- Постановка задачи
С целью ознакомления с возможностями новой версии САМ ЛП LVMFlowCV, основанной на методе контролируемого объема, провели компьютерное моделирование тестовой отливки. В случае неэффективности данной технологии, необходимо предложить варианты ее оптимизации.
- КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССОВ ЗАЛИВКИ, ЗАТВЕРДЕВАНИЯ И АНАЛИЗ НАПРЯЖЕНИЙ
Тестовой ОТЛИВКИ
3D-модель отливки с ЛПС представлена на рисунке 1.
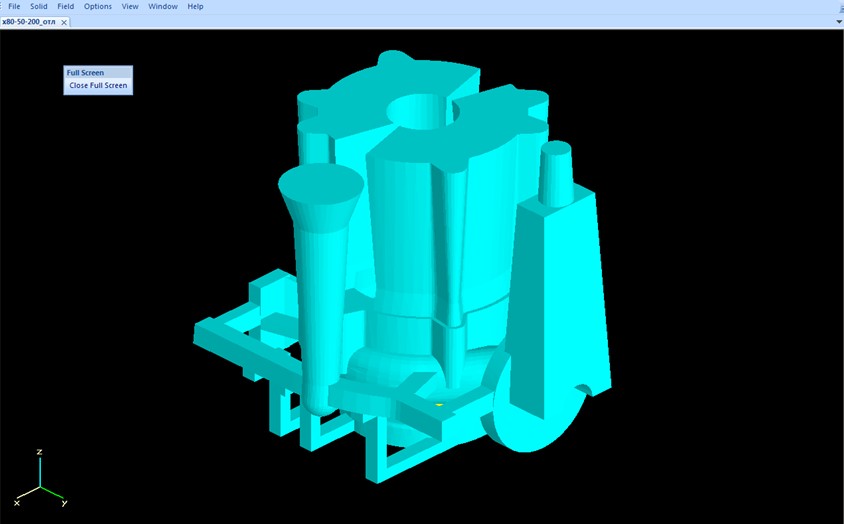
Рисунок 1 — 3D-модель тестовой отливки с ЛПС
2.1 Технологические данные для моделирования
Исходные данные для компьютерного моделирования задавались согласно действующей на ЗАО «КНЗ» технологии:
- марка сплава – сталь 12Х18Н9ТЛ;
- температура заливки металла – 1560 оС;
- формовочная смесь – кварцевый песок;
- начальная температура формы – 20 оС;
- покраска формы – цирконовая краска;
- материал холодильника – углеродистая сталь;
- начальная температура холодильника – 20 оС;
- масса отливки с ЛПС – 124 кг;
- напор – 100 мм;
- время заливки – 25 с;
- температура выбивки – 800 оС.
2.2 Моделирование процессов заливки и затвердевания тестовой отливки в модуле «Полная задача»
Так как при моделировании в модуле «Затвердевание» предполагается, что форма заполнена металлом мгновенно, то есть не учитывается разогрев формы в процессе заливки, то этот вид расчета является предварительным. Для получения более точных результатов был проведен расчет заливки и последующего затвердевания отливки в модуле «Полная задача».
Процесс заливки металла через определенные промежутки времени представлен на рисунках 2а – 2ж. Моделирование в модуле «Полная задача» дало следующие результаты.
Усадочные дефекты в теле отливки наблюдаются в районе кольцевого холодильника в нижней части отливки. То есть с точки зрения усадки действующая технология является не эффективной (рисунки 3а – 3г).
Также в модуле «Полная задача» проведен расчет на наличие микропористости, о которой судят по критерию Нияма. Результаты данного расчета представлены на рисунках 4а – 4в. Небольшая микропористость возможна в тонкой стенке отливки в районе установки холодильника.
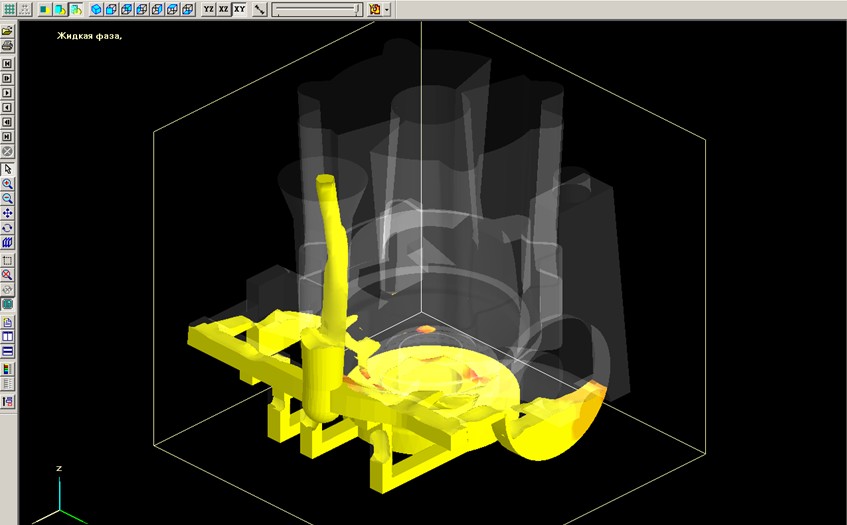
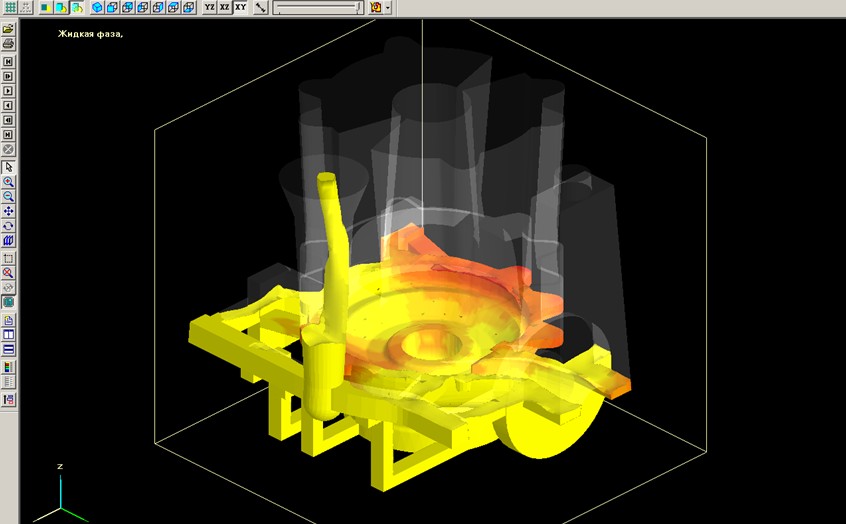
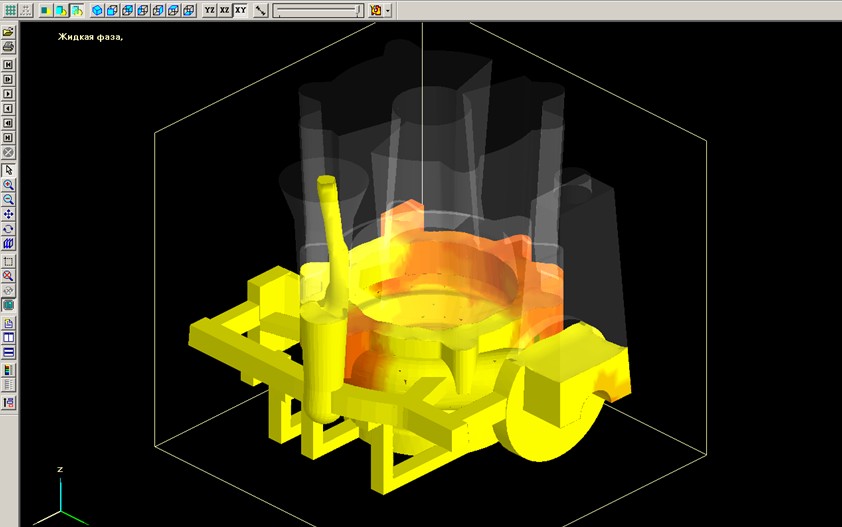

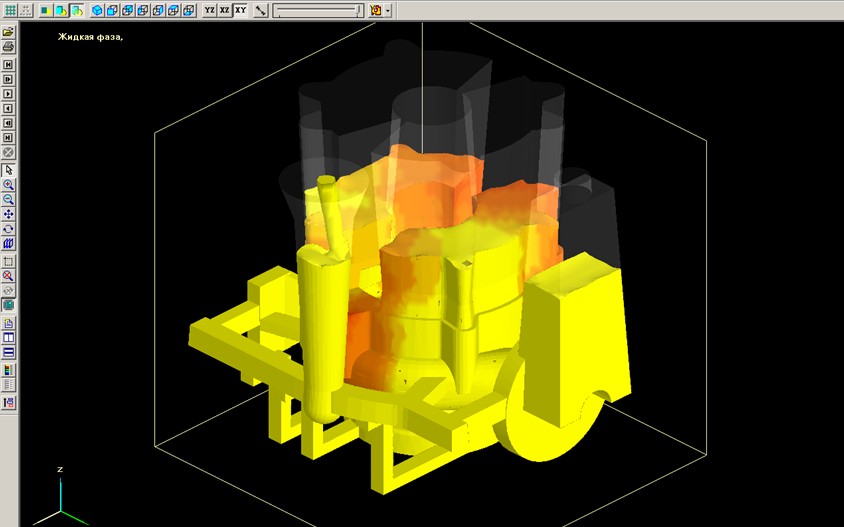
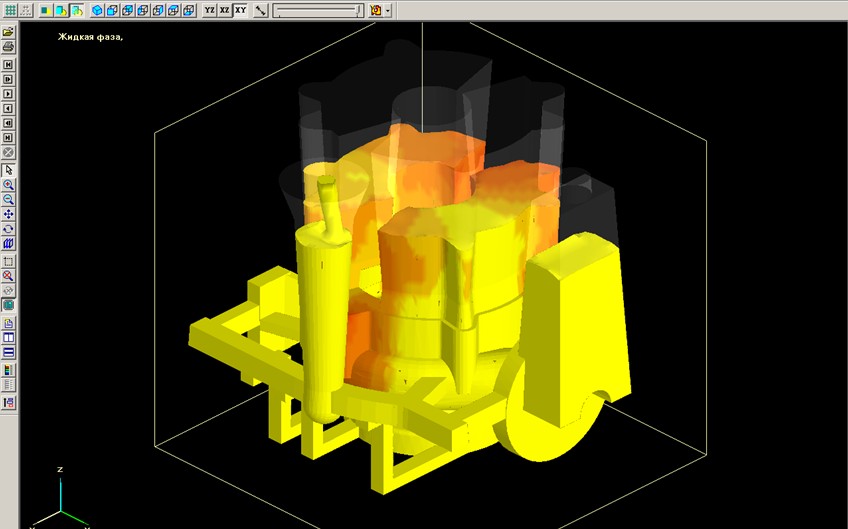
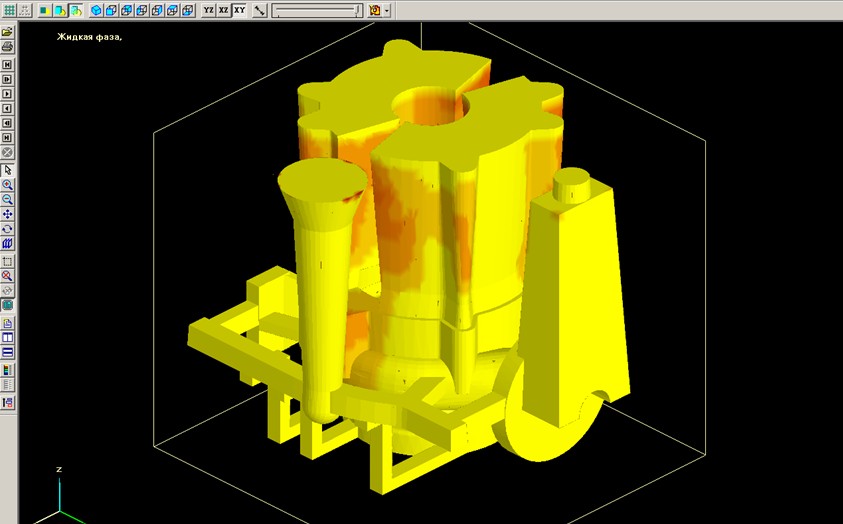
Рисунок 2 – Процесс заливки в интервале времени
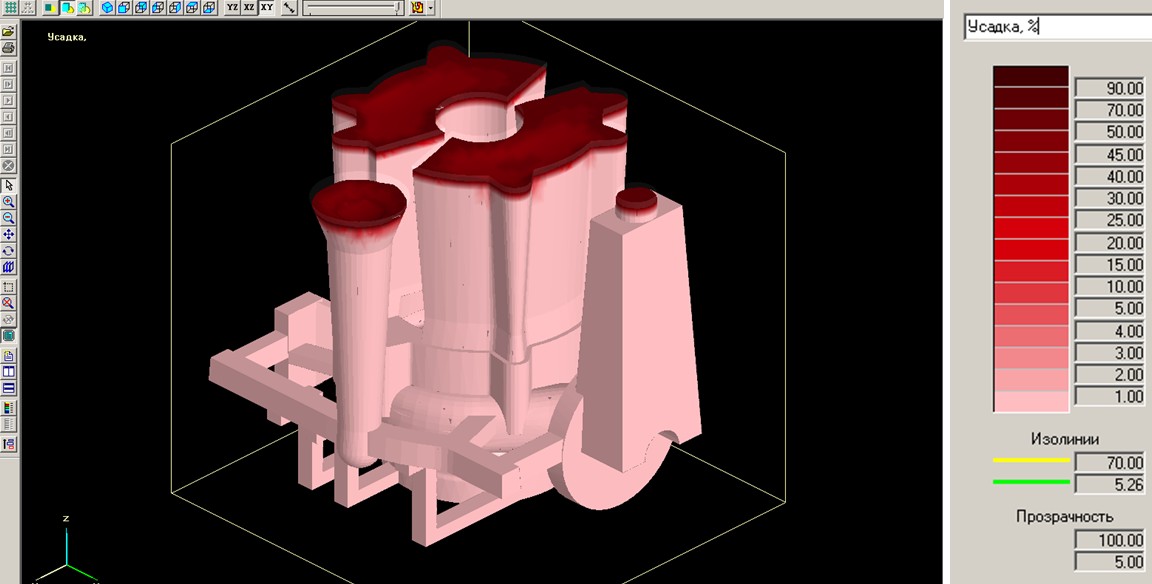
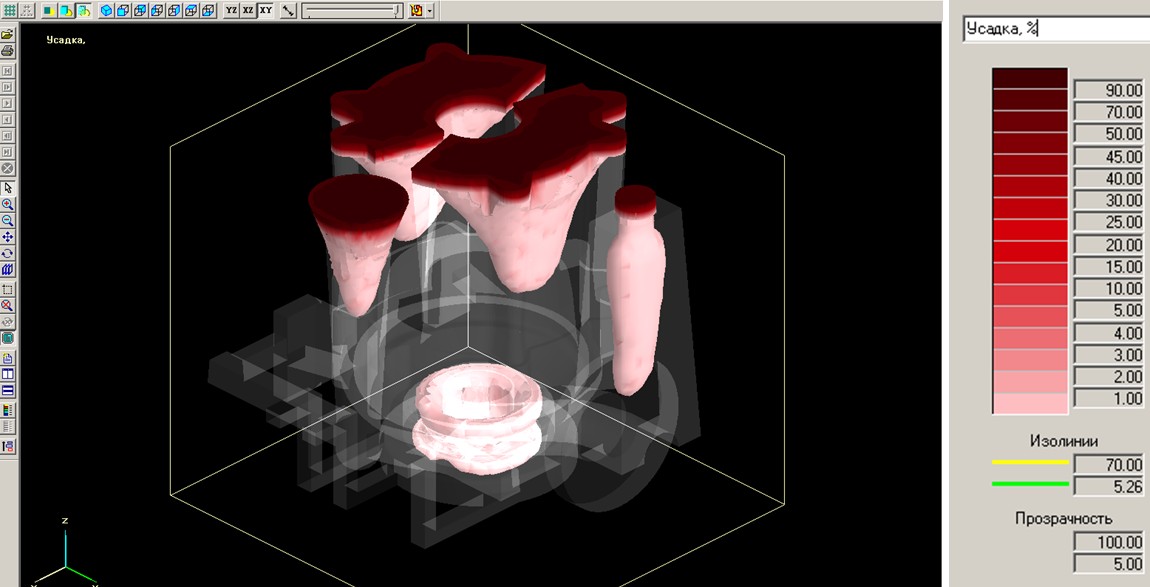
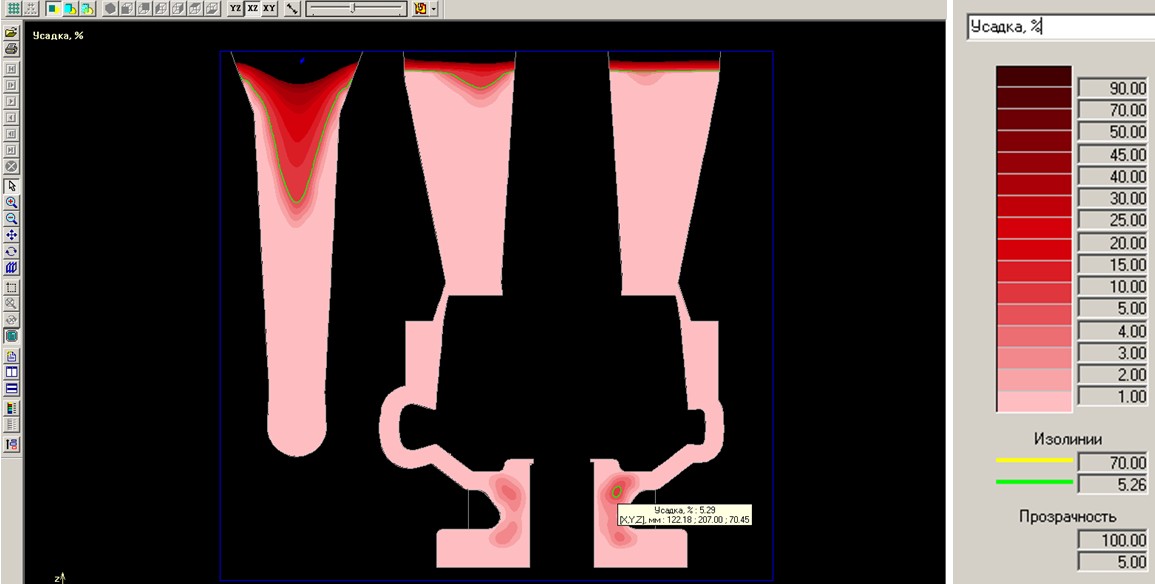
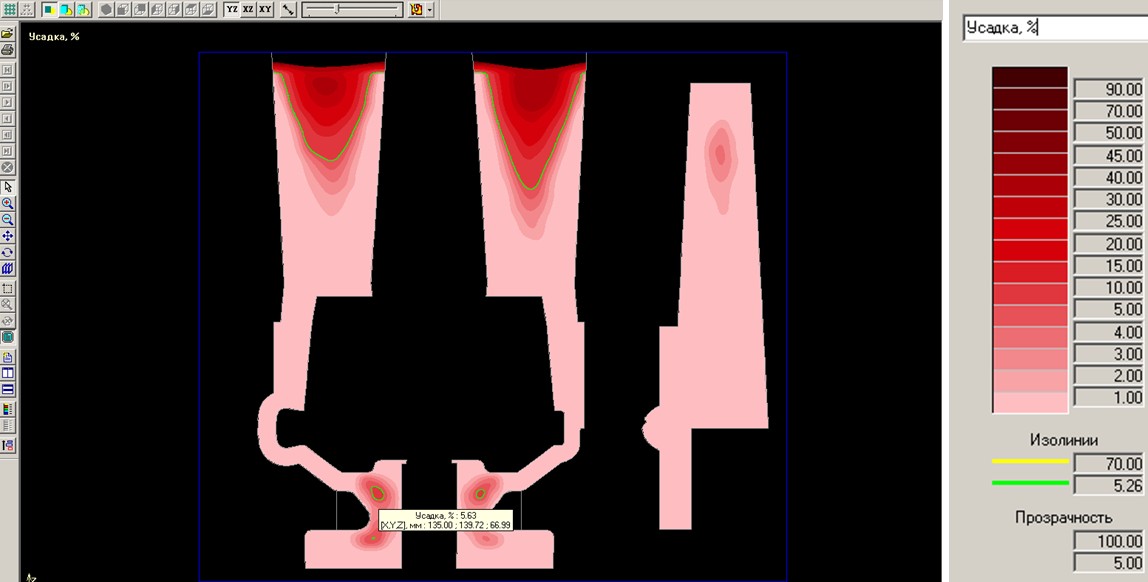
Рисунок 3 – Усадочные дефекты в непрозрачном 3D-виде
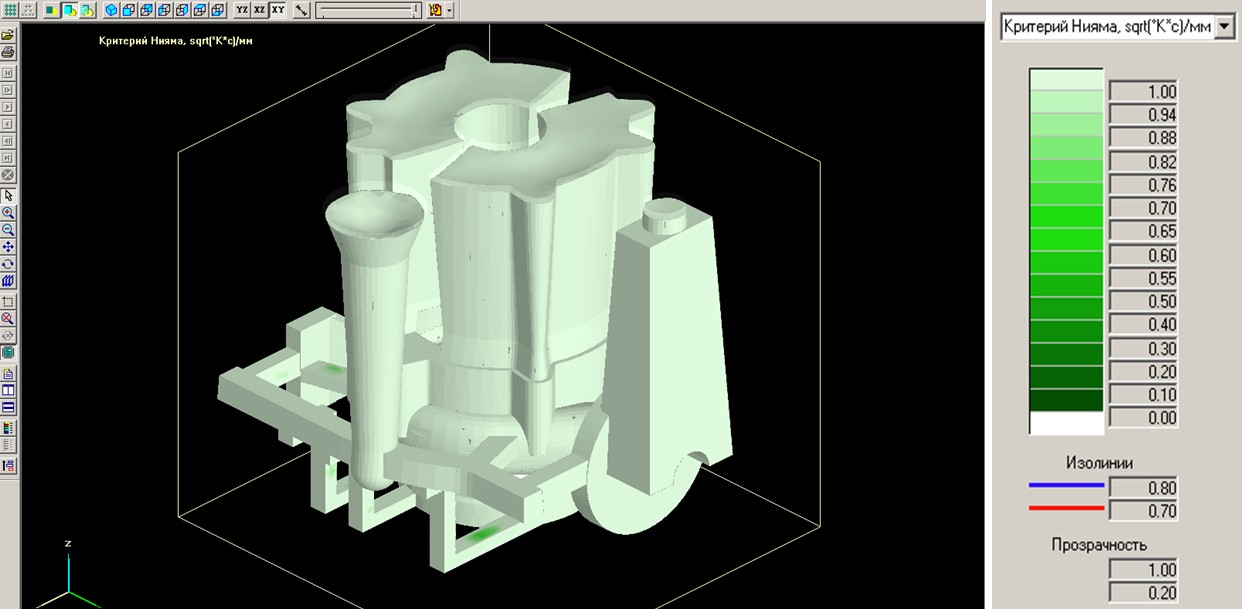
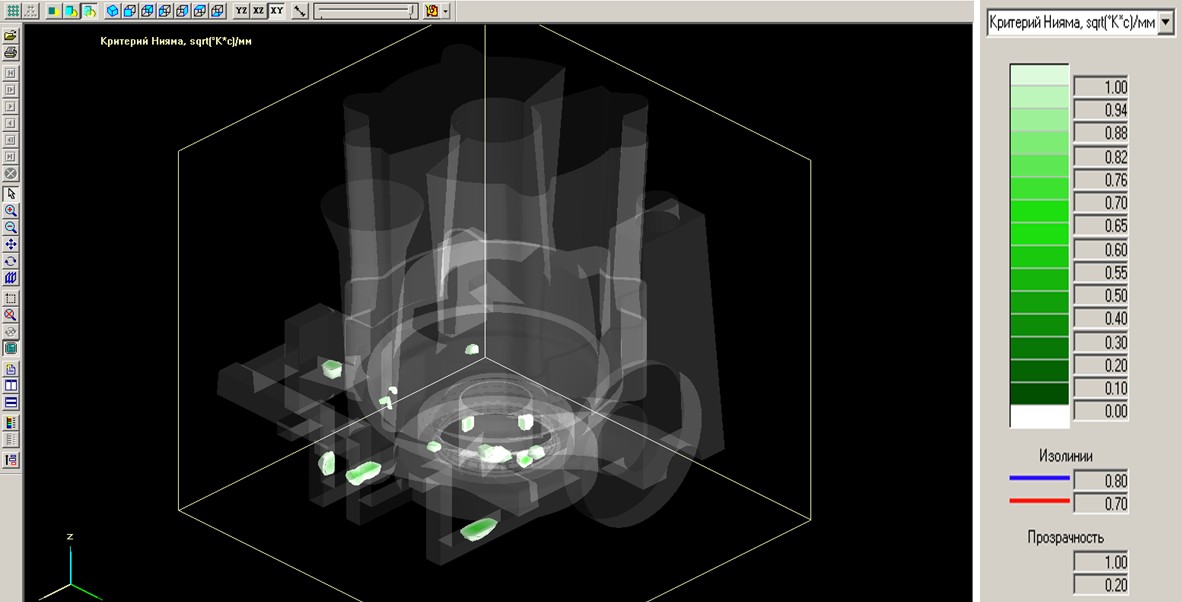
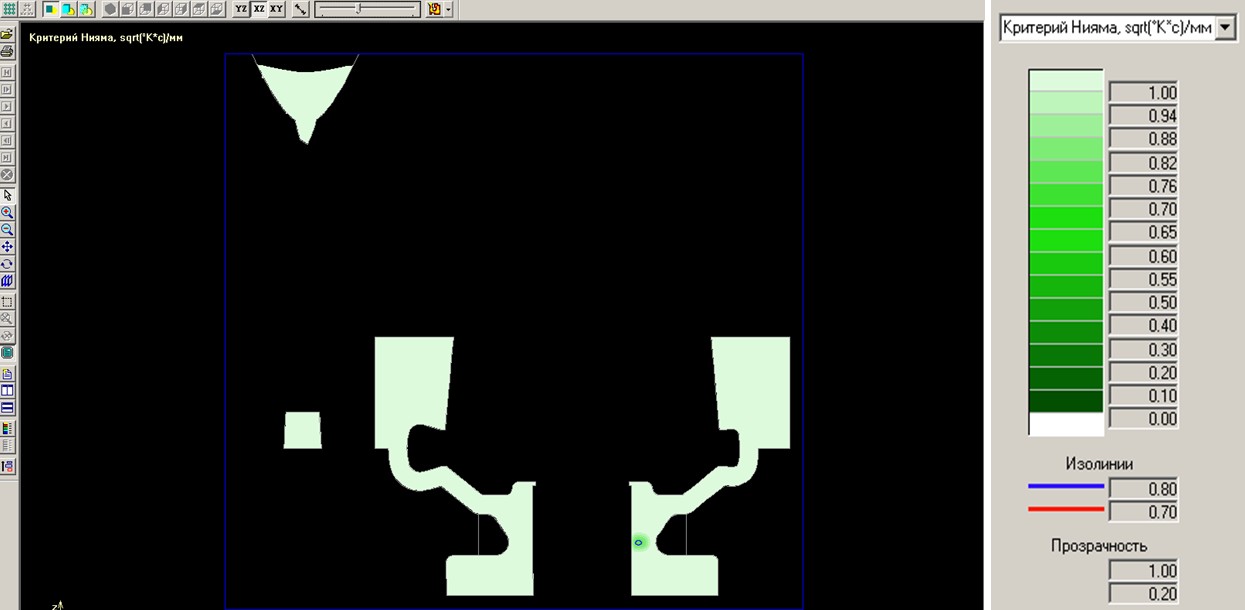
Рисунок 4 – Микропористость в непрозрачном 3D-виде
2.3 Расчет напряжений в модуле «Напряжения»
Для проведения данного расчета основным условием является наличие в банке материалов САМ ЛП LVMFlowCV данных по механическим свойствам используемого сплава (модуль Юнга, предел текучести, предел прочности и т.д). Для используемой стали 12Х18Н9ТЛ это условие полностью выполняется.
При выполнении данного расчета температура, при которой отливка извлекалась из формы, составляла 800 0С.
Результаты расчета напряжений, возникающих в отливке, представлены на рисунках 5а – 5е.
В упруго – пластической модели, заложенной в САМ ЛП LVMFlowCV, предполагается, что образование горячих трещин соответствует хрупкому типу разрушения, и о вероятности их образования необходимо судить по максимальному растягивающему напряжению (вероятность выше в тех местах, где оно положительно либо значительно превышает значения в соседних областях).
Прогнозирование холодных трещин необходимо вести по работе пластического деформирования, так как в САМ ЛП LVMFlowCV при образовании холодных трещин предполагается пластический тип разрушения (вероятность образования холодных трещин выше в тех местах, где она значительно превышает значения в соседних областях).
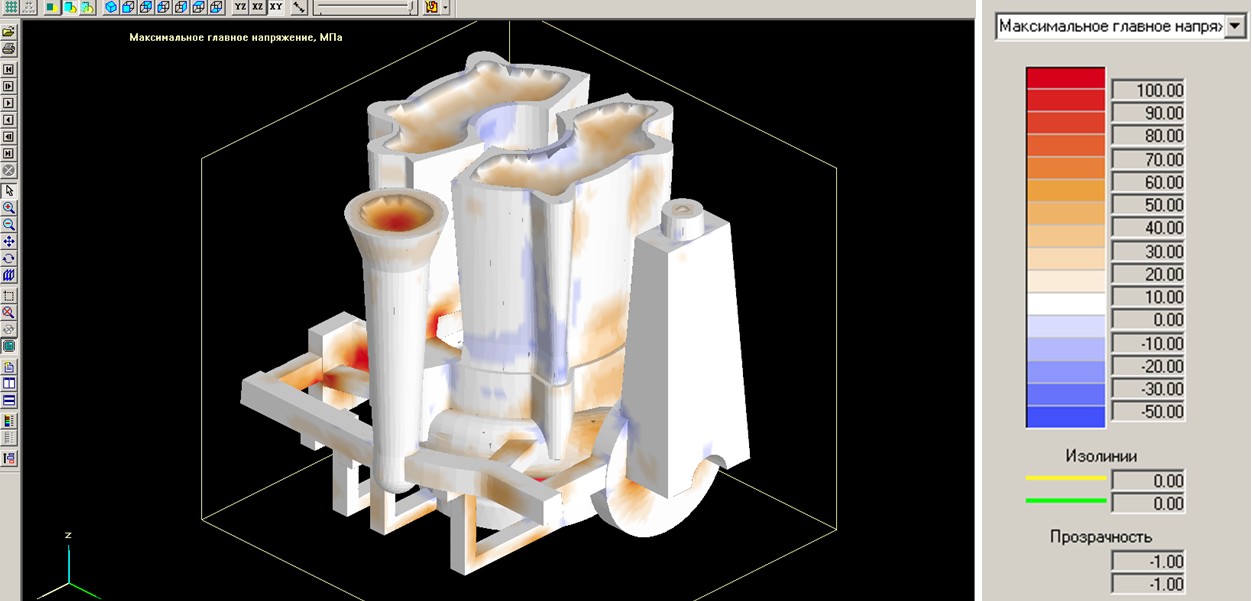

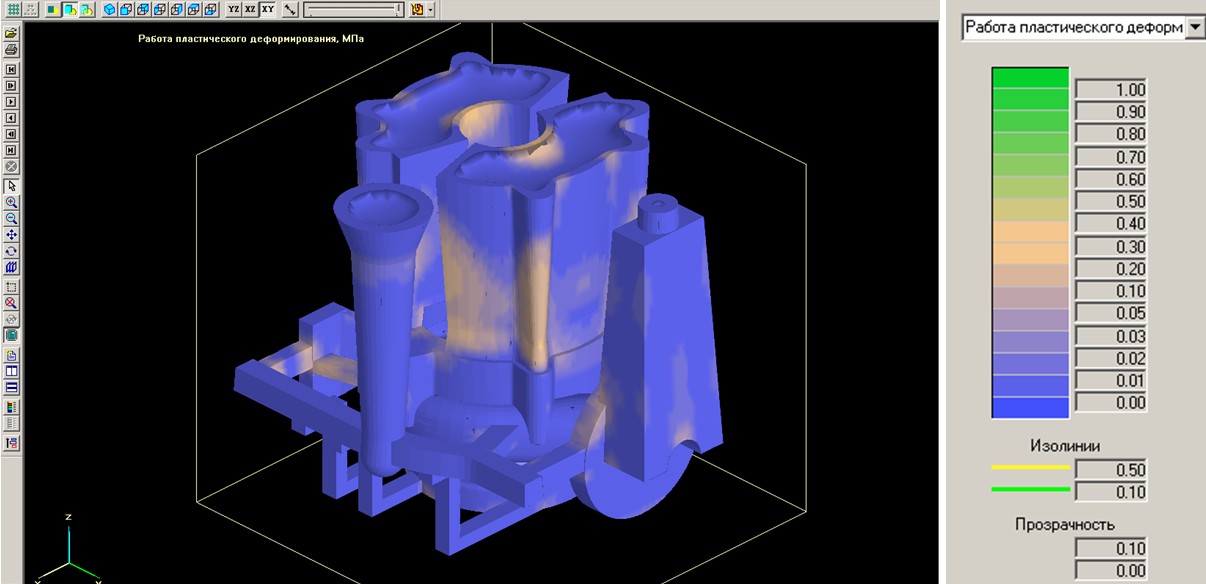
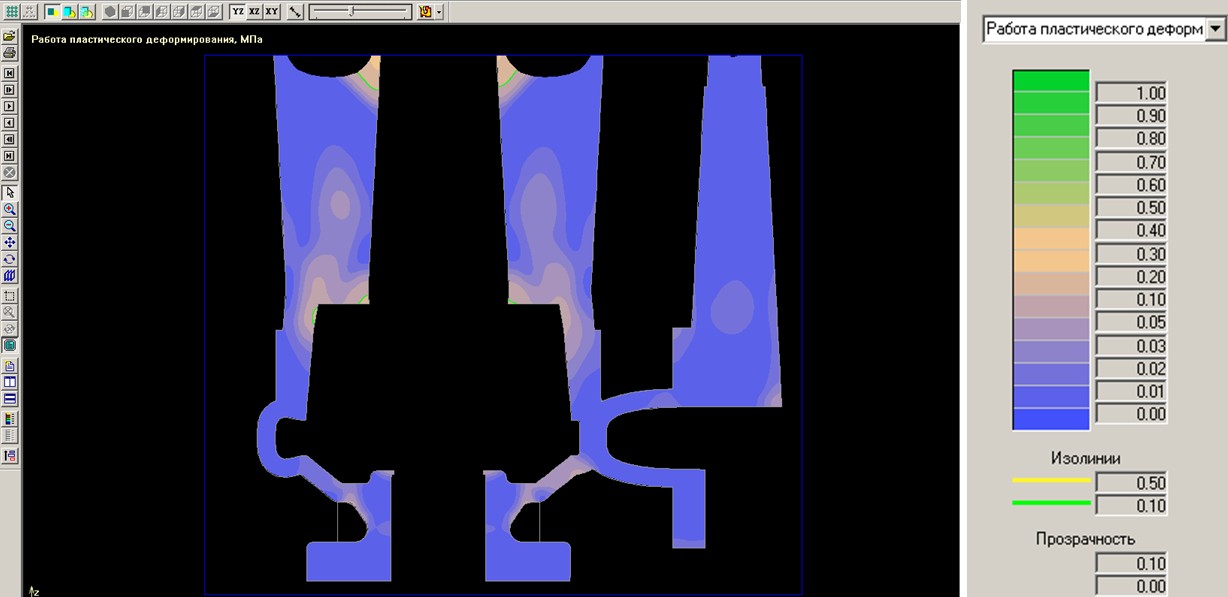
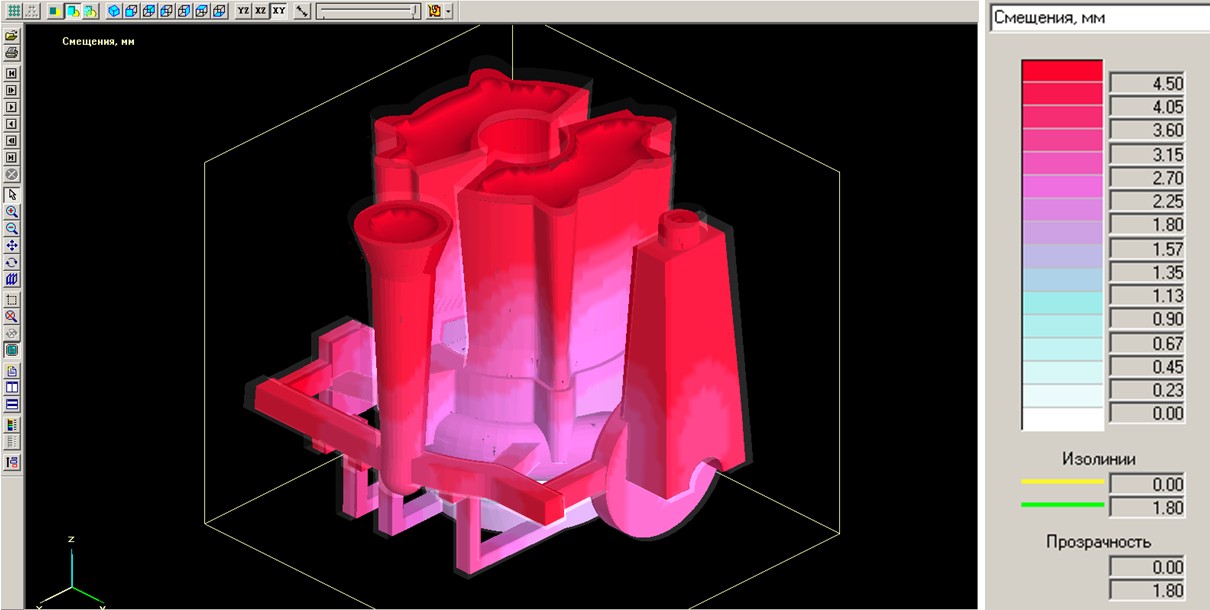
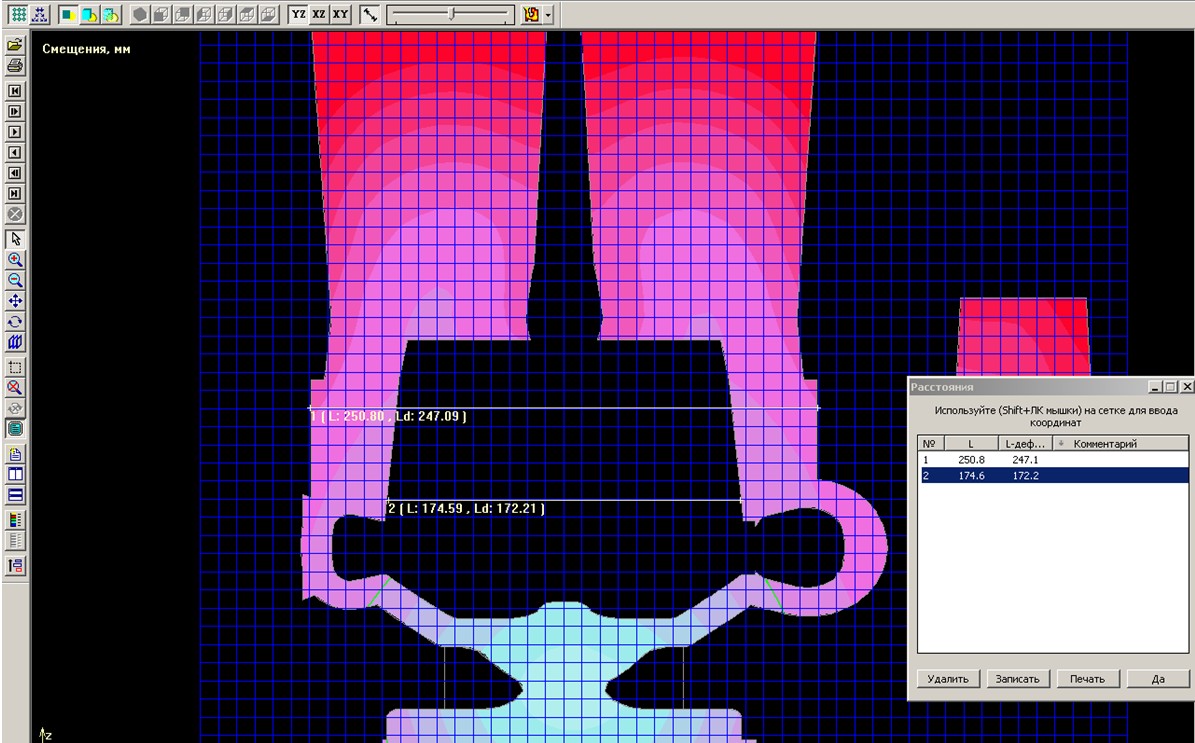
Рисунок 5а – Результаты расчета напряжений
2.4 Анализ результатов
В результате моделирования в САМ ЛП LVMFlowCV было установлено, что применяемая на ЗАО «КНЗ» технология изготовления тестовой отливки с точки зрения усадки является не эффективной. Небольшая микропористость возможна в тонкой стенке в районе установки холодильника.
Расчет напряжений показывает, что опасными участками с точки зрения образования горячих трещин являются места установки прибылей и элемент отливки в виде кольцевой шейки в районе холодильника (растягивающее напряжение в указанных местах максимальны). Поражение отливки холодными трещинами маловероятно, т.к. работа пластической деформации практически однородно распределена по объему отливки.
Такой показатель как смещения характеризует линейную усадку. Визуально изменение размеров отливки в процессе затвердевания и охлаждения было оценено в 3D-виде с коэффициентом увеличения 2 (рисунок 5д).
Линейная усадка в плоскости оценивается при помощи инструмента «расстояния». Как видно из рисунка 5е, наружный размер до деформации имел значение 250,8 мм, а после деформации – 247,1 мм. То есть, в пределах данного размера линейная усадка составила 3,7 мм. Внутренний размер до деформации имел значение 174,6 мм, а после деформации – 172,2 мм, т.е. в пределах этого размера линейная усадка составила 2,4 мм.
3 Оптимизация технологии изготовления отливки
Как показали результаты моделирования, используемая технология не позволяет получить отливку бездефектной. Нами были предложены следующие возможные пути решения данной проблемы:
1 вариант – установить наружный кольцевой стальной холодильник непосредственно под основание отливки, тем самым, пытаясь реализовать принцип направленного затвердевания (рисунок 6).
2 вариант – использовать сочетание наружного (1 вариант) и внутреннего холодильников, чтобы осуществить захолаживание теплового узла (рисунок 8).
3 вариант – регулировать время заливки, т.е. уменьшить ее до 15 с или увеличить до 35 с, и проследить влияние на усадку.
В 4 разделе описаны результаты моделирования по всем вариантам.
4 Компьютерное моделирование предложенных вариантов технологии литья
4.1 Моделирование первого варианта
Под основание отливки был установлен стальной холодильник в виде кольца, высотой 30 мм (рисунок 6) и проведен расчет заливки и затвердевания в модуле «Полная задача».
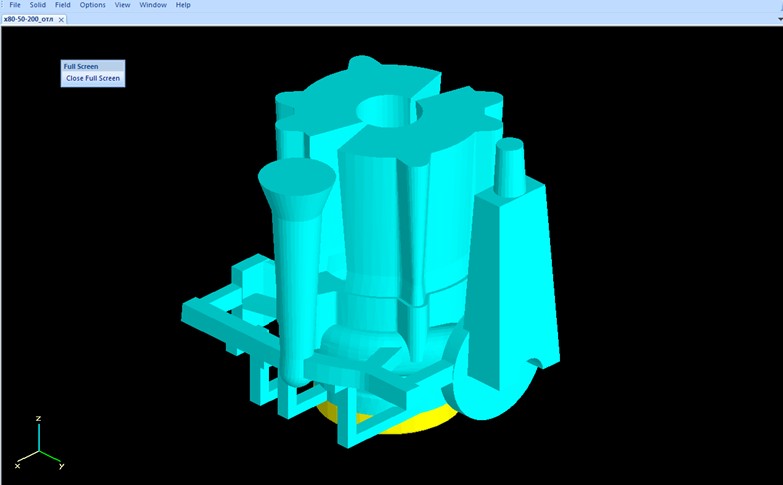
Рисунок 6 – Первый вариант (холодильник – желтый цвет)
На рисунках 7а – 7в представлены результаты моделирования по усадочным дефектам.
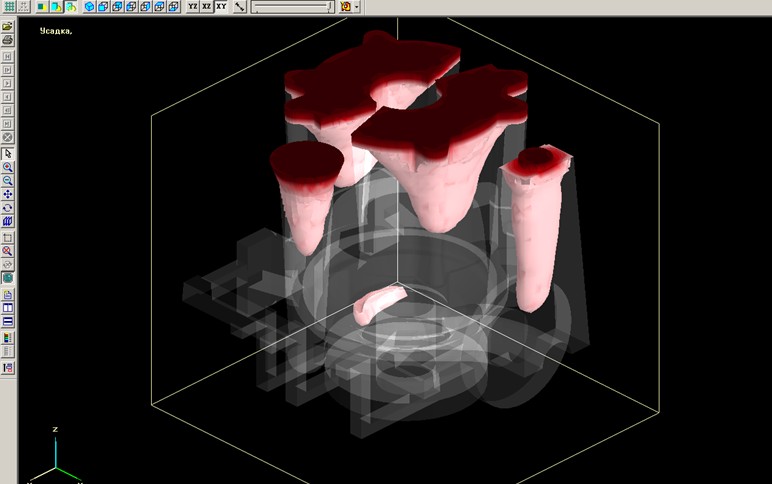
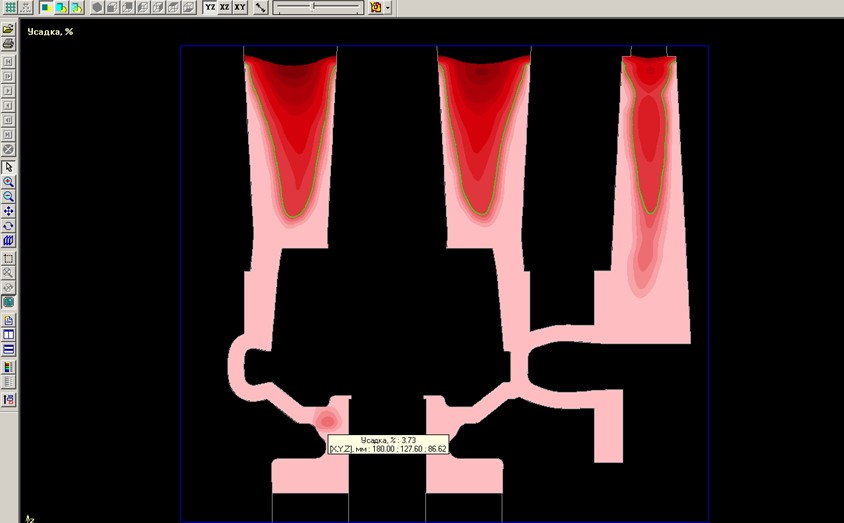
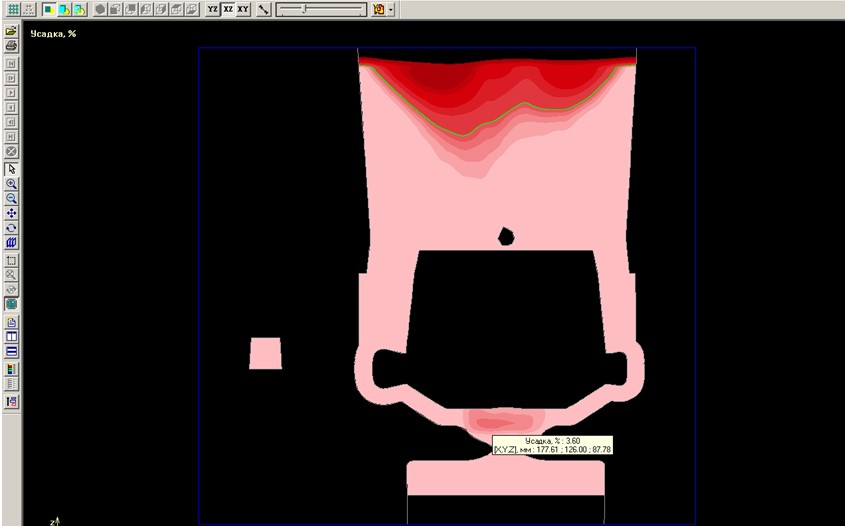
Рисунок 7 – Усадка при 1 варианте (прозрачная 3Д-модель)
Анимация процесса заливки и затвердевания представлена во вложенном *avi файле.
Анимация, 1 вариант. Жидкая фаза
Анимация, 1 вариант. Жидкая фаза, сечение
Анимация, 1 вариант. Температура
4.2 Моделирование второго варианта
Под основание отливки был установлен кольцевой стальной холодильник как в 1-м варианте, а на высоте 65 мм от основания отливки установлен внутренний кольцевой холодильник, диаметром 100 мм и толщиной 15 мм (рисунок 8) и проведен расчет затвердевания в модуле «Затвердевание».

Рисунок 8 – Второй вариант
(красный цвет – наружный холодильник, желтый цвет — внутренний)
На рисунках 9а – 9в представлены результаты моделирования по усадочным дефектам.
Анимация процесса заливки и затвердевания представлена во вложенном *avi файле:
Анимация, 2 вариант. Жидкая фаза.
Анимация, 2 вариант. Жидкая фаза, сечение.
Анимация, 2 вариант. Температура.
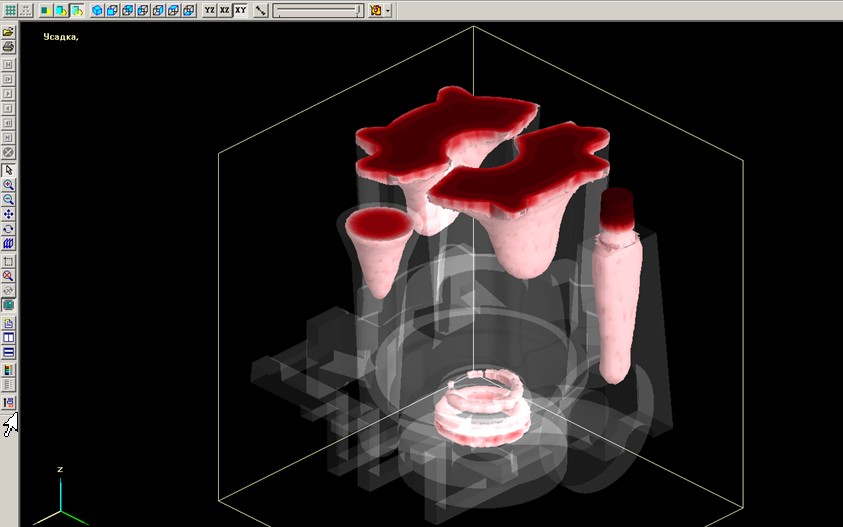
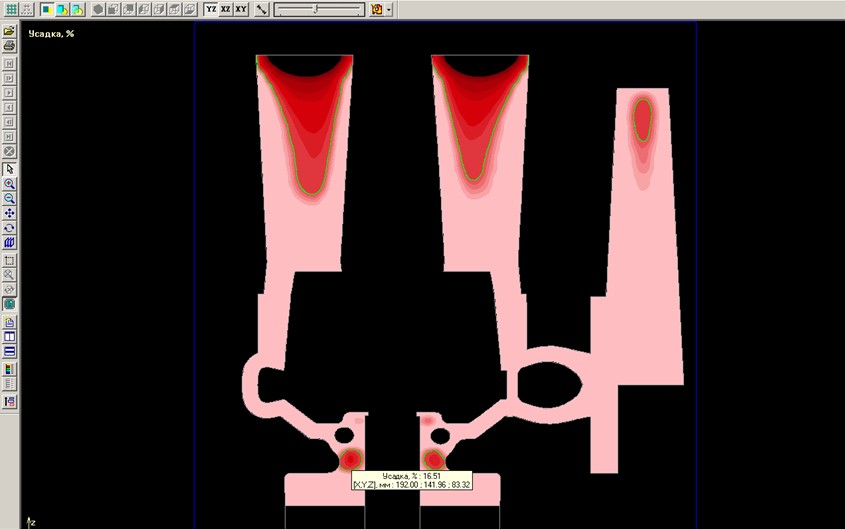
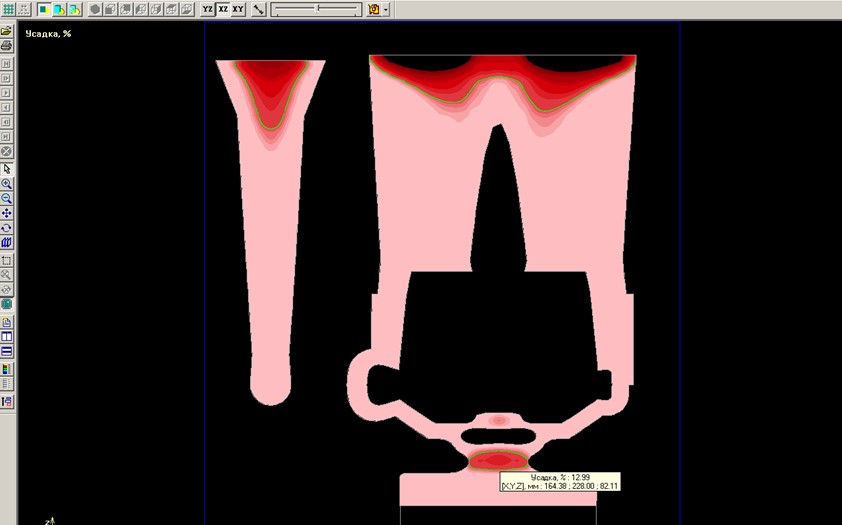
Рисунок 9 – Усадка при 2 варианте (прозрачная 3Д-модель)
4.3 Моделирование третьего варианта
Т.к. из рассмотренных вариантов положения холодильников не удалось полностью исключить дефекты из отливки, то использовали следующий возможный прием – регулировка скорости заливки, а именно рассмотрели варианты, когда время заливки составляет 15 с и 35 с. Результаты моделирования данных вариантов в модуле «Полная задача» представлены на рисунках 10а – 10в и 11а – 11в.
Анимация процесса заливки и затвердевания представлена во вложенном *avi файле:
Анимация, 3 вариант. Жидкая фаза, 15 c
Анимация, 3 вариант. Жидкая фаза, сечение, 15 c
Анимация, 3 вариант. Температура, 15 c
Анимация, 3 вариант. Жидкая фаза, 35 c
Анимация, 3 вариант. Жидкая фаза, сечение, 35 c
Анимация, 3 вариант. Температура, 35 c
Как видно из рисунков 10а – 10в и 11а – 11в, увеличение и уменьшение времени заливки не привело к существенному сокращению дефектов в отливке.
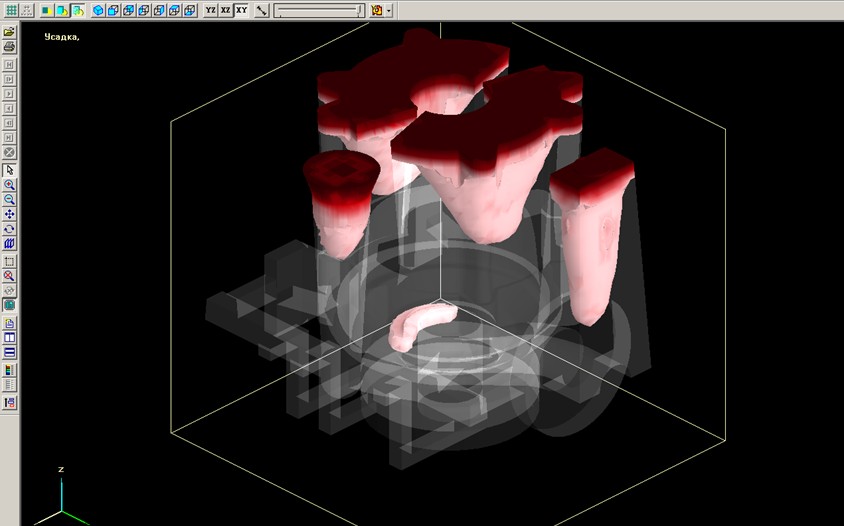
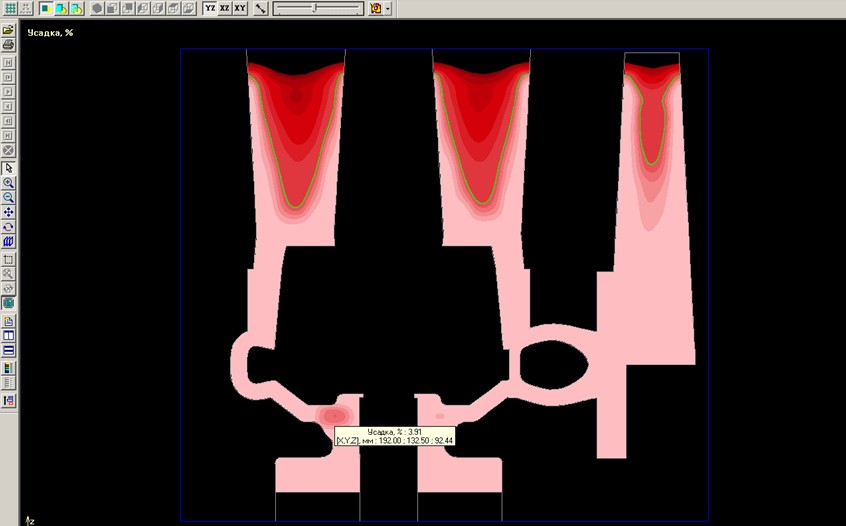
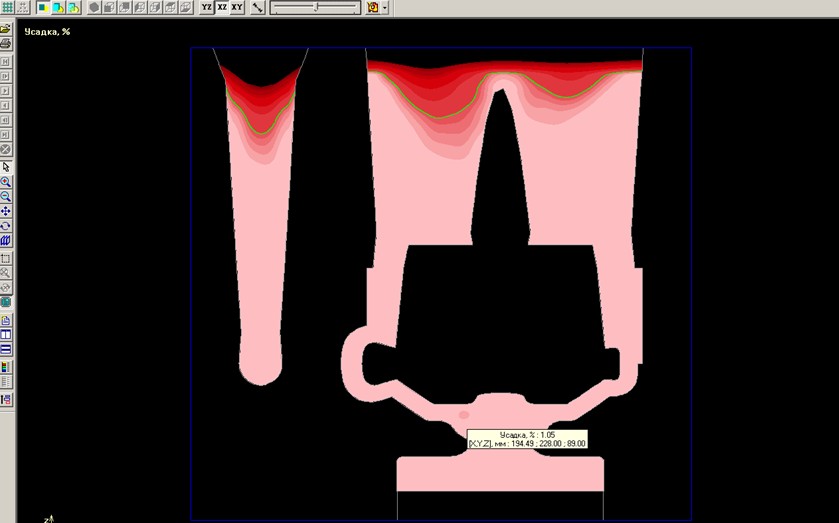
Рисунок 10 – Усадка при времени заливки 15 с (прозрачная 3Д-модель)
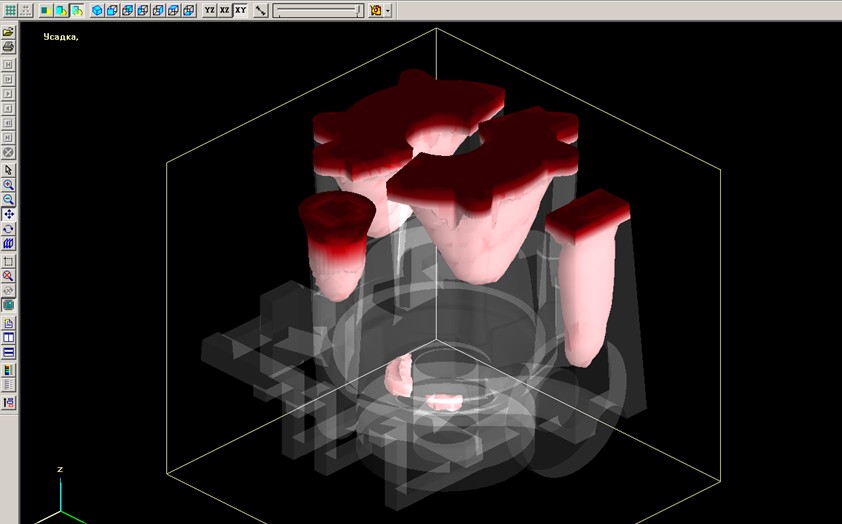
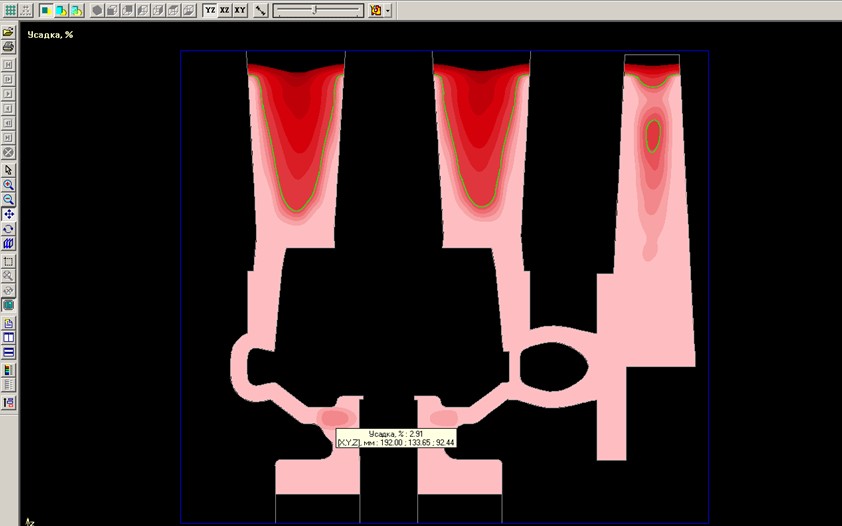
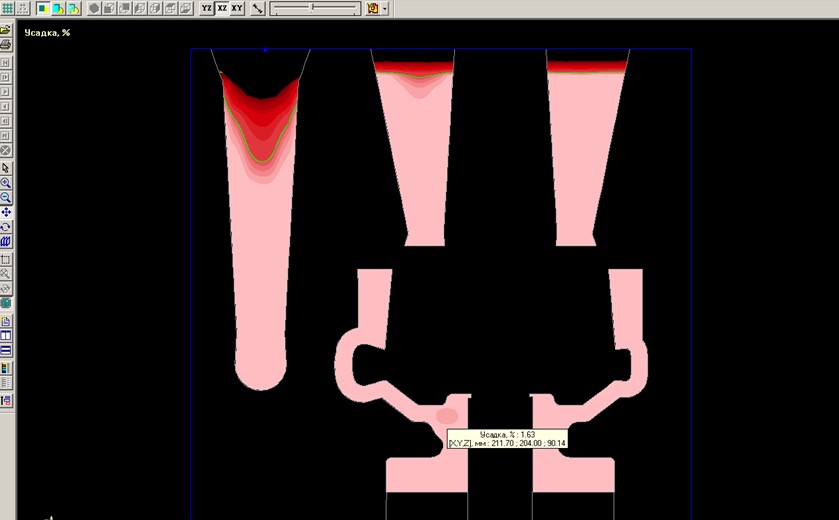
Рисунок 11 – Усадка при времени заливки 35 с (прозрачная 3Д-модель)
4.4 Анализ результатов
Промоделировав все 3 предложенных варианта изменения технологии, полностью исключить усадочные дефекты из отливки не удалось, однако смогли минимизировать процент этих дефектов. Т.е. при использовании холодильника в нижней части отливки (под ее основанием) в некоторой степени удается реализовать затвердевание снизу вверх и приблизить усадку к минимуму (вариант 1, рисунки 7).
-
ВЫВОДЫ
Таким образом, в результате проведенной работы удалось установить следующее:
- Технология изготовления тестовой отливки с точки зрения усадки является не эффективной.
- Небольшая микропористость возможна в тонкой стенке отливки в районе установки холодильника.
- Образование горячих трещин вероятно в местах установки прибылей и элементе отливки в виде кольцевой шейки в районе холодильника.
- Образование холодных трещин в отливках маловероятно.
- С помощью модуля «Напряжения» в САМ ЛП LVMFlowCV удалось оценить линейную усадку.
- Были предложены и промоделированы 3 возможных варианта устранения усадочных дефектов из отливки.
- Полностью удалить дефекты из отливки не удалось.
- Минимальный процент дефектов возможен, если установить стальной кольцевой холодильник непосредственно под основание отливки.
Моделирование проходило на персональном компьютере со следующими характеристиками: операционная система Windows Vista Home Premium; процессор Intel(R) Core (TM)2 Duo T 5750 @ 2.00 GHz 2.00 GHz; оперативная память 2038 Мб.
Временные затраты на проведение моделирования представлены в таблице 1.



