневом ящике. Нежелательно устанавливать большое количество вент в некоторых ящиках, из-за образования отпечатков от них на стержнях и из-за повышающейся цены на их очищение/ремонт. В этих случаях DMIPA и DMEA могут рассматриваться как более подходящие альтернативы, но скорее более дорогие альтернативы. Для тех, кто хочет иметь меньшую стоимость амина, меньший запах амина, меньший риск при обращении и быстрое время отверждения при наименьшем расходе, можно посоветовать обеспечить подвод достаточного количества несущего газа через стержневой ящик, что будет разумным вложением средств.
БЫСТРОЕ ОТВЕРЖДЕНИЕ ФЕНОЛ-УРЕТАНОВЫХ COLD-BOX СТЕРЖНЕЙ И ФОРМ — ВЛИЯНИЕ АМИНОВОГО КАТАЛИЗАТОРА.pdf

