Сергей Кугаевский доцент кафедры ЭМ УГТУ-УПИ, руководитель центра АПиПМ ММФ.
Современный уровень машиностроительного производства характеризуется широким применением станков с ЧПУ. При этом максимальной эффективности можно достичь за счет высокой концентрации технологических операций на одном рабочем месте за один установ детали. Для этого приобретаются дорогие многофункциональные станки, имеющие четыре и более управляющие оси. Стоимость одного часа работы такого оборудования превышает тысячу рублей. Это обстоятельство вызывает необходимость в повышении качества технологической подготовки производства. Качество технологической подготовки можно обеспечить за счет компьютерного 3D-моделирования всех компонентов технологической системы (ТС), таких как станок, приспособление, инструмент, деталь (рис. 1).
Сокращения простоев станков по организационно-техническим причинам можно достичь за счет применения группового метода организации производства, который еще 20 лет назад был систематизирован и обобщен в работах профессора С.П.Митрофанова. В настоящее время в распоряжении технологов появились новые средства.
В первую очередь это возможность трехмерного представления обо всех четырех компонентах технологической системы. Это представление подразумевает не только моделирование геометрии объектов в объеме, но и возможность моделирования взаимных перемещений этих объектов в пространстве и времени.

Рис. 1. Компоненты технологической системы
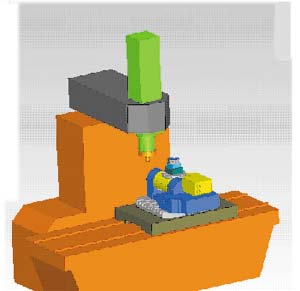 Рис. 2. Представление связанной компоновочной модели станка в 3D-модели
Рис. 2. Представление связанной компоновочной модели станка в 3D-модели
моделирования взаимных перемещений этих объектов в пространстве и времени.
Во-вторых, это модульное представление о конструкции детали, основанное на принципах объектно-ориентированного моделирования (feature-based modeling). Если конструктор при проектировании использовал данный принцип, геометрическая электронная модель детали в большинстве случаев автоматически распознается при разработке технологии с помощью CAM- систем. В результате технолог имеет возможность работать с уже скомпонованными конструктивно- технологическими элементами (КТЭ) — отверстиями, карманами, плоскостями, стенками и т.д.
В-третьих, современный уровень базы знаний может включать отработанные алгоритмы принятия решения обработки распознанных КТЭ, в том числе выбор инструмента, построение траектории инструмента и назначение режимов обработки.
Групповая технология разрабатывается для определенного рабочего места. Поэтому современный подход к организации группового метода требует сначала построения связанной компоновочной модели станка (рис. 2). Эта модель включает смоделированные в объеме подвижные части и возможные траектории их перемещений, характеристики достигаемых скоростей и усилий, характеристику применяемого устройства ЧПУ.
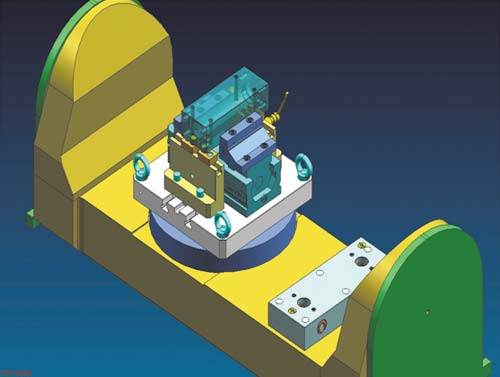
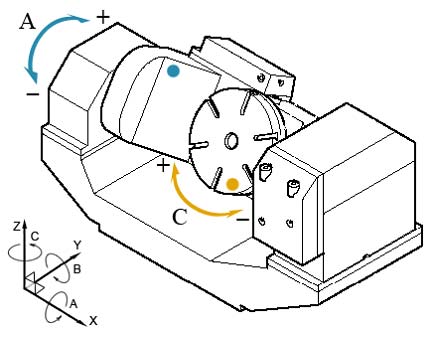
Рис. 3. Система координат (а) и 3D-модель (б) рабочей зоны пятиосевого станка с ЧПУ
Обязательным требованием к пространственной компоновочной модели является указание начальной точки станочной системы координат. Эта точка в дальнейшем применяется для привязки соответствующей координатной системы приспособления. На рис. 3 представлены система координат и модель рабочей зоны пятиосевого станка с ЧПУ.
Расположение поворотной оси «А» относительно шпинделя станка известно. Совмещая нулевые точки наклонного элемента (качалки), круглого стола и приспособления с заготовкой, можно точно рассчитать допустимые параметры (вылет и диаметр) режущего и вспомогательного инструмента для предотвращения соударений.
Следующий рассматриваемый компонент технологической системы — деталь (рис. 4).
В изготовлении детали с заданными точностными характеристиками и с наибольшей эффективностью заключен весь смысл предлагаемого метода. Для начала требуется в автоматическом режиме распознать все конструкторскотехнологические элементы геометрической модели детали. Для этой цели, например, можно использовать CAM-систему FeatureCAM компании Delcam plc. Модель детали, состоящая из распознанных КТЭ, показана на рис. 5.
Таким образом, компонент «деталь» также представляется состоящим из модулей, для каждого из которых уже разработана пара- метрическая модель обработки. Применение таких алгоритмов — ключ к решению задачи об обеспечении наилучшего соотношения «производительность/качество». Еще один компонент технологической системы — «инструмент». В качестве этого компонента следует рассматривать совокупность вспомогательного инструмента (оправки) и режущего инструмента.
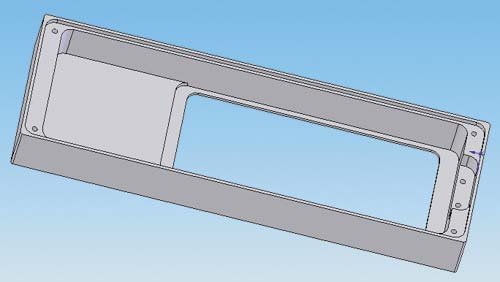
Рис. 4. Модель компонента «деталь»

Рис. 5. Компонент «деталь» в виде совокупности обрабатываемых элементов
Для современных станков с ЧПУ, как правило, применяют качественный инструмент фирм Sandvik Coromant, Seco, Mitsubishi Corbite, Iscar и т.д. Учитывая его высокую стоимость, предприятия стремятся к минимизации типоразмеров используемого инструмента. Количество имеющегося инструмента ограничено, зато известны все его необходимые размерные параметры — от диаметра и длины до углов резания. Это создает благоприятные условия для создания электронных баз данных, содержащих 3D-модели оправок и режущего инструмента (рис. 6). В то же время это сужает спектр выбираемых вариантов обработки для каждого КТЭ. Компонент «инструмент» служит связующим звеном в цепочке между 3D-представлением о станке и о зоне обработки детали. Создается возможность разработки единой модели процесса механической обработки заготовки на станке. Видимое применение этой модели — анализ соударений движущихся частей системы. Но есть и более обширная задача — невидимая часть айсберга — проведение кинематического и динамического мониторинга рабочего места.
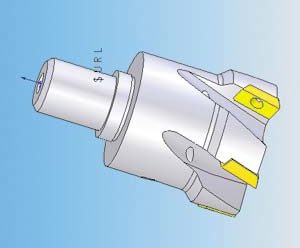
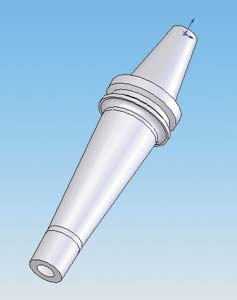
Рис. 6. Представление инструмента в виде совокупности 3D-модулей режущего и вспомогательного инструментов
Последний рассматриваемый компонент ТС — это приспособление. В отличие от стан- ка, приспособление может иметь варианты исполнения. У технолога под рукой должна быть база электронных моделей переналаживаемых групповых приспособлений. Приспособление как компонент ТС осуществляет геометрическую связь между станком и деталью. В то же время 3D-модель приспособления описывает загруженность рабочей зоны и позволяет провести анализ соударений движущихся частей техно- логической системы. Для фрезерных станков приспособления могут быть специальными (в этом случае следует разрабатывать электронную модель сборки приспособления) или состоять из нормализованных элементов (элементов УСП).
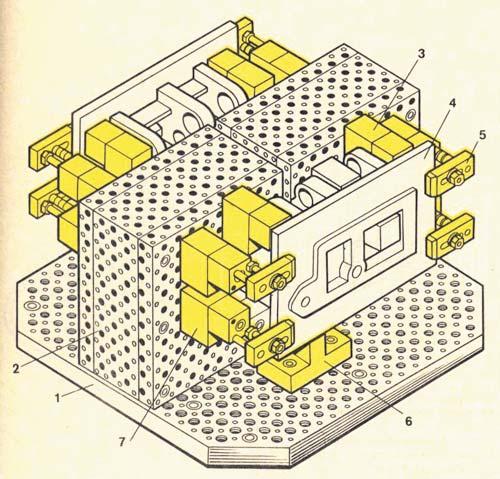
Рис. 7. Объемная модель сборки элементов УСП
Обязательным для модели приспособления является наличие двух точек отсчета. Точка «ноль» приспособления должна обеспечить геометрическую связь с точкой «ноль» станочной системы координат. Другая точка — «ноль» рабочей системы координат — определяет положение заготовки на приспособлении и, как правило, соответствует точке пересечения технологических баз.
Современные станки с ЧПУ во многих случаях имеют возможность автоматического определения «ноля» рабочей системы координат. Эта технология получила название OMV (on-machine verification) и предполагает применение измерительных щупов (типа головок Reinshow) на станке. По сути, метод обеспечения точности на настроенных станках здесь заменяется «методом пробных промеров». Во многих случаях такой подход весьма эффективен, хотя и требует проведения настройки «ноля» рабочей системы координат для каждой детали производственной партии. В таких случаях создавать 3D-модель приспособления всё равно надо, но эти модели должны быть выделены в самостоятельную группу. Смысл применения группового приспособления заключается в минимизации подготовительно-заключительного времени, связанного с настройкой станка.
На первых порах при внедрении группового метода следует ограничить перечень задач обеспечением высокой скорости проектирования групповой наладки, включая возможность подробной визуализации и графического вывода технологической документации.
После успешного выполнения этой задачи можно приступить к разработке модели поведения ТС в условиях наложения возмущающих факторов со стороны окружающей среды (температурный режим, вибрации, износ инструмента, состояние рабочего места и т.д.). Использование инженерного анализа (САЕ-систем), учитывающего нагрузки при обработке, подкрепленное тщательным статистическим обследованием рабочего места, позволяет решать оптимизационные задачи по производительности обработки, ресурсосбережению и обеспечению эффективности применения станков.


