Точное литье на ПАО Магнетон
Технология точного литья по выплавляемым моделям на ПАО НПО Магнетон
Изготовление пресс-формы и восковой модели.
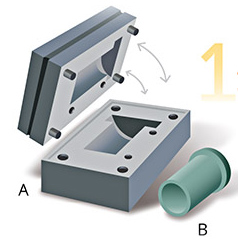
Пресс-форма – сложный и тонкий механизм. От качества ее проектирования, тщательности изготовления и точности подгонки узлов и деталей, зависит не только внешний вид, потребительские и эксплуатационные свойства отлитого изделия, но и рентабельность, эффективность и экономические издержки производства, а также стоимость готового изделия. Первый шаг – заполнение пресс-формы воском. Получаем восковую модель чуть больших размеров, чем конечная деталь.
Изготовление моделей отливок и литниковых систем.

Далее эта модель послужит основой для керамической полой формы. Для получения качественной отливки важное значение имеет выбор места подвода металла и, конструкция литниково — питающей системы, также определение размеров и соотношения площадей сечений ее основных элементов.
Изготовление керамической пресс-формы

Восковую конструкцию опускаем в керамический раствор, шликер. Делается это вручную, чтобы избежать дефектов в отливке. Для прочности шликера керамический слой укрепляем напылением мелкого кварцевого песка. Работы продолжаются, пока керамо-песчаный прочный слой не достигнет заданной толщины (как правило, около 7 мм).
Вытопление воска из формы

Все готово для выплавления воска из пресс-формы. Заготовку помещаем на 10 минут в вытопную ванну, заполненную горячей водой. Растопленный воск вытекает из оболочки. Получаем керамическую форму, повторяющую форму детали. Когда керамо-песчаная форма затвердевает, стартует процесс литья.
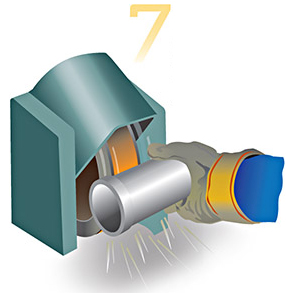
Литейный процесс

Предварительно форму нагреваем 2-3 часа в печи, чтобы она не потрескалась при заливке раскаленных до 1200˚C металлов (сплавов). В полость формы заливаем расплавленный металл, который в дальнейшем оставляем остывать и твердеть при комнатной температуре.
Виброразрушение керамической пресс-формы

После застывания металла заготовку помещаем в специальную вибромашину. От щадящей вибрации керамическая основа растрескивается и осыпается, а металлическое изделие своей формы не меняет.
Финишная обработка
В дальнейшем проводим окончательную обработку металлической заготовки: отпиливаем систему заливки металла, место ее контакта с основной деталью тщательно шлифуем.
Контроль качества готовой продукции

После этого необходимо удостовериться, что размеры изделия соответствуют заданным на чертеже. Для контрольно-измерительных работ используются различные инструменты: от простых шаблонов до сложных электронных и оптических систем. Если выявляется несоответствие параметрам, деталь либо направляют на доработку (исправимый брак), либо на переплавку (неустранимый брак).
Упаковка

Проверенные изделия пакуются и отправляются клиенту наиболее удобным способом.



