Авторы: Михайлов И.Ф., Жабрев В.А.
Разработаны пластичные безусадочные композиционные материалы, которые в процессе эксплуатации при высоких температурах приобретают требуемые свойства: огнеупорность, прочность, пористость. Материал содержит в своем составе оксиды MgO, Al2O3, в качестве наполнителя, которые в результате высокотемпературной эксплуатации образуют Al-Mg шпинель, которая обеспечивает огнеупорные свойства, каучук, играющий не только роль связки при прессовании, но также эффективно обеспечивающий герметизацию швов сочленений футеровки сталеплавильного оборудования в интервале температур от комнатной до 500-600оС. Для сохранения герметичности, а также обеспечения требуемой прочности и пористости материала при температурах выше 600оС он содержит легкоплавкую неорганическую композицию в системе Na2O-CaO-SiO2, модифицированную оксидами TiO2, Fe2O3, ускоряющую шпинелеобразование в системе MgO- Al2O3.
Введение
В настоящее время на многих металлургических предприятиях для уплотнения и герметизации швов в местах сочленения металлоразливочного оборудования применяют мертелевые массы, глиношамотные растворы и волокнистые материалы. Однако, эти материалы не удовлетворяют многим эксплуатационным требованиям, а именно, имеют низкие пластические свойства, высокую пористость, хрупкость при повышенных температурах, что приводит к потере герметичности и связанным с этим засасыванием воздуха в систему или затеканием металла в процессе эксплуатации.
Описаны также эластичные огнеупорные материалы для сталеразливочного оборудования, в состав которых помимо огнеупорных наполнителей в качестве связующих вводятся различные эластомеры, например, каучук,и которые вследствие своих высоких эластичных свойств могут более эффективно, чем вышеуказанные материалы использоваться в качестве уплотнительных [1]. Однако, эти материалы имеют существенный недостаток, а именно, не выдерживают, вследствие выгорания органического компонента, температуры более 600оС и рассыпаются в порошок, что нарушает герметичность и резко ограничивает их возможность использования в металлургии.
Нами [2] предложено решение данной проблемы путем создания пластичного композиционного материала, в котором роль дискретной фазы (огнеупорного наполнителя) выполняют оксиды MgО и Al2О3 в стехиометрическом соотношении Al- Mg шпинели (MgAl2О4), а непрерывного компонента (матрицы или связующего) – образующаяся при температурах выше 600оС – неорганическая оксидная составляющая. Эта неорганическая связка обеспечивает сохранение герметичности уплотнений начиная с температур выгорания органической составляющей (500-600оС). Кроме того, она способствует ускорению реакции образования Al-Mg шпинели, которая обладает повышенной шлакоустойчивостью, а также снижает адгезию расплавленного металла к шву. Существенной особенностью разработанного материала является то, что он не требует предварительного синтеза, а приобретает все необходимые свойства в процессе эксплуатации.
Основной задачей данного исследования являлась разработка состава связующей неорганической композиции. Задача решена путем выбора эвтектической композиции в тройной системе Na2O-CaO-SiO2.
Экспериментальная часть
Синтез образцов для разработки связующего компонента проводили по технологии керамики. В качестве исходных материалов были использованы оксиды SiO2, TiO2, Fe2O3 и карбонаты Na2СO3, CaСO3 марок «хч». В качестве наполнителей для огнеупорных образцов были использованы α-Al2O3 и MgO с размерами зере 0,08 и 0,063мм соответственно.
Пластичный огнеупорный материал готовили путем смешивания неорганических компонентов с органической составляющей и дальнейшего формования таблеток d = 15, h = 10-15 мм при давлении 80 кг/см2. Для этого были использованы изопреновый каучук, графит литейный, масло или вазелин.
Для анализа поведения материала при нагревания проводили термообработку при температурах 500, 900, 1200, 1300, 1450, 1500оС (температуры эксплуатации) с выдержкой 2-4ч при каждой температуре и охлаждением с печью.
Образцы анализировали методами физико-химического анализа. Рентгенофазовый анализ осуществлялся по дифрактограммам, полученным на дифрактометре ДРОН-3 с CuKa излучением. Температуры плавления образцов измеряли с помощью высокотемпературной приставки к микроскопу МИН –8 с использованием иридиевого нагревателя. Точность определения температуры составляла ± 20оС. Эксплуатационные характеристики – усадка, плотность, кажущаяся пористость, прочность были получены по стандартным методикам, изложенным в [ 3].
Как было отмечено выше, в качестве основной огнеупорной фазы (наполнитель) были взяты оксиды α- Al2O3 и MgO в соотношении, соответствующем формуле Al-Mg шпинели (MgAl2О4). При разработке связующей композиции была использована тройная система Na2O-CaO-SiO2. Выбор именно этой системы обусловлен наличием в ней высоковязкой легкоплавкой эвтектики при температуре плавления 725оС, имеющей состав, масс%: Na2O-21,3 ,CaO-5,2, SiO2 – 73,3. Поиск конкретных составов в выбранной системе был осуществлен исходя из необходимости спекания материала в процессе эксплуатации уже при низких (~600оС) температурах (после выгорания каучука) и образования газоплотного спека, сохраняющего герметичность на весь период эксплуатации (до 1650оС). Кроме того, композиционный материал должен обладать свойством увеличения объема, компенсирующим усадку материала за счет выгорания органической составляющей и спекания. Совместное введение модифицирующих добавок в виде оксидов TiO2, Fe2O3 в выбранный эвтектический состав позволило получить ряд составов, обладающих более низкими температурами плавления в интервале 600-700оС. Наилучшие результаты в сочетании с огнеупорным наполнителем были получены со связкой следующего состава, масс%: Na2O-21,0 ,CaO-4,0, SiO2 – 70,5, TiO2— 1,5, Fe2O3 – 3,0 , которая имеет температуру плавления 630оС.
На рис.1-3 представлены физико-химические свойства, а именно, температура плавления, открытая пористость, кажущаяся плотность, прочность на сжатие в зависимости от содержания связующего и температуры термообработки.
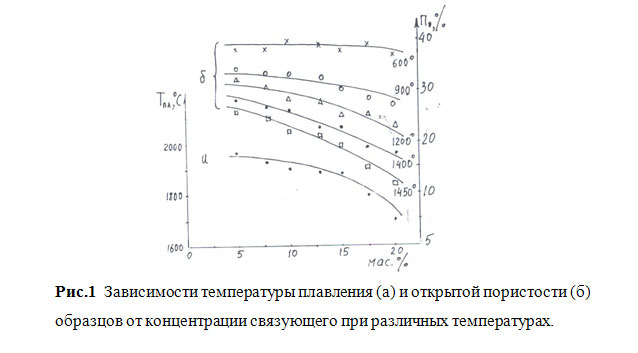

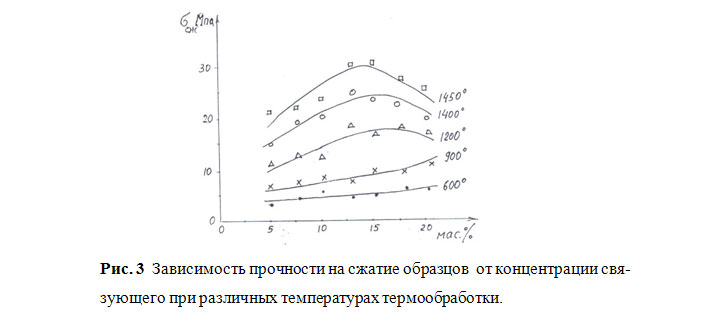
Как видно из рис. 1 температура плавления образцов уменьшается от 1950 до 1700оС с увеличением содержания связующего от 5 до 20 масс%, следовательно огнеупорность образцов при этом падает ~ на 150оС. Значения открытой пористости образцов уже после термообработки при температуре 600оС в течениет 4 часов составляют ~40% и уменьшаются с увеличением концентрации связующего и температуры и после термообработки при 1450оС составляют 10-15%, при содержании связующего 13-20%, что указывает на хорошую спекаемость материала уже при низких (600оС) температурах. Следовательно, зерна огнеупорного наполнителя хорошо удерживаются в матрице, поэтому материал не рассыпается при воздействии температур ≥ 600оС. Кажущаяся плотность образцов меняется незначительно с температурой от ~ 2,0 до 2,5г/см3 для образцов с содержанием связующего 10 и 13 масс% (рис.2). При этом в пределах погрешности измерений изменения усадки образцов по сравнению с образцом, отожженным при 600о С, не наблюдалось. Достаточно высокие значения прочности на сжатие образцов (σсж. от 5 до 30Мпа) термообработанные при различных температурах подтверждают указанную закономерность (рис.3). Прочность образцов с увеличением содержания неорганического связующего в целом возрастает во всем температурном интервале (600-1450оС), однако, если при низких температурах (600, 900оС) это возрастание слабо выражено и монотонно, то при высоких (1200-1450оС) оно довольно сильное и на кривых наблюдаются максимумы, приходящиеся ~ на 13 масс% связующего, после чего начинается резкое падение прочности, хотя эти величины достаточно высоки. Это связано с превышением при высоких температурах предела концентрации жидкой фазы в образцах и одновременным уменьшением ее вязкости. Следует отметить, что полученные значения прочности вполне достаточны, так как нет необходимости в данном процессе обеспечивать сопротивление высоким статическим нагрузкам. Значения твердости коррелируют со значениями прочности и находятся в интервале 4-8 по шкале Мооса в зависимости от температуры.
По данным рентгенофазового анализа (рис.4) установлено, что в процессе термообработки уже при 800оС в течение 4 часов образуется значительное количество Al-Mg шпинели, которая находится в смеси с оксидами α- Al2O3 и MgO (рис.4а).
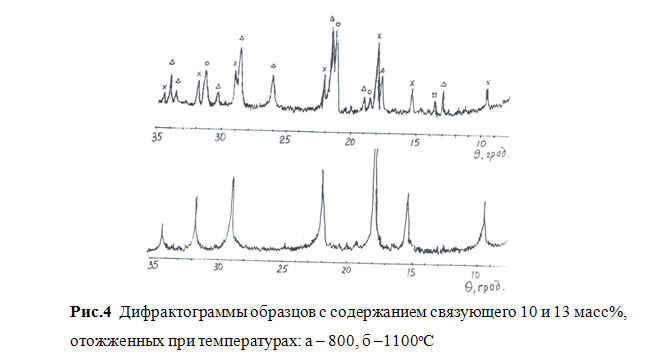
Реакция образования шпинели заканчивается в результате термообработки при 1100оС в течение 4 часов (рис.4б). Этой реакции способствует наличие жидкой фазы, образующейся в результате плавления эвтектической композиции вышеуказанного состава, что является очень важным в формировании стабильных свойств в процессе эксплуатации. Образцы, отожженные при более высоких (до 1450оС) температурах, а также отработанный, в условиях разливки стали материал (т.е. ~ 1600оС) однофазны и содержат только Al-Mg шпинель.
Таким образом, разработаны огнеупорные материалы со свойствами, которые можно варьировать путем изменения концентрации неорганического связующего в пределах от 5 до 20 масс%. Однако увеличение содержания связующего свыше 13 масс% приводит к существенному снижению огнеупорности.
В условиях работы узла с пластичным огнеупорным материалом (при ограниченном доступе кислорода) до температуры ~600ос пластичные свойства обусловлены органической составляющей. В интервале температур 600-650оС образуется жидкая фаза вследствие плавления эвтектической композиции. В интервале температур 500-800оС происходит постепенное частичное разложение и выгорание органической составляющей с образование твердого углерода и газообразного водорода. Таким образом, при температуре 800оС материал представляет собой газонепроницаемую массу. При температурах выше 800оС происходит образование рабочего огнеупорного материала, в котором содержание Al -Mg шпинели увеличивается с температурой, а также присутствует жидкая силикатная фаза. Характер фазовых соотношений сохраняется до температуры 1600оС. При этом усадка во всем интервале температур не наблюдается (что позволяет сохранить герметичность), вероятно за счет газов (CO2, H2, CO), образовавшихся при разложении Na2СO3, CaСO3 и каучука и оставшихся в материале вследствие того, что их выход к поверхности затруднен, вследствие наличия жидкой фазы большой вязкости, обусловленной большим содержанием кремнезема. Дополнительный эффект, компенсирующий усадку, также обеспечивает входящий в состав связки кремнезем, в виде кварца, полиморфные переходы которого (β-кварц →α-кварц →α-тридимит →α-кристобалит), сопровождаются последовательным переходом в более легкие модификации с увеличением объема. Анализ отработанного материала с содержанием связующего 13 масс%, показал, что материал достаточно хорошо спечен, твердость не менее 8 по шкале Мооса, пористость 5%, Тпл.~ 1850оС. По данным РФА в образце присутствует только Al-Mg шпинель.
Выводы
1. Получен пластичный огнеупорный материал для уплотнения и герметизации швов в местах сочленения металлоразливочного оборудования, который в процессе эксплуатации приобретает необходимые свойства в результате протекания ряда последовательных реакций в твердой фазе в широком интервале температур (500- 1600оС) за счет наличия двух связующих разной природы, а именно органической и неорганической.
2. Характер протекания реакций обеспечивает отсутствие усадки, что позволяет сохранить герметичность мест сочленения металлоразливочного оборудования.
3. Огнеупорные свойства материал приобретает за счет реакции образования Al-Mg шпинели в процессе эксплуатации.
Список использованных источников
1. Суворов С.А. Состав и способ получения эластичных огнеупорных изделий.Патент РФ № 2 171 242 МПК С 04 В35/035, опубл.27.07.2001 по заявке 2000125592/03 от 12.10.2000
2. Михайлов И.Ф. Пластичный огнеупорный материал. Решение о выдаче патента РФ по заявка № 2004132518/03(035212) от 01.11.2004, МПК С 04В 35/66 (2006.01)I, C 04B 35/00 (2006.01)I
3.И.Д.Кащеев, К.К.Стрелов. Испытание и контроль огнеупоров: Учебное пособие.- М.: Интермет Инжиниринг, 2003.- 286с

