Футурология литья
В последние годы большое внимание уделяется будущему литья: его проблемы обсуждаются во многих научных трудах, на специальных симпозиумах; не обошел этой проблемы и Международный конгресс литейщиков, состоявшийся в 1973 г. в Москве. Вопросам футурологии литья посвящены работы членов-корреспондентов АН УССР А. А. Горшкова, Ю. А. Шульте, профессоров В. М. Шестопала, П. П. Берга, Л. М. Мариенбаха, англичанина Дж. А. Ройнольдса и других. И это не просто дань моде прогнозирования.
Идет принципиальный спор: не только о том, каким быть литью в будущем, но и о том, быть ли ему в будущем?
Литье — один из древнейших способов обработки металлов, внесший большой вклад в искусство и технику, по своей природе созидания граничащий с искусством. В вековой конкуренции с другими процессами оно выходило победителем, поэтому, полагают одни, и в будущем-литье выдержит любую конкуренцию. Другие же считают, что возраст и былая популярность не являются защитой от конкуренции. Более того, спад в литейной промышленности, наблюдающийся в некоторых странах, свидетельствует якобы об отживанни литья как способа полуметаллических изделий для быта и машиностроительных заготовок.
Однако, при глубоком научном подходе к рассматриваемой проблеме ученые единодушно приходят к выводу: е будет играть важную роль в жизни и деятельности человека самого отдаленного будущего. Какие существуют доказательства тому? Их много, хотя они и неравновесны. Прежде всего веским доказательством служит такая банальность: металлические сплавы интересуют человека лишь в связи с процессом их расплавления, а там, где есть расплав,— неизбежно литье. Второе: уже однозначно решен вопрос о равноценности литого и кованого металла. Зсе дело в надежности получения отливок нужного качества, к чему уверенно идет литейное производство. Причем вырисовываются преимущества литья: возможность получения заготовок любых размеров, любой конфигурации с максимальным приближением их к конфигурации готовых деталей и практически любой точности; более быстрая утилизация отходов и высокая степень универсальности литейного оборудования; литью поддаются почти все металлические сплавы; современные литейные процессы легко механизируются и автоматизируются; для производства отливок не обязательны полуфабрикаты основных сырьевых источников и т. д. Все они сохранятся до тех пор, пока коренным образом не изменятся структура машиностроения, энергетическая и сырьевая база, пока не будут открыты принципиально новые способы производства деталей, обладающие большими преимуществами перед литьем. Можно с уверенностью заявить, что в ближайшем будущем это не произойдет.
Утверждение о том, что литье останется важной отраслью техники и в далеком будущем, основывается на убедительных данных. Как бы ни менялась структура машиностроения, металлургии, энергетики, промышленности бытовых предметов, они останутся заказчиками сложных литых заготовок на период, поддающийся предвидению. С истощением, например, железных запасов весьма остро встанет вопрос быстрой утилизации отходов железных сплавов, сокращения технологического процесса от их передела до готовой продукции. …А в этом случае литье будет вне конкуренции. Кроме того, сырьем для литья могут быть пластмассы, камень, стекло и многие другие материалы. Возможно, произойдут изменения энергетического баланса, но любой новый источник энергии (энергия отливов и приливов, ветра, солнечной системы и, наконец, расщепляющихся материалов) способен будет, пусть даже после некоторого превращения, расплавить любой тугоплавкий материал. А расплав, как мы говорили, уже сам по себе предполагает литье.
Неизбежное повышение свойств сплавов с одновременным сужением их специализации должно не только расширять количество сплавов, но и уменьшать «дозу» их производства, что легче всего осуществить при литье. Самые современные способы улучшения, облагораживания сплавов всегда будут связаны с расплавлением. Только в этом случае сплав можно максимально очистить, изменить его состав, добиться однородности, заложить основы последующих возможностей изменения свойств и т. п. Улучшение свойств сплавов скорее всего пойдет по пути использования поздних присадок, наибольшая эффективность которых может быть достигнута в литье. Из-за чрезвычайной сложности процессов литья для их изучения и управления позже всего пришла сюда математизация, выявление законов физики литья, автоматизация и кибернетизация. Но результаты еще впереди, и они превзойдут все ожидания. Нет, не изживет себя литье ни в близком, ни в далеком будущем. И многие черты будущего литья рождаются уже сегодня.
Главный способ
За свою длительную историю литейное производство познало многие способы изготовления отливок. Рождались и развивались одни, отмирали другие, вновь возрождались давно забытые. Но вот многие столетия тому назад появилось литье в песчано-глинистые формы и сразу стало главным способом изготовления литых деталей; главным оно остается и поныне.
Есть много разновидностей этого способа, но суть его заключается в том, что с помощью деревянных или металлических моделей и стержневого ящика из песчано-глинистой смеси изготовляют части полости литейной формы, которые располагаются в специальных ящиках — опоках и формируют наружные контуры отливок, и стержни, создающие в отливках отверстия. Собранная из этих частей литейная форма заливается жидким металлом через литник, и после его застывания создается новая отливка.
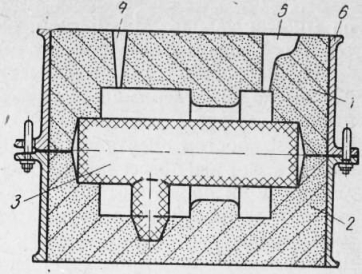
Рис. 1. Собранная под заливку песчано-глинистая форма: 2 — верхняя и нижняя полуформы; 3 — стержень; 4 — выпор; 5 — литник; 6 — опока
Такое литье не только не утратило сочетания искусства и технических приемов, но и обогатилось прочной научной основой. Большой вклад в науку о литье в формы, изготовляемые из увлажненной песчано-глинистой смеси, внесли профессора Н. П. Аксенов и П. Н. Аксенов, П. П. Берг, Б. Б. Гуляев, А. А. Рыжиков, Д. П. Иванов, И. Б. Куманин, Г. Ф. Баландин и другие. Однако способ литья в песчано-глинистые формы имеет недостаток. Он заключается в том, что после каждой заливки форму приходится разрушать, а исходные материалы доставлять за многие сотни и тысячи километров. Румыния, например, привозит некоторые из них с Берега Слоновой Кости и из Австралии.
Приготовление форм (уплотнение смеси) требует расхода большого количества энергии. Литейщики проявили завидную изобретательность при изготовлении таких форм. Только для формовки они использовали прессование, трамбовку, встряхивание, метание, вдувание, накатку, протяжку, взрыв и т. д. Многие из способов уплотнения оказались весьма эффективными и крепко прижились. Большие работы ведутся по автоматизации процесса изготовления таких форм; автоматические линии работают на многих заводах. Например, автомат на купянском литейном заводе крупную форму выдает каждые 15—20 сек.
За последние годы повсеместное применение нашли формы из самотвердеющих смесей (на жидком стекле или иных связующих материалах), исключающих операцию сушки. С ростом энерговооруженности литейных цехов появились формы, прессованные под большим удельным давлением. Они позволяют получать отливки повышенной чистоты и точности. Для точных отливок применяются специальные керамические формы, изготавливаемые по так называемому «шоу-процессу», методом профессора Ф. Д. Оболенцева, и многие другие. Находят применение и графитовые формы, позволяющие получать чистые отливки, с высокими свойствами.
Но по-прежнему при изготовлении форм, особенно для важных деталей крупных современных машин, от литейщиков требуется большое искусство. Жизнь ежедневно ставит перед ними новые задачи, для решения которых необходимы смелость, глубокие знания и высокое мастер-сятво. Так, бумагоделательная автоматизированная машина весит около 4000 т и включает в себя более ста сушильных цилиндров диаметром около 1500 и длиной 7000 мм. Требование высокой жесткости и износостойкости, чистоты рабочих поверхностей цилиндров и отсутствия на них мельчайших дефектов чрезвычайно затрудняет изготовление такой отливки. Поистине нужны и технический риск и большое мастерство, чтобы изготовить цилиндры из высокопрочного чугуна с шаровидным графитом, в формах, составленных из девяти цилиндрических опок; общей высотой с трехэтажный дом!
На Ново-Краматорском заводе из нержавеющей стали отлили сложнейшую, но облегченную отливку — колесо гидротурбины для Индии. Отливка весит примерно 50 т, из обычной стали вес ее достиг бы 100 т. По конструкции отливка настолько сложна, что всю ее выполняли в стержнях.
Для литой станины горизонтально-ковочной машины на том же заводе пришлось готовить литейную форму длиной почти 18 м и высотой около 8 м, а ее заливку производили одновременно из трех крупных ковшей: двух 80-тонных и одного 35-тонного. Чтобы отливка оказалась годной, по мере затвердевания части металла и его усадки через прибыль дважды доливали жидкую сталь: 5,5 т через три часа после заливки и 3,5 т через шесть часов. Станина остывала в форме почти 12 суток. После удаления литников и прибылей вес готовой отливки составил более 120 т.
Постоянный научный поиск и высокое искусство техники литья позволяют литейщикам непрерывно совершенствовать традиционные способы изготовления литейных форм. Автоматизация и химия сделали устойчиво главным на многие десятилетия древний способ — литье в песчаных формах. Автоматы, прессующие песчаные формы под большим давлением, делают их точными и прочными, способными давать отливки необходимого качества. А химия дала литейному производству такие способы отверждения форм и стержней, которые до предела упростили процесс их формирования.
Наряду с этим существуют и рождаются специальные способы литья (в металлических формах, по разрушаемым моделям, под давлением и пр.), которые справедливо называют способами литья будущего.
Коренное усовершенствование
Безусловно, будущее принадлежит специальным способам литья, но и традиционному способу литья в сырые песчано-глинистые формы, выдержавшему конкуренцию других способов на протяжении веков, найдется достойное место в будущем литейного производства. Почему от него часто пытаются отойти в настоящее время? И не являются ли эти попытки признаком того, что этот способ изжил себя или, во всяком случае, он будет непригодным для будущего? На второй вопрос ответ может быть только отрицательным. Да, этот способ будет «вечно молодым», так как он бесконечно обновляется и совершенствуется. Ни в одном способе литейщики не проявили столь высокого искусства поиска, как в способе литья в обычных песчано-глинистых формах. Стало быть, он чем-то привлекателен, незаменим. Незаменим он своей простотой и универсальностью. Но эти преимущества сводятся на нет низкой термостойкостью (огнеупорностью — во вторую очередь) форм и низким качеством отливок (недостаточная точность, наличие засоров и дефектов поверхности).
Однако применение высоких удельных давлений (до 40 кг/см2 и больше) при прессовании литейных форм открыло новые возможности для конкурентоспособности процесса литья в песчано-глинистые формы. Не случайно почти все формовочные автоматы работают на принципе прессования смесей под большим давлением; так, спрессованные формы имеют высокую термостойкость и позволяют получать точные и бездефектные отливки. Особенно перспективно двустороннее прессование форм в сочетании со старым способом — установкой форм в горизонтальную стопку.
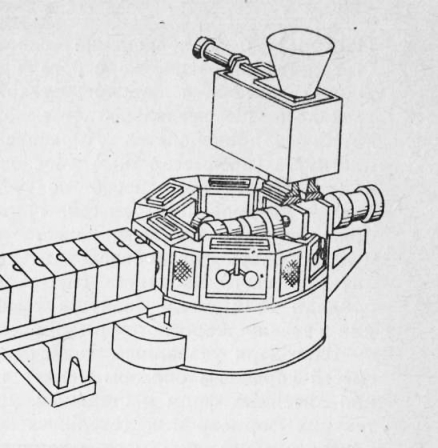
Рис. 2. Схема пооперационного действия стопочного автомата: а — засыпка смеси и начало прессования; б — выемка левой плиты с моделью; в — передвижение стопки
Схема изготовления безопочных форм на автоматизированной машине состоит в следующем. В пространство прямоугольного сечения, ограниченное снизу плитой (рис. 2, а), сверху дном бункера, а с двух сторон модельными плитами, из бункера вдувается формовочная смесь. Нажатием штока поршня происходит боковое прессование формы, после завершения которого левая модельная плита отходит в сторону и поворачивается на 90 (рис. 2, б). Шток с модельной плитой двигается дальше, проталкивая готовую форму к стопке, а затем на один шаг передвигает и всю горизонтальную стопку. После того как очередная форма прислонена к стопке и вместе они передвинуты на один шаг (рис. 2, в), обратным ходом штока из формы извлекается и модельная плита, и дальше обе модельные плиты возвращаются в исходное положение.
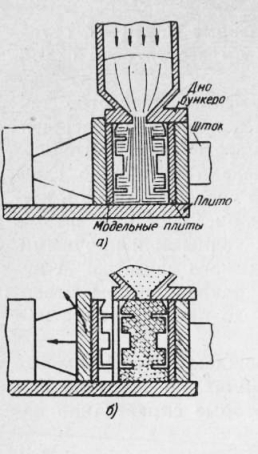
Рис. 3. Схема пооперационного действия стопочного автомата: а — засыпка смеси и начало прессования; б — выемка левой плиты с моделью; в — передвижение стопки
Схема изготовления безопочных форм на автоматизированной машине состоит в следующем. В пространство прямоугольного сечения, ограниченное снизу плитой (рис. 3, а), сверху дном бункера, а с двух сторон модельными плитами, из бункера вдувается формовочная смесь. Нажатием штока поршня происходит боковое прессование формы, после завершения которого левая модельная плита отходит в сторону и поворачивается на 90 (рис. 3, б). Шток с модельной плитой двигается дальше, проталкивая готовую форму к стопке, а затем на один шаг передвигает и всю горизонтальную стопку. После того как очередная форма прислонена к стопке и вместе они передвинуты на один шаг (рис. 3, в), обратным ходом штока из формы извлекается и модельная плита, и дальше обе модельные плиты возвращаются в исходное положение.
Рис. 4. Схема устройства стопочного многопозиционного автомата
Следовательно, подобные автоматы изготовляют своеобразную непрерывную горизонтальную стопку из полуформ с двусторонним отпечатком. В Советском Союзе разработаны и изготовлены самые высокопроизводительные многопозиционные автоматы и автоматические линии. Одна из них, автоматическая линия безопочной формовки со сборкой форм в горизонтальную непрерывную стопку, созданная Харьковским филиалом ВНИИЛИТМАШ, приведена на рис. 4. Она предназначена для изготовления мелких и средних отливок весом до 25 кг из черных и цветных сплавов в условиях крупносерийного и массового производства. Пескодувно-прессовый способ формообразования в сочетании с многопозиционным формовочным блоком карусельного типа позволяет изготовлять до 480 форм в час.
По своим технологическим показателям и конструктивным решениям новая автоматическая линия превосходит лучшие зарубежные образцы и, в частности, линии фирмы «ДИЗА».
Литейщики давно считали, что идеальными были бы формовочные смеси, обладающие большой подвижностью (текучие) и одновременно способностью упрочняться (твердеть) в течение короткого времени без подогрева, длительное время получить такой «жидкий» песок не удавалось. Но несколько лет назад сотрудники кафедры литейного производства Харьковского политехнического института (профессор Б. А. Носков, доцент И. В. Рыжков и другие) открыли способ получения жидкотекучих, на-ливных формовочных смесей. Изготовляли их на основе песка, жидкого стекла в качестве связующего материала и пенообразующих добавок. Литейщики Челябинского политехнического института (профессор П. В. Черногоров) придали этой смеси свойства самопроизвольного тверде-ния в течение короткого времени.
Благодаря указанным свойствам новых формовочных смесей коренным образом меняется технология изготовления литейных форм и стержней. Для изготовления их из текучих формовочных (стержневых) смесей не требуется никакого дополнительного механического уплотнения. «Текучий» песок заполняет опоку или стержневой ящик со всеми их выступами и впадинами, давая точный отпечаток модели.
Текучие смеси не требуют применения формовочных § машин для их уплотнения, в значительно меньшей степени загрязняют атмосферу пылью. Они применяются на сотнях заводов Советского Союза, а лицензия на способ их изготовления куплена рядом зарубежных стран. За открытие и внедрение нового способа изготовления форм группе ученых и инженеров (профессору А. М. Ляссу, доктору технических наук П. А. Борсуку, доценту И. В. Рыжкову и другим) в 1967 г. была присуждена Ленинская премия.
Русские способы литья
Стремясь получить более качественные и точные отливки, современные литейщики широко используют металлические формы. Сейчас существует очень много способов литья в металлические формы. Один из них — литье в стационарные металлические формы с использованием сил гравитационного поля земного притяжения — получил название кокильного литья. В простейшем виде этот способ литейщики Востока и Северного Причерноморья использовали задолго до нашей эры. Позже о кокилях Скифии забыли. Кокильное литье «открыли» вновь в России в XVI—XVII вв., оно стало известно как русский способ изготовления чугунных пушечных ядер. И снова забыли. Лишь в 30-х и 40-х годах нашего столетия кокильное литье возродилось вновь как один из прогрессивных способов изготовления отливок; возродилось на совершенно новых, научных основах.
Какие же преимущества имеет кокильное литье? Прежде всего кокили можно использовать многократно и тем самым избежать такой трудоемкой операции, как формовка. Литье в кокиль имеет и ряд других преимуществ: сокращается расход металла, отливки получаются более точными, металлу отливок можно придать особо высокие свойства, облегчаются условия для механизации и автоматизации процесса. Эти достоинства кокилей обеспечат им прочное место в литейных цехах завтрашнего дня.
В кокилях можно отливать детали любых размеров практически из всех известных литейных сплавов. Сейчас в кокилях отливают и тонкостенные сковородки, и многотонные прокатные валки. Во время Великой Отечественной войны отливали чугунные мины и башню танка Т-34. Кокиль башни представлял собой громоздкое и трудоемкое сооружение. Но так как он использовался многократно, исключая потребность в трудоемкой песчаной форме, то уже на 10—15-й заливках расходы на его изготовление полностью окупались.
Недавно на Лутугинском заводе освоено литье прокатных валков весом 50 т. Схема литейной формы для них приведена на рис. 56. а. Она комбинированная: верхние и нижние ее части (для выполнения шеек) — песчано-глинистые, а средняя — металлическая (кокиль). Общая высота формы более 12 м. Благодаря ускоренному охлаждению наружных слоев бочки валка, соприкасающихся .с кокилем, чугун получается в них твердым, износостойким, белым в изломе. Сердцевина же заготовки валка и его шейки охлаждается медленно, излом чугуна в них серый. Валки из такого чугуна лучше сопротивляются нагрузкам, заготовки из него легче обрабатываются на металлорежущих станках.
Литейщикам всегда весьма трудно получить одну отливку из двух металлов, в чем часто бывает большая потребность. В этом случае одну и ту же форму заливают разными металлами. Так отливают двухслойные валки.
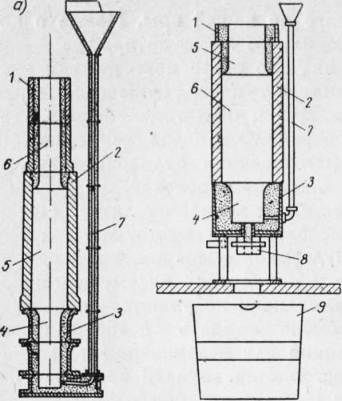
Рис. 5. Формы для литья крупных однослойных (а) и двуслойных (б) прокатных валков: 1 — прибыльная часть; 2 — кокиль; 3 — часть формы шейки; 4 — нижняя шейка; 5 — рабочая часть валка; 6 — верхняя шейка; 7— литниковая система; 8 — шибер; 9 — ковш
Для этого делается особая форма: в нижней ее части имеется отверстие — шибер. В форму сначала заливают металл для твердой и износостойкой бочки. Когда на кокиле наморозится достаточной толщины металл, открывают шибер и незастывший металл выпускают в ковш. А форму заливают новым сплавом, который хорошо сплавлжтся с застывшей коркой бочки.
В нашей стране создано много разновидностей процессов кокильного литья. Коренное усовершенствование кокильного литья, его теоретические основы принадлежат профессорам Ю. А. Нехендзи, Н. П. Дубинину, А. Е. Кривошееву и другим специалистам. Большой вклад в его теорию и технологию внес член-корреспондент АН БССР А. И. Вейник. Им предложены кокили принципиально новой -конструкции. По кокильному литью наша страна занимает одно из первых мест в мире, являясь как бы законодателем в этой области. Многие наши статьи и книги по кокильному литью переведены на иностранные языки.
Современное кокильное литье по праву можно назвать русским способом изготовления отливок.
Непрерывное литье — открытие особой важности, оно представляет собой одну из разновидностей литья в металлические формы, предложенную и развитую русскими литейщиками. Еще в 1905 г. в Германии на него был выдан патент уральскому рабочему Василию Иванову. Но прошло много лет, пока непрерывное литье нашло практическое применение на производстве. Оно основано на весьма простом принципе. Известно, что в поле земного притяжения отливка затвердевает снизу, в то время как вверху формы металл остается еще жидким. Если стенки формы оставить неподвижными, а ее дно постепенно отодвигать вниз, непрерывно доливая сверху жидкий металл, то отливке конца не будет. Литейщики бились над осуществлением этой, казалось, простой и заманчивой идеи. Многое успели они сделать, но многое оставалось нерешенным или трудноосуществимым.
И вот советские изобретатели братья Мясоедовы придумали небольшую «хитрость». Чтобы оторвать слиток от стенок формы, они предложили не тянуть его вниз, а, наоборот, толкать вверх, а когда он сдвинется с места, отстанет от формы — тянуть обычным путем книзу. «Хитрость» завершилась полным успехом: была получена непрерывная отливка. ч3а усовершенствование и внедрение в промышленность непрерывного литья братьям Мясоедо-вым была присуждена Государственная премия. Этим способом можно получать цилиндрические полые отливки (трубы) и слитки. Непрерывное литье очень широко распространено в металлургии под названием «непрерывная разливка» (стали и сплавов цветных металлов).
Полученный слиток разрезают на заготовки нужного размера. В них нет ни «головы», ни «хвоста», весь металл используется для прокатки.
В нашей стране построено много мощных установок для непрерывного литья. Модель одной из них демонстрировалась на Всемирной выставке в Брюсселе, заслужив Золотую медаль. Лицензии СССР на такие установки были куплены многими странами мира. Следовательно, процесс непрерывного литья не только был открыт и усовершенствован в нашей стране, но и дал начало зарождению его во всем мире.
Назовем еще один способ литья в металлические формы — литье выжиманием (или жидкая штамповка), которое на Западе так и называют русским способом литья, ибо он зародился в нашей стране.
Существуют два вида литья выжиманием. Оба они применяются для получения тонкостенных отливок развитой поверхности. Особенно большое распространение эти способы получили в промышленности, занятой изготовлением бытовых изделий (тазы, чаши и т. п.), и в авиационной промышленности для изготовления тонких панелей из алюминиевых сплавов и пр. Один из способов можно назвать жидкой штамповкой: половинки форм для него даже название носят матрица и пуансон. Осуществляется он таким образом. На станине в подставке устанавливается неподвижная часть формы — матрица; она обычно выполняет наружные контуры отливки. Другая часть формы — пуансон — передвигается вертикально. В начале литья пуансон поднимается вверх, и в матрицу заливается точно отмеренная порция металла. Затем пуансон опускается, и металл под давлением пуансона растекается по всей полости, в которой формуется отливка, а излишек металла удаляется.
Для литья больших тонких панелей используют иной принцип. Выжимание металла по этому способу осуществляется либо за счет сближения половинок формы передвижением, либо вращением вокруг оси, наподобие того, как закрывается книга.
Если раньше этим способом изготовляли отливки лишь из алюминиевых сплавов, то в будущем он найдет применение и для литья стали и чугуна. Успешные поиски в этом направлении уже начаты. Большой вклад в развитие этого метода внесли заслуженные деятели науки профессора П. Н. Бидуля и Н. Ю. Касумзаде.
Весьма интересный способ литья в металлических формах был предложен Б. М. Ксенофонтовым. Он основан на принципе всасывания жидкого металла в форму, в которой создается небольшой вакуум. Так отливают втулки и другие цилиндрические детали.
Нет никакого сомнения в том, что многим видам литья в металлические формы принадлежит будущее. Залогом этого служит их высокая производительность, улучшение условий труда, повышение качества отливок и упрощение управления процессом их формирования.
Литье по разрушаемым моделям
Литейщики всегда стремились изготовлять как можно более точные отливки. Особенно острая необходимость в повышении точности возникла с развитием машиностроения. Большинство отливок — это заготовки для деталей машин и изделий. Чем меньше отливка по своей конфигурации и размерам отличается от готовой детали, тем меньше затрат идет на ее механическую обработку. При этом экономится металл и улучшаются условия для автоматизации процессов механической обработки.
Наиболее точными отливки получаются при литье по выплавляемым моделям. Такие модели, изготовленные по специальной пресс-форме из сплава парафина и стеарина или из других легкоплавких материалов, своими приливами — литниковыми каналами — припаиваются к стояку, образуя так называемую «елочку». Затем «елочку» несколько раз окунают в суспензию из огнеупорных материалов, каждый слой обсыпают кварцевой мукой и подсушивают. Таким образом, на поверхности «елочки» возникает многослойная огнеупорная оболочка. Модельную массу из оболочки выплавляют, а оболочку прокаливают, после чего в нее заливают жидкий металл.
Чтобы представить себе возможности этого процесса, достаточно сказать, что этим способом удалось отлить цветок розы с лепестками почти натуральной толщины.
Развитие техники требует все больше и больше точных заготовок с минимальной механической обработкой (шлифование, полировка и т. п.). Поэтому способ литья по выплавляемым моделям, зародившийся в глубокой древности, будет широко применяться и в будущем.
Разновидностью литья по разрушаемым моделям является способ изготовления отливок, при котором модели не выплавляются, а выжигаются.
Мы уже рассказывали, как русские литейщики в шутку давно открыли этот способ: заформовали рака, выжгли его, а в образовавшуюся полость залили жидкий металл и получили художественную отливку. Современные литейщики принялись за новый способ уже серьезно: они выжигают не раков, а модели из полистирола и подобных материалов. Такие модели получают путем вспенивания в пресс-форме гранул полистирола. Если продолжительность изготовления деревянной модели исчисляется днями, то из пенопласта — всего лишь часами. Процесс получения отливки по полистироловым выжигаемым моделям ясен из схемы, приведенной на рис. 6, а.
В качестве формовочного материала применяется чистый песок, без связующих. Очевидно, операция формовки в этом случае условна, она заменяется засыпкой песка в пространство между моделью и опокой (рис. 6, б). Материал модели выполняет роль связующего. Во время заливки металла в форму полистирол возгоняется и проникает в поры между песчинками, где и конденсируется, скрепляя их.
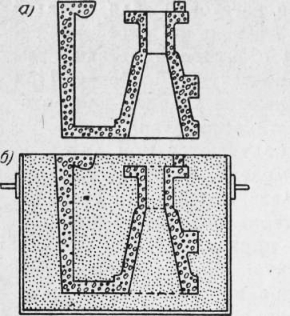
Рис. 6. Схема литья по выжигаемым моделям: а — модель из полистирола; б — готовая форма
Как ни заманчива газификация модели заливаемым ме-~ таллом, но она имеет Недостатки. Не всегда удается согласовать скорость заливки со скоростью газификации модели, поэтому в отливке могут появиться дефекты; при газификации заливкой материал безвозвратно пропадает.
Этих недостатков лишен процесс, в котором модель растворяется либо возгоняется. Растворение либо возгонка модели не только экономят полистирол, но и позволяют получать керамические прокаленные формы для точного литья.
Литье по полистироловым моделям позволяет упростить изготовление модели и формы; сократить расход металла и повысить точность отливки, так как модель не имеет литейных уклонов и нет разъема формы; сократить расход стержней и металла на прибыли.
Выжигаемые (растворяемые) модели в сочетании с текучими смесями открывают большие перспективы в литье сложных и крупных деталей и в будущем найдут широкое применение.
Об оболочке литейной формы
Давно известно, что в формировании отливки главная роль принадлежит корке формы, ее оболочке, подвергающейся всем видам воздействия жидкого и затвердевшего металла. Остальная часть формы часто служит лишь каркасом для оболочки, защищенным от многих видов такого воздействия и выполняющим второстепенную, подчиненную роль в процессе литья.
Было предложено и использовано на практике много способов литья, при которых вместо толстостенных и массивных форм используются лишь тонкие оболочки. Наиболее ярким примером таких способов является литье по выплавляемым моделям и литье в оболочковые (корковые) формы.
При оболочковом литье резко сокращается расход формовочных материалов, что дает возможность применять высококачественные пески и связующие материалы, например, необратимо затвердевающие при нагреве термореактивные смолы. Поэтому в оболочковых формах отливки получаются более чистыми, чем в обычных песчаных формах. Однако оболочковые формы имеют существенные недостатки: они деформируются под воздействием жидкого металла и в отливках не достигается нужная точность.
Представим себе теперь металлическую форму, рабочая поверхность которой покрыта песчаной оболочкой, восстанавливаемой после каждой заливки. Такая оболочка уже не деформируется при заливке, ибо она находится в жестком металлическом каркасе. Отливки таких форм обладают достаточной точностью и чистой поверхностью.
В широком масштабе этот процесс стали применять недавно, но упрощенные его варианты известны издавна. Впервые теоретическое обоснование этому процессу дал профессор Б. В. Рабинович, и сейчас приоритет на разновидности этого способа закреплен за многими авторами.
Простейший способ улучшения корочки формы заключается в нанесении на модель при обычной формовке смесей лучшего качества. Образовавшийся улучшенный слой формы (ее облицовка) в последующем и выполняет главную роль в формировании отливки (рис. 7, а). Оболочками без каркасов являются формы, полученные по выплавляемым моделям (рис. 7, б), а также из термореактивных смесей (рис. 7, в). На Востоке (Вьетнам,
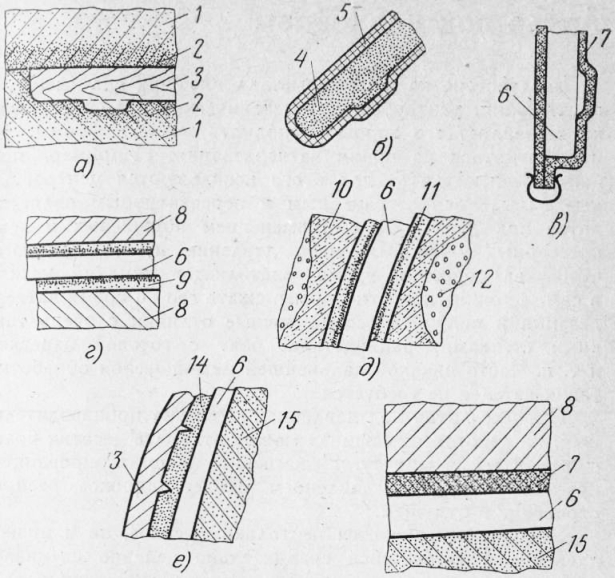
Рис. 7. Схемы устройства корок: 1 — песчано-глинистая форма; 2 — песчано-глинистая облицовка формы; 3 — модель; 4 — выплавляемая модель; 5 — керамическая корка; 6 — полость формы; 7 — корковая форма из термореактивных смесей; 8 — кокиль; 9 — керамическая полупостоянная обмазка; 10 — полупостоянная форма; 11 — полу постоянная керамическая обмазка; 12 — наполнитель формы; 13 — стальной кожух; 14 — песчано-глинистая обмазка: 15 — пёсчано-глинистый стержень
Китай, Камбоджа и др.) издавна применяют формы с полупостоянными оболочками, наносимыми как на кокиль (рис. 7, г), так и на полупостоянные, песчано-глинистые смеси (рис. 7, д).
На многих наших заводах также давно применялись формы с тонкой песчано-глинистой оболочкой, наносимой шаблоном на тонкий стальной кожух (рис. 7, е). Современные формы с оболочкой представляют собой кокили, облицованные тонким слоем термореактивной смеси (рис. 7, ж). Сущность облицовки состоит в следующем. Нагретый кокиль, имеющий рабочее гнездо на несколько миллиметров полнее, чем это диктуется моделью отливки, устанавливают на подмодельную плиту с моделью. В зазор, образованный рабочим гнездом кокиля и моделью, вдувают песчаную смесь. Обычно вдувание производят через отверстия в кокиле. Песчаная смесь быстро затвердевает в зазоре за счет тепла нагретых модели и кокиля. Затвердевшая смесь плотно соединяется с шероховатой поверхностью кокиля и образует на нем нужную оболочку. Напрашивается вопрос: должны ли оболочковые формы существовать в будущем?
Одна из главных задач литейщиков настоящего и будущего — уменьшение расхода материала на форму. Формы- с оболочками специальных свойств позволяют решить эту задачу. Можно без преувеличения сказать, что литье в облицованные кокили, представляющие собой комбинацию коркового литья и литья в кокиль, найдет в будущем самое широкое распространение. Такие формы обладают большой жесткостью, позволяют получить крупные отливки чистыми и точными, защищенный оболочкой кокиль служит весьма долго. В таких формах, по данным специалистов, расход формовочных материалов снижается в 3—4 раза по сравнению с оболочковыми формами и легко регулируется скорость охлаждения всех узлов отливки. Они уже нашли применение для литья чугунных коленчатых валов крупных двигателей и других деталей ответственного назначения.
Литье под давлением
Воздействие на жидкий металл внешних сил (земного притяжения, центробежных, механических и др.) не только заставляет его хорошо заполнять полость формы, но и уплотняться во время затвердевания. Например, при центробежном литье для этого используются центробежные силы. Распространенным и перспективным является литье под давлением с применением поршневых и компрессорных машин. Большое давление нужно для того, чтобы за короткое время «затолкать» жидкий металл в самые тонкие полости формы, сжать его во время затвердевания и получить весьма точные отливки с очень тонкими стенками: радиодетали, болт с готовой нарезкой и т. п. Часто никакой дальнейшей механической обработки таких деталей не требуется.
Процесс литья под давлением — весьма производительный: на некоторых машинах можно отливать десятки больших деталей в минуту. Несомненно, автоматизированный процесс литья под давлением найдет широкое распространение в будущем.
В литье используется не только высокое, но и низкое давление. Появившийся сравнительно недавно специальный способ литья под низким давлением состоит в следующем. Металлическая пресс-форма или песчано-глинистая форма совместно со стержнем образуют необходимую литейную полость, соответствующую конфигурации будущей отливки. Пресс-форма своей нижней частью устанавливается на плиту, в которой есть отверстие для подачи воздуха в печь. Плита служит крышкой печи, в которой находится расплавленный металл. В нее вмонтирована подставка с каналом для подачи металла в форму через питатели. Плотно закрытая печь и полость литейной формы в рабочем состоянии представляют собой два сообщающихся сосуда. Поэтому если по трубопроводу под некоторым давлением подать воздух в пространство печи или тигля, то металл поднимется через канал и заполнит форму. Спокойная заливка формы осуществится не сверху, не под собственным весом металла, как это бывает при обычном способе литья, а снизу — через дно формы.
Такой необычный способ заливки и является одной из характерных особенностей способа литья под низким давлением. Этот процесс является чрезвычайно маневренным. Он позволяет экономить металл, получать отливки бездефектными, обходиться без прибылей на них и т. д.; он может сочетаться со многими способами литья, например, с кокильным литьем, с литьем в корковые формы, в облицованные кокили и т. п.

Рис. 8. Схема литья под низким давлением: 1 — плавильная печь; 2 — стержень; 3 — воздухопровод; 4 — пресс-форма; 5 — кольцевой питатель; 6 — опорная плита; 7— литник
Уже сейчас имеется большое количество предложений о развитии и совершенствовании этого способа литья. Так, профессором Ксенофонтовым предложен способ литья намораживанием, или вакуумным всасыванием, при котором вместо воздушного давления на металл делается разряжение (вакуум) в литейной форме. Чрезвычайно перспективно сочетание литья под низким давлением с электромагнитным перемещением металла. По-видимому, в будущем для этого процесса широкое применение найдут металлические формы высокой термической выносливости (покрытые плазменным напылением, высокотемпературными материалами, облицованные тугоплавкими соединениями и т. п.). Литье под низким давлением — несомненно, процесс литья будущего. Современным и будущим литейщикам представится большая возможность проявить свое искусство в его усовершенствовании и развитии. Интересные работы в этой области ведутся в Институте проблем литья под руководством Г. П. Борисова.
Литейные сплавы
Когда-то в древности литейщики знали единственный сплав — бронзу, и применяли1 его для всех отливок: для мечей и мотыг, для посуды и украшений. Правда, украшения и статуэтки отливались также из серебра и золота, но они не везде и не всем были доступны. Позже, примерно с VII—V вв. до н. э., открыли более будничный, но замечательный сплав — чугун. Литая сталь в больших масштабах появилась лишь во второй половине XIX столетия. Что касается сплавов на основе алюминия и магния, то их рождение приходится на начало XX в.
Двадцатый век — период самого бурного умножения литейных сплавов: возникло огромное количество специальных (легированных) сталей и чугунов, разнообразились сплавы других металлов.
В настоящее время известны литые сплавы на основе алюминия, железа, золота, кобальта, магния, меди, никеля, олова, платины, серебра, свинца, титана, урана, цинка и циркония. Вряд ли в будущем многое изменится; лишь немногие из этих сплавов потеряют свое значение, новые же будут возникать в исключительных случаях. Но дальнейшее развитие науки и техники потребует сплавов с особыми, часто комплексными свойствами, удовлетворяющими требованиям работы в услозиях агрессивных сред, высоких и криогенных температур, повышенных и повторяющихся нагрузок и т. п. Поэтому отливки будущего — это отливки из сплавов высоких и специальных свойств. Следовательно, процессы легирования, модифицирования, термомеханической и импульсной обработки отливок найдут повсеместное применение в будущем.
Уже теперь большой успех достигнут в улучшении свойств традиционных сплавов за счет их очистки, специальной обаботки и «облагораживания»—легирования, модифицирования и микролегирования. В этом огромный вклад советских ученых — профессора Н. Г. Гиршовича, члена-корреспондента АН УССР Ю. А. Шульте, профессоров К. И. Ващенко, Д. П. Иванова, Д. Н. Худокор-мова, Л. И. Леви, И. Б. Куманина, академика АН Грузинской ССР Ф. Н. Тавадзе, профессоров Ю. Г. Бобро, Н. Ю. Касум-заде и многих других ученых и научных коллективов (ЦНИИТМАШа, Института проблем литья, вузовских и заводских работников).
Чего только литейщики не используют для улучшения литейных сплавов! Выявлены огромные эффекты от обработки жидкого металла специальными шлаками или гранулами активных веществ, продувкой газами и пр. Сейчас трудно найти какой-нибудь элемент, который не нашел бы использования для улучшения тех или иных свойств литейных сплавов вплоть до таких экзотических, как цезий, иттрий и им подобные.
Конечно, на первых порах они не все находили общее признание, их внедрение часто затягивалось на многие годы, но жизнь требовала свое, и препятствия преодолевались. Быть может, не так быстро, как бы нам хотелось. Так было с применением церия и олова для улучшения свойств обычного серого чугуна. На примере чугуна можно видеть, какие новые свойства открываются в сплавах буквально с каждым годом.
Почти 2500 лет прошло с тех пор, как люди научились выплавлять чугун. Серый чугун и поныне является основным литейным материалом в машиностроении. Чем же прельщает он машиностроителей, почему и сейчас он успешно конкурирует со многими литейными сплавами? Основные причины — в его свойствах, в дешевизне и доступности: его просто выплавить, он хорошо льется, хорошо работает при трении, повторно-переменных нагру-жениях и т. п.
Положительные качества чугуна настолько убедительны и постоянны, что как от конструкционного материала от него не только не отказываются, но и все больше и больше обращаются к нему. У серых чугунов есть и огромный недостаток: они хрупки, непластичны. И виной этому пластинки графита: чем их болыйе и чем они крупнее и разветвленней, тем качество чугуна ниже. В шутку говорят: «Чугун — это испорченная графитными пластинками сталь». Удалить графитные включения невозможно: чугун перестает быть чугуном.
Радикальной мерой для изменения свойств чугуна должно было послужить округление графитных включений. Однако многие попытки осуществления этого решения были безуспешными.
Успех пришел к литейщикам в 1948 г. Совершена была целая революция в производстве чугунных отливок, принесшая неожиданные даже для самых смелых мечтателей результаты. Литейщикам удалось простыми, доступными в любом литейном цехе средствами превратить пластинчатый графит в строго шаровидные зерна. Достаточно в обычный жидкий чугун добавить малую дозу магния или его сплавов и получается чугун с шаровидным графитом, или высокопрочный чугун, обладающий как хорошими свойствами серого чугуна, так и свойствами стали: высокой прочностью, пластичностью, вязкостью. Пр.очность этого чугуна превышает прочность некоторых сортов литой стали. Такой сплав даже по цвету стал похожим на сталь; отливки его приобрели «стальной звон», могут разрезаться кислородной резкой и т. п. Группе советских ученых и литейщиков — академику АН УССР А. А. Василенко, кандидату технических наук И. С. Григорьеву, доктору технических наук Б. С. Бильману и другим, открывшим способ получения такого чугуна, была присуждена Государственная премия СССР.
Поиски новых способов округления графита, дальнейшего повышения свойств самого чугуна не прекращаются. Исследованиями члена-корреспондента АН УССР А. А. Горшкова, докторов технических наук А. П. Любченка, М. В. Волощенка, Н. Г. Гиршовича и других специалистов получены чугуны с чрезвычайно высокой прочностью.
Чугун — не только один из древнейших, дешевый и технологичный материал. Он стал современным сплавом, ему обеспечено важное место и в будущем.
Запасы черных металлов ограничены. Конечно, в будущем будет расширен диапазон горных пород, из которых можно будет извлекать металлы. Произойдет переориентировка на другие сплавы. В связи с этим большое будущее принадлежит алюминию, которого в земной коре больше 7%, и магнию. В земной коре магния меньше 5%, но. зато в каждом кубическом метре Мирового океана содержится 1 кг чистого магния, а в Сивашском море чуть ли не 10 кг чистого магния в 1 м3 воды. Запасы магния поистине неисчерпаемы! Неисчерпаем и другой литейный материал — камень. Представляется, что они и станут одними из основных литейных сплавов будущего.
По мере развития техники потребуется большое разнообразие сплавов специфических свойств, что вызовет увеличение среди них доли литейных сплавов. Широкое распространение получат сплавы на основе алюминия (например, силумины), а алюминий, магний и многие нетрадиционные металлы (редкоземельные и др.) люди станут повсеместно и с различными намерениями применять в сплавах на основе других металлов.
Плавка металла
Непрерывно развиваются способы плавки и транспортировки жидких металлов, создаются плавильные агрегаты, работающие на новых принципах. Однако простота устройства и экономичность самой популярной плавильной печи в литейном производстве — вагранки — обеспечат ей длительное существование. Быть может, только недостаток кокса послужит препятствием ее широкому использованию, но применение газа взамен кокса значительно снизит «опасность» вырождения вагранок.
Повышение свойств применяемых сплавов и производство новых требуют более совершенных методов плавки, обеспечивающих высокую чистоту и нужную температуру перегрева металла. Такую задачу современное литейное производство решает за счет применения электрических, прежде всего индукционных, плавильных печей. Однако во многих случаях для этого требуются принципиально новые способы плавки металлов.
Одним из таких способов плавки является электроннолучевая. В электронной печи используется тепловая энергия, которая выделяется при резком торможении электронов, двигающихся с большой скоростью и направленных на металл. В процессе электронной бомбардировки используется явление термеэлектронной эмиссии, состоящее в испускании электронов нагретой поверхностью металла. При нагреве электроны уходят из орбит своих атомов и их можно направить по желаемому пути, воздействуя внешним электрическим или магнитным полем. Такая возможность и используется при электронной плавке.
Процесс электронно-лучевой плавки состоит в том, что поток электронов направляется на расплавляемый металл и, ударяясь о него, выделяет большое количество тепла, за счет которого идет расплавление. Источником свободных электронов служит нагретая в глубоком вакууме до высокой температуры металлическая пластина или проволока.
Для того чтобы весь поток электронов сосредоточить в узкий пучок, направленный на металл, пользуются фокусирующими и отклоняющими устройствами, основанными на взаимодействии летящих с большой скоростью электронов с электрическим или магнитным полем. Основной частью плавильной печи является электронная пу1пка.
Она представляет собой вакуумный прибор, состоящий из камеры, в которой находятся два основных электрода — катод и анод. Катод выполняется из тугоплавкого металла, например, вольфрама, и нагревается до высокой температуры. Анодом может служить сам металл. Чаще анод выполняется в виде диафрагмы с отверстием. Между катодом и анодом подводится высокое разгоняющее электроны напряжение.
Для собирания электронов, вытесняющихся с поверхности катода, в узкий пучок, который должен пройти через отверстие анода, служит управляющий электрод. Ниже анода, в вакуумной камере или за ее пределами, располагаются фокусирующая и отклоняющая системы. Первая служит для собирания электронов, прошедших через анод, в узкий пучок, а вторая — для направления пучка по поверхности нагреваемого металла, помещенного в кристаллизаторе.
Электронный нагрев имеет ряд преимуществ и открывает новые возможности для литья тугоплавких и реактивных металлов. Плавку можно вести в глубоком вакууме, позволяющем осуществить полное удаление газов и примесей из металла; расплавленный металл легко поддерживать в жидком состоянии любое время, необходимое для полного завершения физико-химических процессов; шихта используется в любом виде. Нагрев металла можно производить до более высокой, чем в других плавильных печах, температуры и поддерживать ее во время слива. Электронной пушкой можно подогревать металл,, вылитый в форму, что предотвращает образование усадочных раковин и сокращает прибыльную часть отливки. Электронной плавке принадлежит большое будущее.
Вторым способом плавки металлов в будущем является плазменная плавка. Плазма является четвертым состоянием вещества и представляет собой ионизированный газ. Процесс ионизации происходит под воздействием высоких температур. При обратном процессе ионизации, которая происходит мгновенно, идет выделение большого количества тепла. Именно это явление и лежит в основе использования плазмы для плавки. Факел плазмы возникает при сильной ионизации газа в малом объеме. Ионизация достигается либо с помощью электрической дуги, либо под воздействием токов высокой частоты.
Принцип действия плазменной печи состоит в следующем. Между вольфрамовым несгораемым электродом, находящимся в своде печи, и водоохлаждаемым электродом, помещенным в поде печи, зажигается дуга постоянного тока. В медное сопло, в котором находится вольфрамовый электрод, подается аргон. Под действием дуги последний ионизируется, и факел образовавшейся плазмы передает свое тепло металлу. Расплавление и перегрев металла происходят благодаря комбинированному действию электрической дуги и скрытой теплоты, содержащейся в плазме.
Нашли применение также плазменные высокочастотные печи. В современных плазменных высокочастотных электропечах может быть использована любая плазменная среда — аргон, гелий, азот, кислород, водород, а также сжатый воздух. Поэтому в ней можно осуществлять любые металлургические процессы. Установка питается от промышленной сети постоянного или переменного тока. Используются такие печи для плавки стали и тугоплавких металлов — хрома, ниобия, молибдена, вольфрама.
Мы здесь назвали лишь некоторые из способов плавки металла в будущем. Но мы знаем, что в технике многие десятилетия и столетия наряду с современными способами существуют и старые, для замены которых, кажется, давно созрели условия. Это происходит потому, что и в новых условиях старые процессы часто длительное время остаются конкурентоспособными для многих случаев. Есть основание предполагать, что такие плавильные печи, как электродуговые и индукционные, а иногда и вагранки, не исчезнут в будущем. По крайней мере в ближайшем будущем.


