| ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ |
||
 |
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
ГОСТ Р 53464— 2009 |
ОТЛИВКИ ИЗ МЕТАЛЛОВ И СПЛАВОВ
Допуски размеров, массы
и припуски на механическую обработку
 |
Москва
Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Государственным образовательным учреждением высшего профессионального образования «Московский государственный технический университет «МАМИ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 252 «Литейное производство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2009 г. № 610-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячноиздаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячноиздаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — наофициальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ОТЛИВКИ ИЗ МЕТАЛЛОВ И СПЛАВОВ Допуски размеров, массы Metal and alloy castings. |
Дата введения — 2010—07—01
1 Область применения
Настоящий стандарт распространяется на отливки из черных и цветных металлов и сплавов и устанавливает допуски размеров, формы, расположения и неровностей поверхности, массы и припуски на механическую обработку.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.308-79 Единая система конструкторской документации. Указание на чертежах допусков форм и расположения поверхностей
ГОСТ 3.1125-88 Единая система технической документации. Правила графического выполнения элементов литейных форм и отливок
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 3212-92 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Еслиссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 номинальный размер детали (отливки): Размер, указанный на чертеже детали (отливки).
3.2 средний размер детали: Размер детали, соответствующий сумме номинального размера детали и среднего значения поля его допуска.
3.3 вид размеров отливки: Совокупность размеров отливки, характеризующихся подобными конструктивными и технологическими условиями формирования их точности.
Размеры вида 1 — размеры элементов отливок, образованных одной частью литейной формы или одним стержнем.
Размеры вида 2 — размеры элементов отливок, образованных двумя полуформами или полуформой и стержнем (в том числе размеры, выходящие на плоскость разъема отливки или пересекающие ее).
Размеры вида 3 — размеры элементов отливок, образованных тремя и более частями литейной формы, несколькими стержнями или подвижными элементами формы, а также толщины стенок, являющихсязамыкающим звеном двух размеров.
3.4 действительный размер отливки: Действительный размер, измеряемый двухточечным инструментом.
3.5 допуск смещения элемента отливки по плоскости разъема: Разность предельных отклонений положений частей элемента отливки, формируемых в разных полуформах.
3.6 общий допуск элемента отливки: Комплексный допуск, включающий допуск размера от поверхности до базы и независимо назначенные допуски формы и расположения нормируемого участка поверхности.
3.7 шероховатость поверхностей: Совокупность повторяющихся неровностей малой величины (микронеровностей).
Базовой линией для определения параметров шероховатости служит средняя линия микропрофиля поверхности. Приняты обозначения: Ra (мкм) — среднеарифметическое отклонение микропрофиля поверхностей; Rz (мкм) — высота неровностей профиля (по десяти точкам).
3.8 неровностность поверхности: Совокупность повторяющихся неровностей средней величины (мезонеровностей), т.е. неровностей поверхности с шагом, превышающим базовую длину, на которойизмеряют шероховатость данной поверхности.
Базовой линией для определения значений параметров неровностности служит средняя линия профиля поверхности.
Базовая длина для измерения неровностности поверхностей отливок принимается равной 4-10 базовым длинам для измерения шероховатости, но не менее пяти шагов неровностности и не более 100 мм.
Неровностность занимает промежуточное положение между шероховатостью и отклонениями формы поверхности.
3.9 допуск неровностности поверхности отливки: Наибольшая высота мезонеровностей поверхности отливки, т.е. сумма наибольшей высоты выступа и впадины поверхности.
3.10 припуск на обработку: Толщина слоя металла, удаляемая с поверхности отливки при ее обработке в целях обеспечения заданных размеров, формы, расположения, неровностностей и шероховатостиповерхности детали.
3.11 общий припуск: Суммарный припуск на все переходы обработки, соответствующий разности номинальных значений детали и отливки.
3.12 минимальный литейный припуск: Припуск, необходимый для обеспечения заданных требований к качеству (шероховатости, неровностности и бездефектности) поверхности детали и зависящий оттолщины удаляемого при обработке поверхностного слоя, шероховатости и неровностности поверхности отливки. Поверхностные дефекты отливки не должны выходить за пределы минимального литейногоприпуска.
3.13 поверхностный слой отливки (детали): Слой металла с видоизмененными (при формировании или предшествующей обработке) составом, микроструктурой и свойствами, обладающий повышеннымсопротивлением лезвийной обработке.
3.14 технологический напуск: Местное или неравномерное увеличение тела отливки по сравнению с чертежом литой детали с нормативными припусками на обработку, вызванное особенностями литейнойтехнологии. К технологическим напускам относятся: пополнения, обеспечивающие направленную кристаллизацию отливки; пополнения, сглаживающие местные углубления и выступы; пополнения и стяжки, компенсирующие искажение конфигурации отливки под влиянием напряжений, возникающих при охлаждении; непроливаемые отверстия; усадочные ребра; литейные уклоны.
3.15 параметры точности отливки: Обобщенные характеристики точности размеров, поверхностей или отливки в целом.
Параметры точности размеров и поверхностей отливки включают класс точности массы, размеров, степень коробления элемента отливки, степень точности поверхности, а также смещение элемента отливкии ряд припуска поверхности отливки.
Параметры точности отливки в целом включают класс размерной точности, степень коробления, степень точности поверхностей и класс точности массы, а также смещение отливки.
3.16 нормы точности отливки: Требования к уровню значений параметров точности отливки.
Нормы точности устанавливают в зависимости от назначения, конструктивно-технологических особенностей, условий эксплуатации и изготовления отливки.
3.17 вид механической обработки: Механическая обработка (черновая, получистовая, чистовая и тонкая) характеризуется степенью точности и шероховатости обработанной поверхности.
Количество технологических переходов, необходимых для выполнения каждого вида обработки, зависит от условий обработки и конкретных особенностей отливки и обрабатываемой поверхности.
4 Общие положения
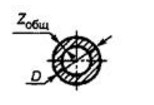
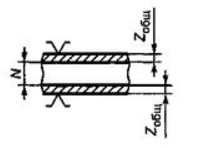
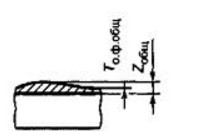
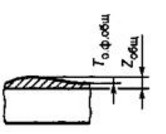
4.1 Номинальный размер отливки следует принимать равным номинальному размеру детали для необрабатываемых поверхностей (рисунок 1) и сумме среднего размера детали и половине общего припускана обработку для обрабатываемых поверхностей при одностороннем припуске (рисунок 2) и двухстороннем припуске (типа тел вращения или взаимно-противоположных поверхностей) (рисунок 3).

Lд — номинальный размер детали; Lо — номинальный размер отливки; LоА — наименьший размер отливки; LоБ — наибольший размер отливки; Тобщ — общий допуск отливки
Рисунок 1

Zобщ — общий припуск; Lд, Lо, LоА, LоБ, Тобщ — см. рисунок 1
Рисунок 2

DА, Dо — номинальный размер детали, отливки; DоА, DоБ — наименьший и наибольший размер отливки; Zобщ, Тобщ — см. рисунки 1, 2
Рисунок 3
4.2 Номинальную массу отливки следует принимать равной массе отливки с номинальными размерами.
Методику определения номинальной массы устанавливают в стандартах предприятий.
4.3 При определении номинальных размеров отливок учитывают технологические напуски.
Технологические напуски устанавливает изготовитель и указывает в чертежах отливки или детали с указанием размера отливки.
4.4 Нормы точности устанавливают на отливку в целом, отдельные ее поверхности и размеры.
4.5 Точность отливки в целом характеризуют классом размерной точности отливки, степенью коробления, степенью точности поверхностей, классом точности массы, допуском смещения.
Обязательному применению подлежат классы размерной точности и точности массы отливки. Использование других показателей точности отливок, а при необходимости и специфические требования кточности литых деталей в зависимости от их назначения и условий эксплуатации регламентируют в стандартах предприятий.
4.6 Нормы точности отливок: классы размерной точности, степень коробления, степень точности поверхностей, классы точности масс, а также ряды припусков на обработку для различных технологических процессов и условий изготовления и обработки отливок приведены в приложениях А-Ж.
На отдельные размеры и поверхности отливок допускается устанавливать более жесткие нормы точности, чем в целом на отливку.
4.7 На чертеже отливки (или чертеже детали с нанесенными размерами отливки) следует указывать измерительные базы (базы разметки) и базы первоначальной обработки поверхностей.
5 Допуски размеров, формы, расположения и неровностей поверхностей отливок
5.1 Допуски линейных размеров отливок, изменяемых и неизменяемых обработкой, должны соответствовать указанным в таблице 1. Для наклонных, конических и фасонных поверхностей, заданных координатами от одной базы или поверхности, допускается устанавливать допуски на номинальное значение наибольшего из размеров.
5.2 Допуски размеров элементов отливки, образованных двумя полуформами или полуформой и стержнем (ВР2), следует устанавливать соответствующими классу размерной точности отливки. Допускиразмеров, образованных одной частью литейной формы или одним стержнем (ВР1), следует устанавливать на 1, 2 класса точнее. Допуски размеров, образованных тремя и более частями литейной формы, несколькими стержнями или подвижными элементами формы, а также допуски толщины стенок, являющиеся замыкающим звеном двух размеров (ВР3), следует устанавливать на 1, 2 класса грубее (рисунок 4).

Размеры вида: ВР1 — d1, d2, Н1, L3; BP2 — D1, D2, L1, L2, b3, b4; ВР3 — h1, h2, h3, b2
Рисунок 4
5.3 Допуски линейных размеров отливок от предварительно обработанной поверхности до литой поверхности должны соответствовать допускам, указанным в таблице 1. Классы ихточности и обозначения на чертежах устанавливают в стандартах предприятий.
5.4 Допуски угловых размеров в пересчете на линейные размеры не должны превышать значения, установленные в таблице 1 для линейных размеров соответствующих классовточности.
5.5 Допуски формы поверхностей отливок (отклонения от прямолинейности, плоскостности, параллельности, перпендикулярности, заданного профиля) в диаметральном выражениидолжны соответствовать указанным в таблице 2.
Допуски формы, приведенные в таблице 2, не учитывают литейные уклоны, назначаемые в соответствии с ГОСТ 3212.
Допуски расположения включают позиционные допуски и допуски смещения.
Позиционный допуск Тпоз при обработке отверстия или бобышки относительно плоских баз 1 и 2 (рисунок 5 а) следует определять вероятностной суммой допусков номинальныхразмеров от баз 1 и 2 до оси обрабатываемого отверстия по следующей формуле
 |
(1) |
Позиционный допуск при обработке внутреннего диаметра относительно внешнего базового диаметра должен соответствовать половине допуска базового диаметра Тпоз = 0,5ТoD.

а — оси отверстия относительно баз механической обработки; б — оси диаметра отверстия dотносительно оси базового диаметра D; То — допуск размера; 1, 2, 3 — базы; А — внутренняя поверхность
Рисунок 5 — Позиционный допуск
5.6 Допуски круглости, соосности, симметричности, пересечения осей, позиционные допуски в диаметральном выражении не должны превышать допуски наразмеры, установленные в таблице 1.
5.7 Допуск смещения по плоскости разъема равен разности между предельными отклонениями положений частей отливки, формируемых в разных полуформах (рисунок 6).

Dmax, Dmin — максимальный и минимальный диаметры отливки из-за смещения; Тсм — допуск смещения; МФ — плоскость разъема
Рисунок 6 — Смещение по плоскости разъема отливки
Допуск смещения отливки по плоскости разъема в диаметральном выражении устанавливают по таблице 1 на уровне класса размерной точности отливки пономинальному размеру наиболее тонкой из стенок отливки, выходящих на разъем или пересекающих его.
5.8 Допуск смещения, вызванный перекосом стержня, следует устанавливать в диаметральном выражении по таблице 1 на 1, 2 класса точнее класса размернойточности отливки, по номинальному размеру наиболее тонкой из стенок отливки, формируемых с участием стержня.
5.9 Общие допуски элементов поверхности отливок учитывают совместное влияние допуска размера от поверхности до базы, допусков формы обрабатываемой ибазовой поверхностей, а также допусков расположения. При определении общего допуска элемента поверхности отливки по таблице И.1 приложения И, составляющие величин допусков следует расположить в порядке их убывания согласно рисунку 7. Значения допусков Т1 и Т2 следует находить в первой и второйграфах таблицы И.1, в третьей графе находят промежуточные результаты То1… То3 и окончательный общий допуск Тобщ.

Рисунок 7
5.10 Допуски неровностностей поверхностей отливок должны соответствовать указанным в таблице 3.
5.11 Для обрабатываемых поверхностей отливок установлено симметричное расположение полей допусков, для необрабатываемых поверхностей допускаетсясимметричное и асимметричное (частично или полностью) расположение полей допусков размеров, формы и расположения.
Установлено симметричное расположение полей допусков неровностностей поверхностей отливок.
Таблица 1 — Допуски линейных размеров отливок
В миллиметрах

Таблица 2 — Допуски формы поверхностей отливок
В миллиметрах

Таблица 3 — Допуски неровностности поверхности отливки

6 Допуски массы отливок
6.1 Допуски массы отливок должны соответствовать указанным в таблице 4.
6.2 Установлено симметричное расположение поля допуска массы относительно номинальной массы.
Таблица 4 — Допуски массы отливок

Продолжение таблицы 4

7 Припуски на обработку отливок
7.1 Припуски на обработку (на сторону) назначают дифференцированно на каждую обрабатываемую поверхность отливки с учетом общего допуска и ряда припуска. Ряд припускаследует определять по таблице Е.1 (приложение Е).
7.1.1 Минимальный литейный припуск на обработку поверхности отливки следует определять в соответствии с таблицей 5 для устранения неровностей и дефектов литойповерхности и уменьшения шероховатости поверхности при отсутствии необходимости повышения точности размеров, формы и расположения обрабатываемой поверхности.
Таблица 5 — Минимальный литейный припуск

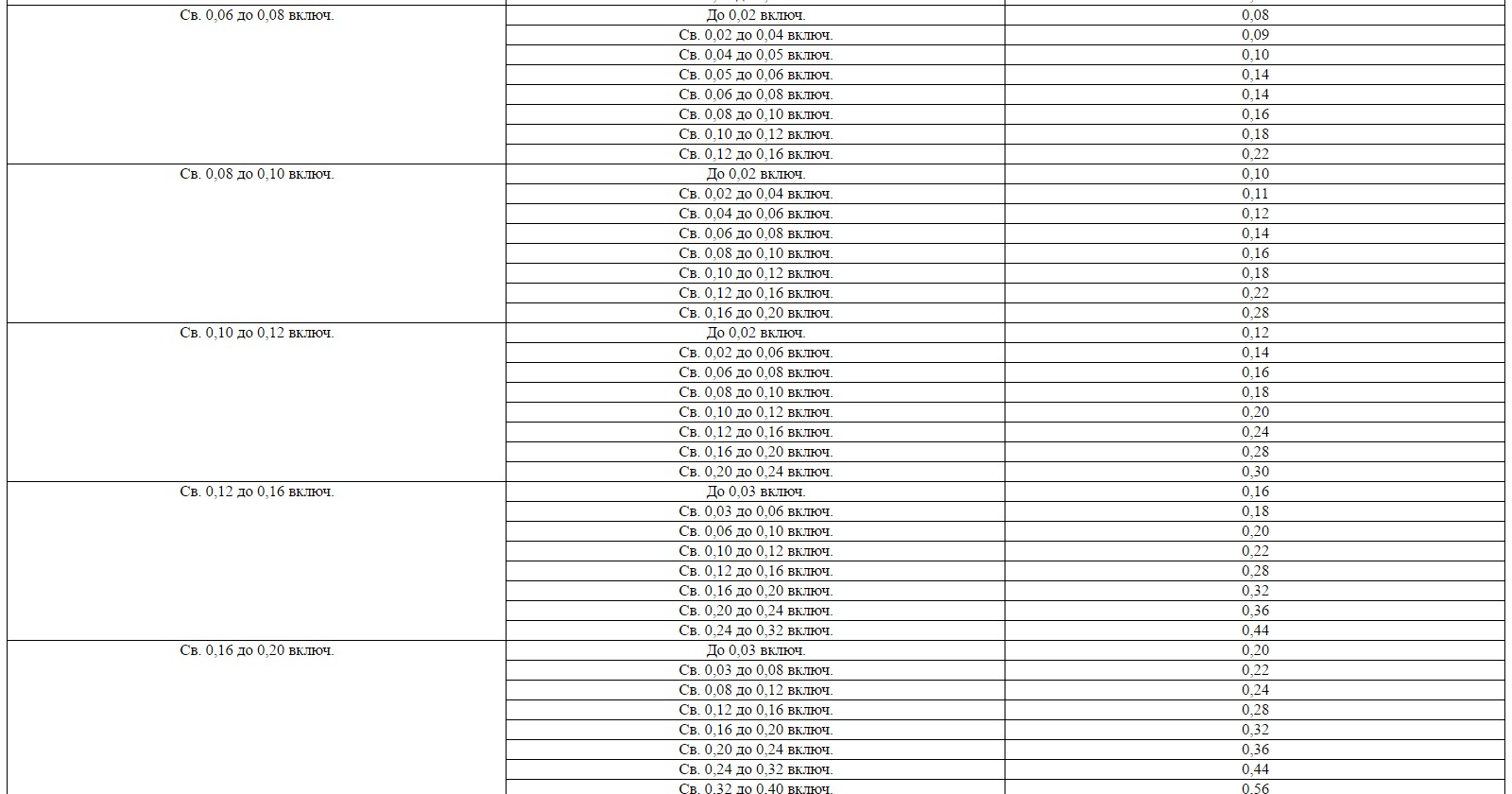
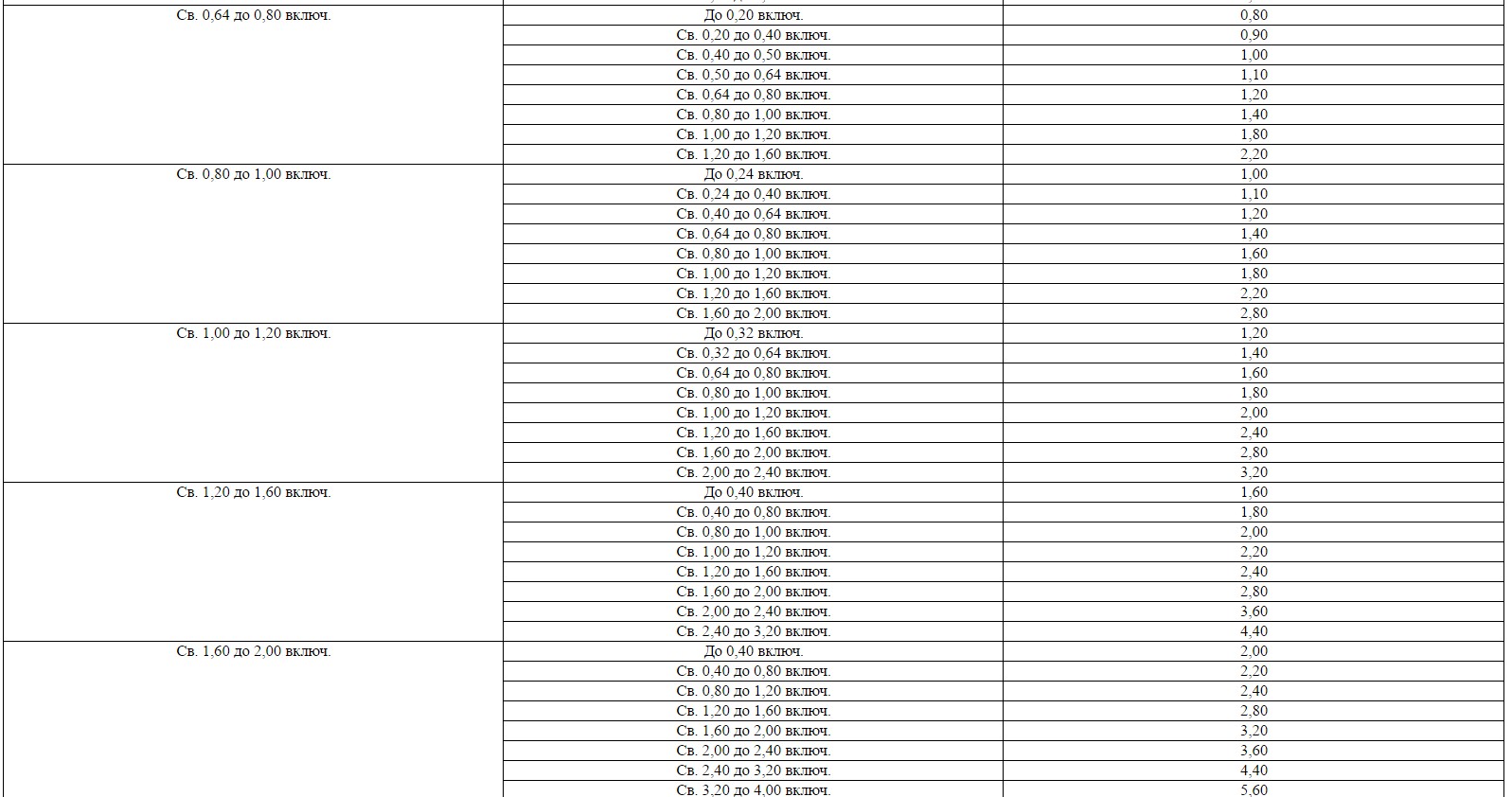
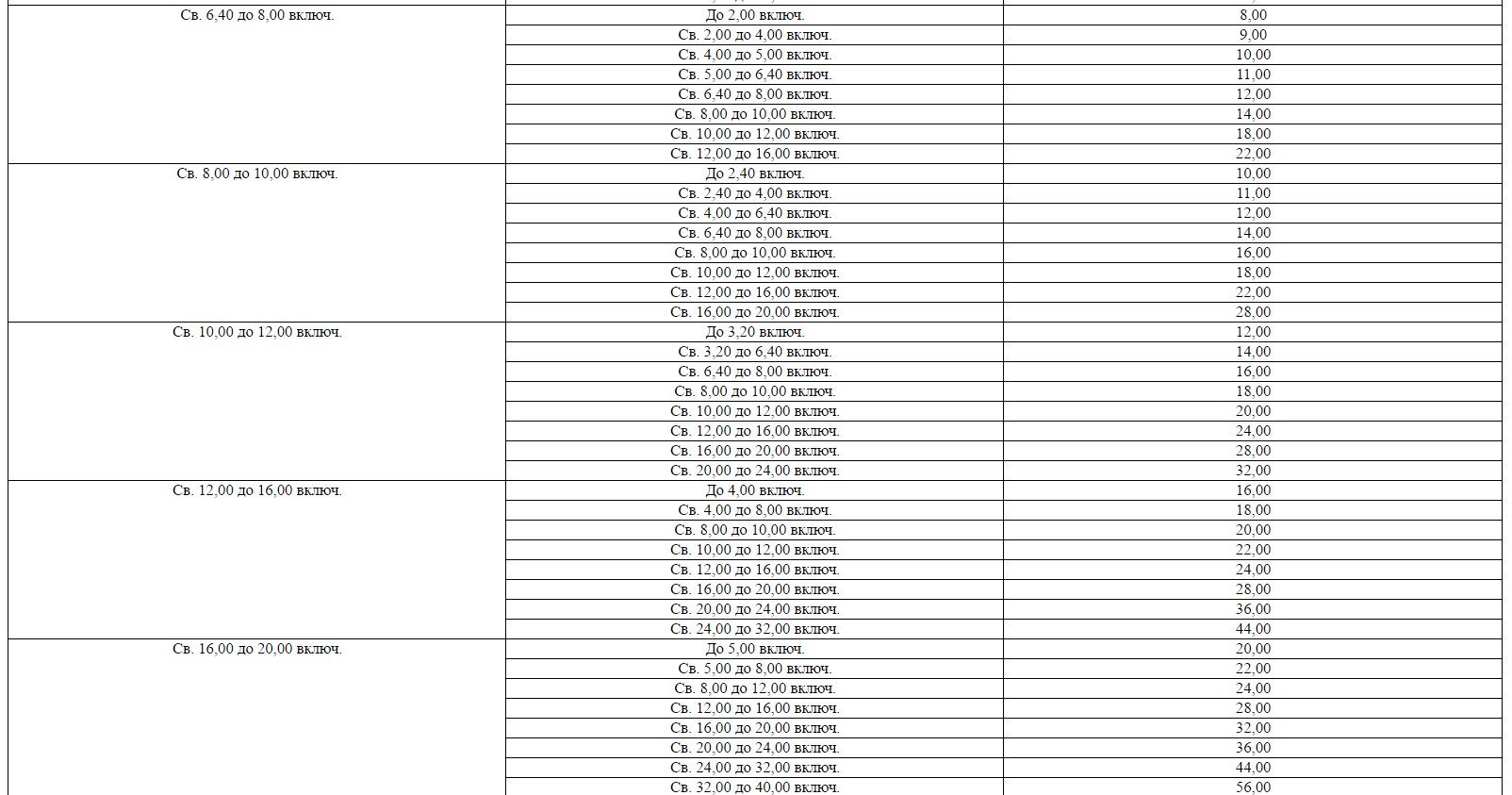
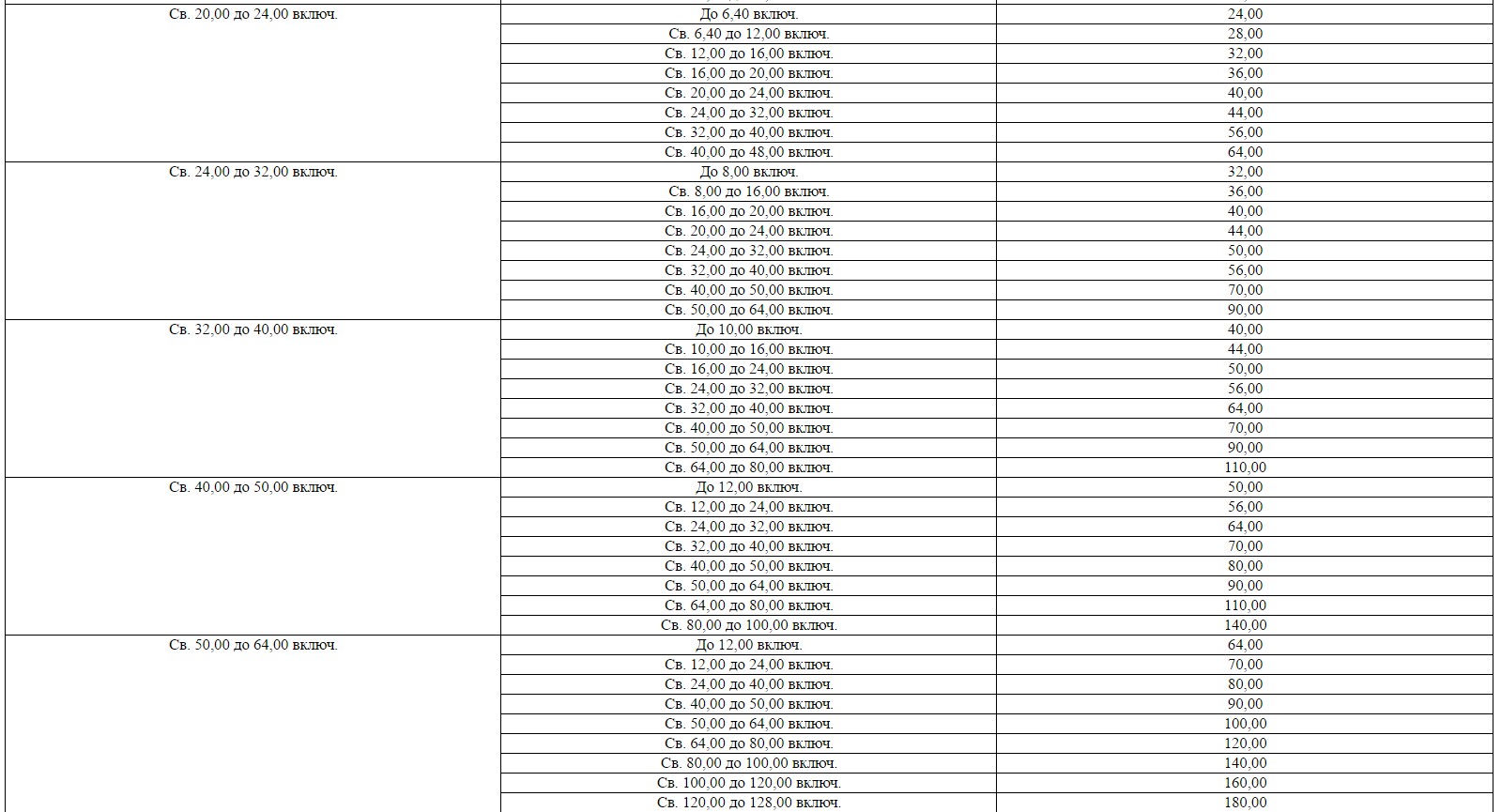
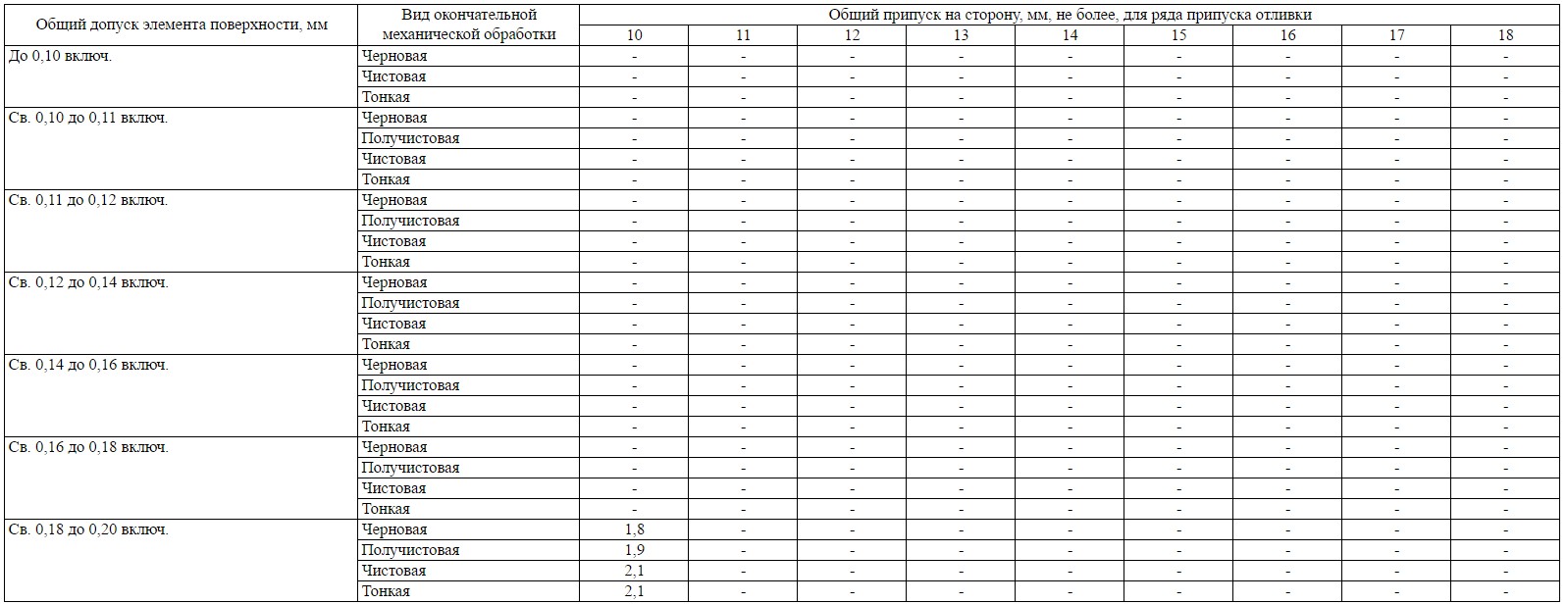
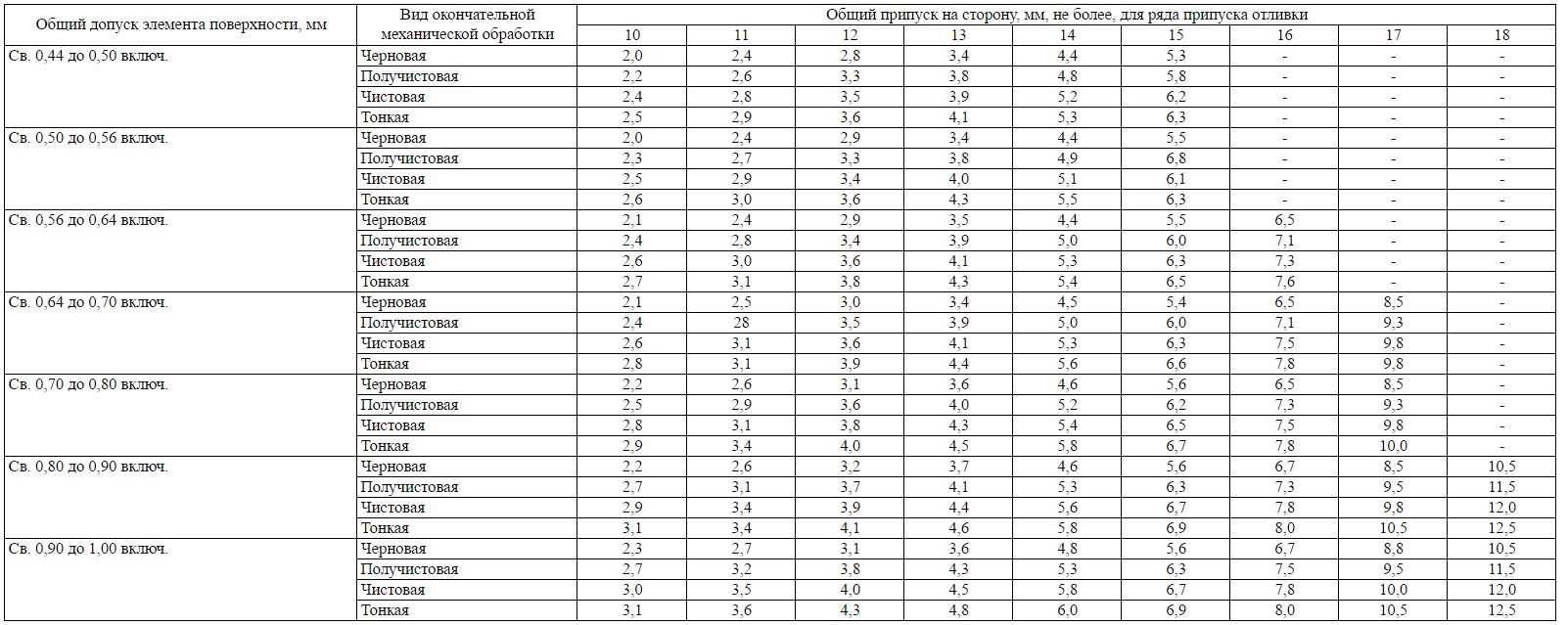
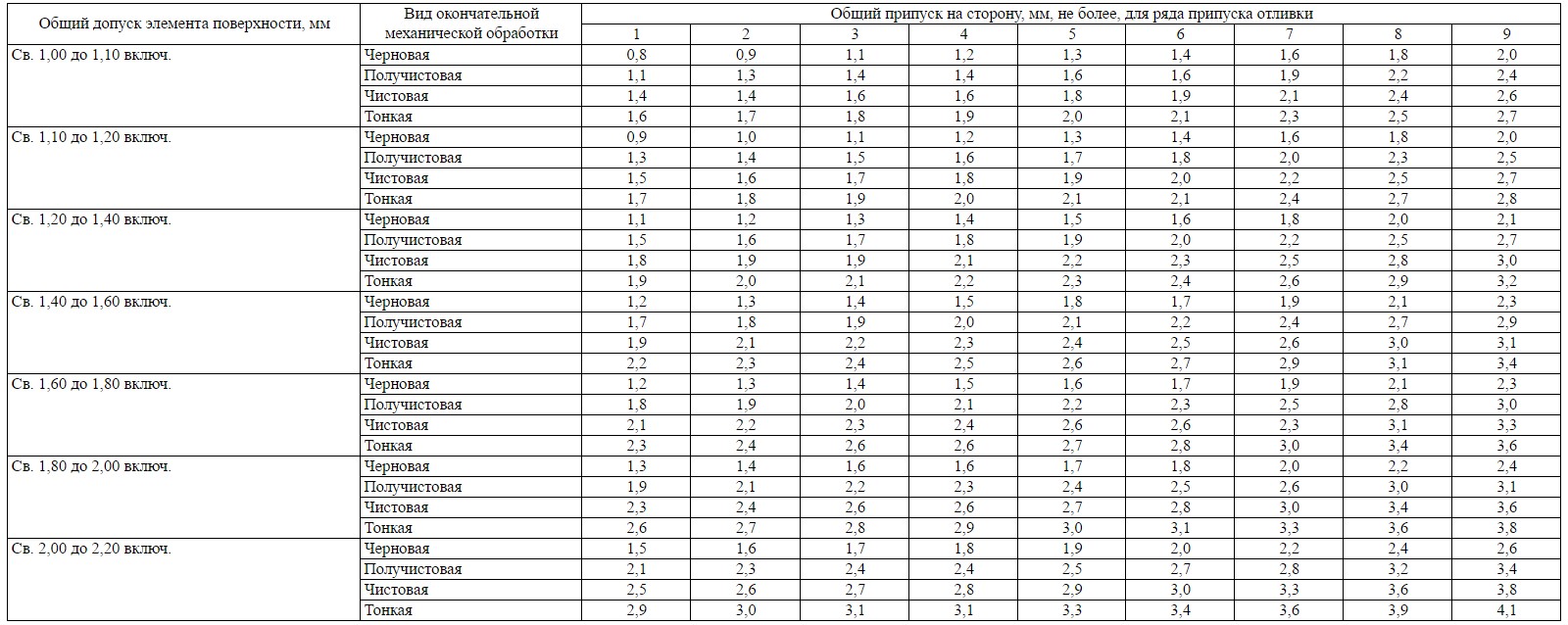
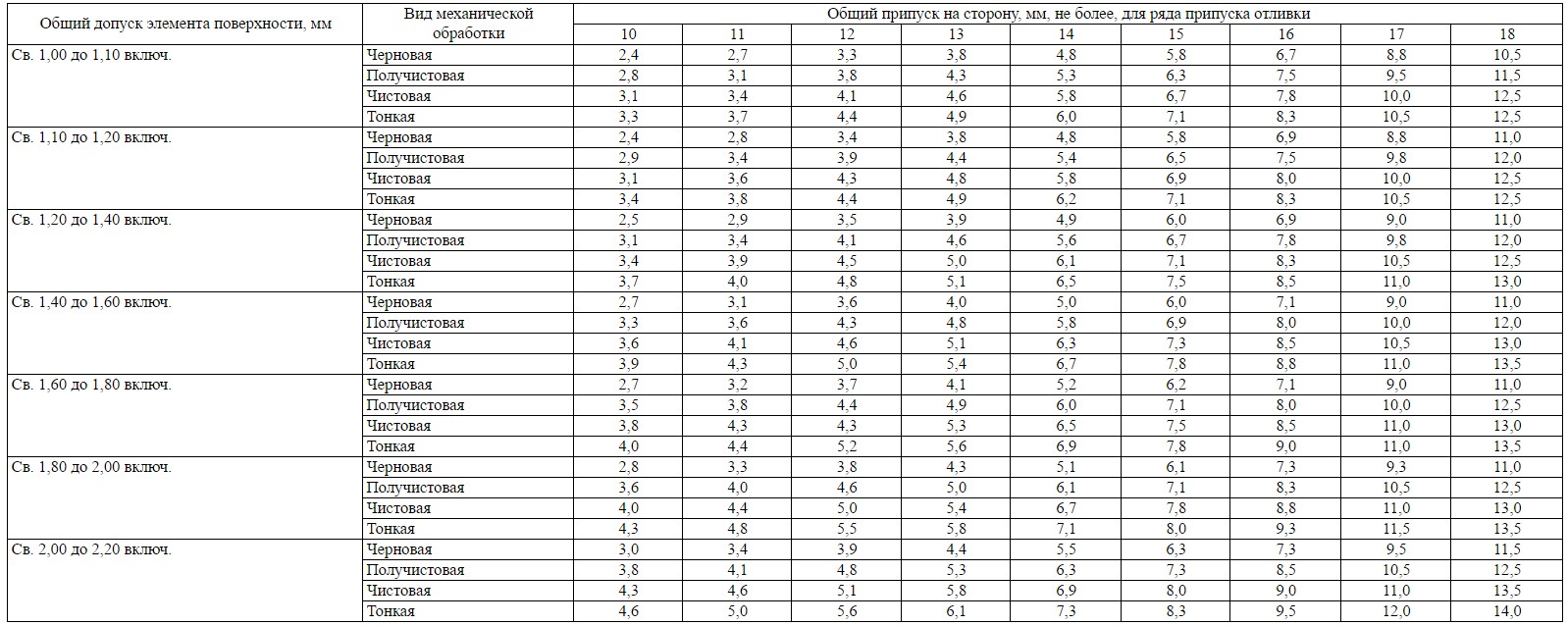
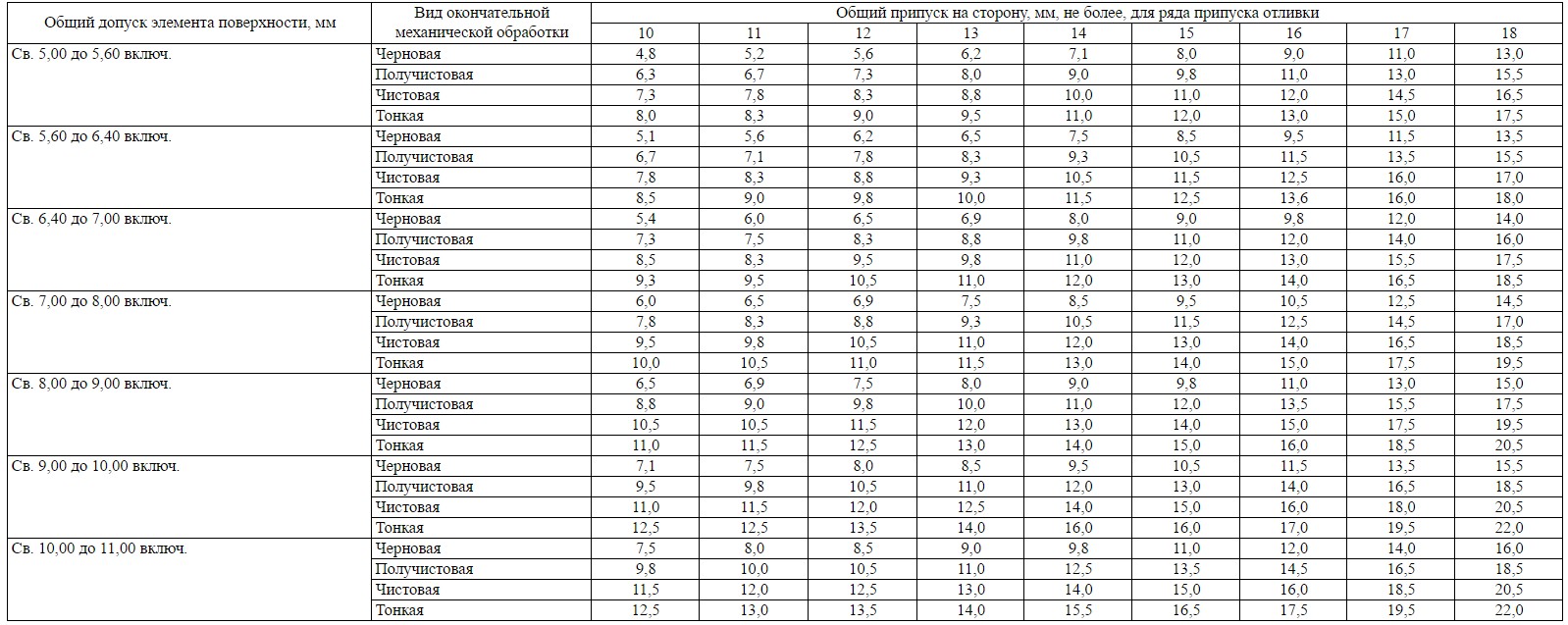
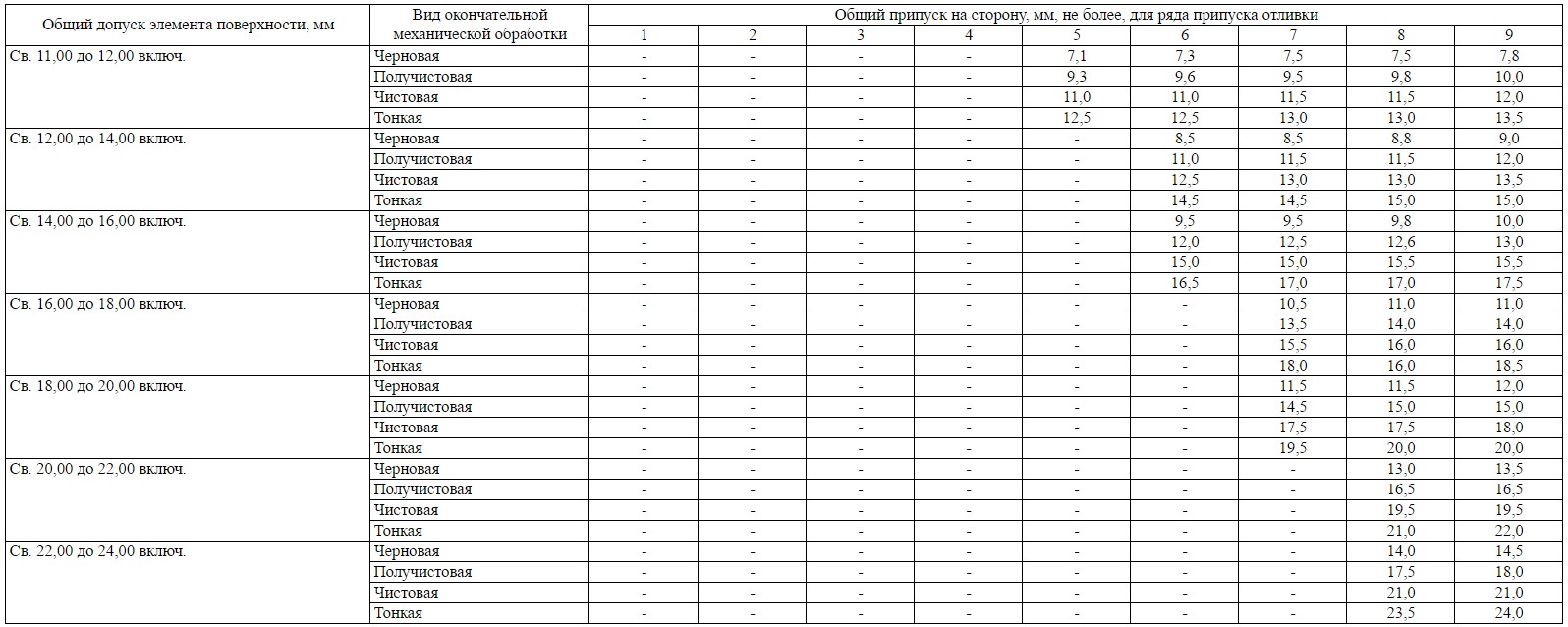
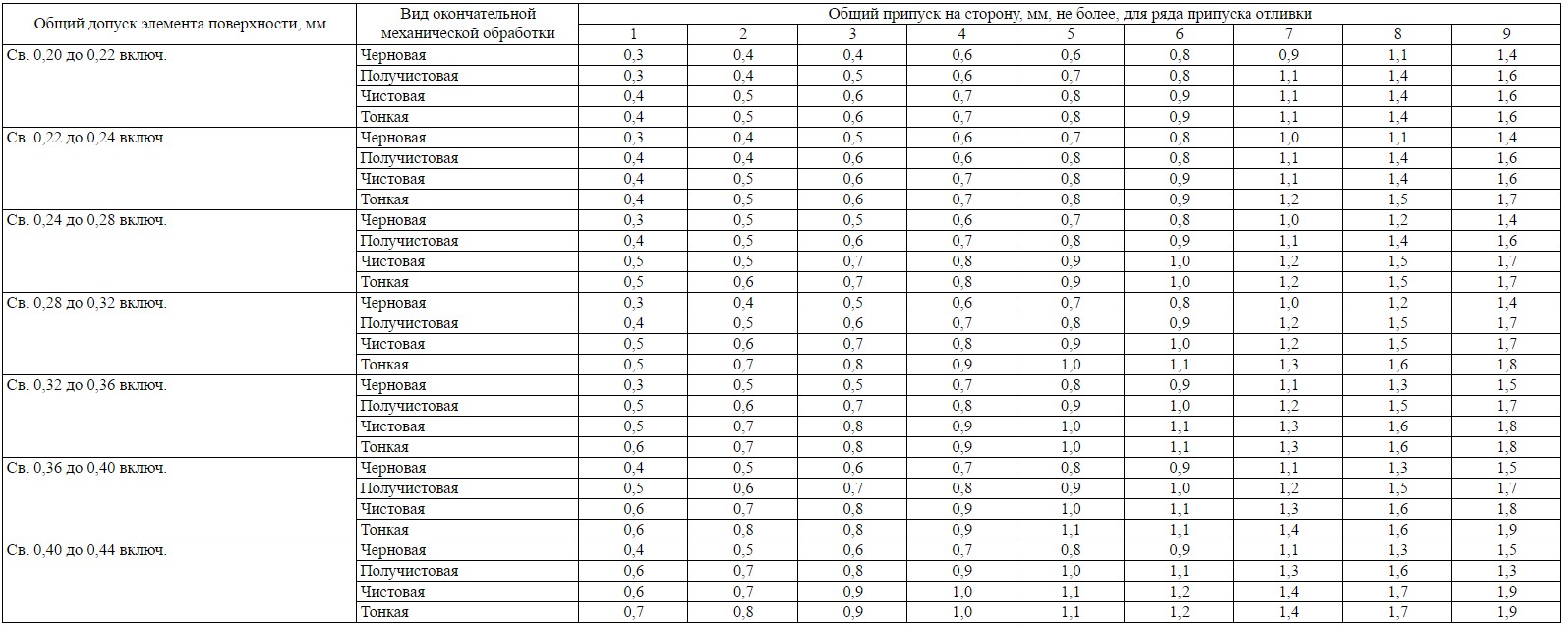
7.1.2 Общий припуск следует назначать в соответствии с таблицей 6 для устранения погрешностей размеров, формы и расположения неровностей и дефектов обрабатываемойповерхности, формирующихся при изготовлении отливки и последовательных переходах ее обработки, в целях повышения точности обрабатываемого элемента отливки.
Таблица 6 — Общий припуск поверхности отливки

Продолжение таблицы 6
Продолжение таблицы 6

Продолжение таблицы 6

Продолжение таблицы 6

Продолжение таблицы 6
Продолжение таблицы 6
Продолжение таблицы 6
Продолжение таблицы 6

Продолжение таблицы 6

Продолжение таблицы 6

Продолжение таблицы 6
Продолжение таблицы 6
Продолжение таблицы 6

Продолжение таблицы 6

Продолжение таблицы 6

Продолжение таблицы 6

Окончание таблицы 6
7.2 Общие припуски следует назначать по полным значениям общих допусков во всех случаях, кроме оговоренных в 7.2.1 и 7.2.2 (рисунок 8 а).
7.2.1 Общие припуски на поверхности вращения и противоположные поверхности, используемые в качестве взаимных баз при их обработке, назначают по половинным значениям общих допусков отливки на соответствующие диаметры или расстояния между противоположными поверхностями отливки (рисунок 8 б, в).
7.2.2 При индивидуальной обработке отливок с установкой их с выверкой обрабатываемой поверхности относительно номинальной поверхности припуски назначают по половинным значениям допуска формы обрабатываемой поверхности при односторонних отклонениях формы поверхности относительно номинальной и полному допуску формы и расположения при двусторонних отклонениях формы обрабатываемой поверхности относительно номинальной поверхности отливки (рисунок 8 г).

а — Односторонняя обработка от базы
б — Обработка отливок типа тел вращения
в — Обработка взаимообрабатываемых поверхностей
г — Обработка поверхности, направление прогиба которой заранее не известно
д — Обработка поверхности, направление прогиба которой заранее известно
Рисунок 8
7.3 Общий допуск при назначении припуска определяют на размеры от обрабатываемой поверхности до базы обработки, при этом допуски размеров отливки, изменяемыхобработкой, следует определять по номинальным размерам детали.
7.4 При ненормированных требованиях к точности формы обрабатываемых поверхностей отливки общие припуски устанавливают согласно 7.2 по допускам размеров отливки отобрабатываемой поверхности до базы обработки.
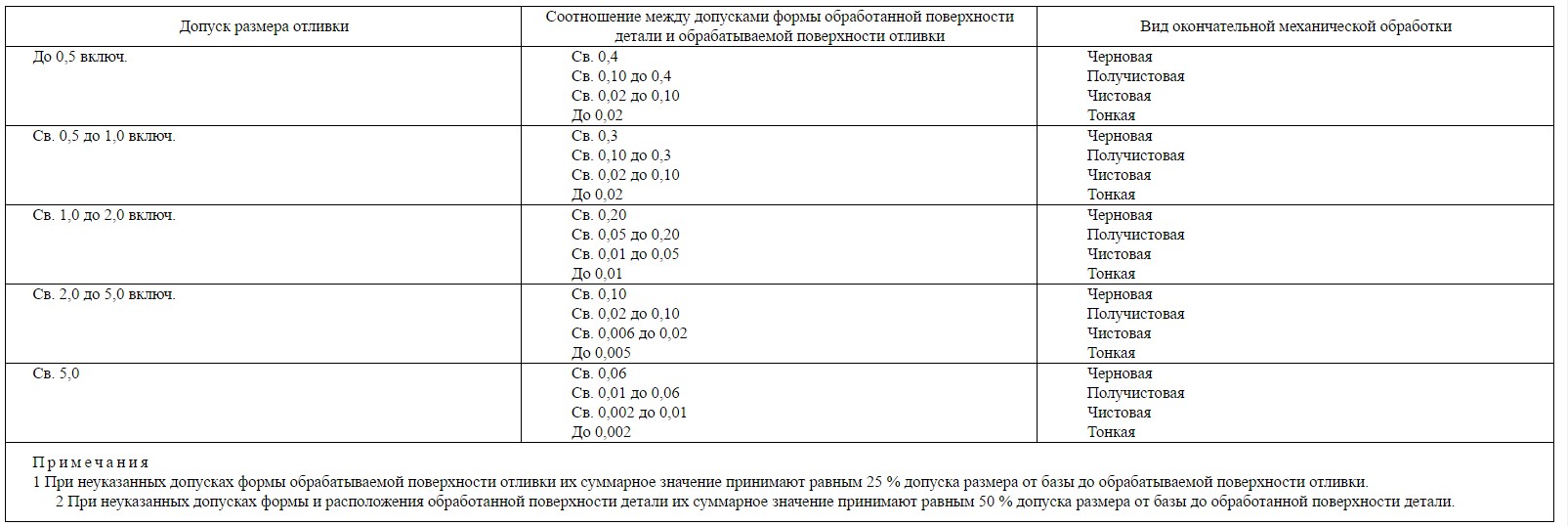
7.5 Значения общего припуска для каждого интервала общих допусков, расположенные в разных строках таблицы 6 и соответствующие черновой, получистовой, чистовой и тонкойобработке, выбирают в зависимости от соотношений между требуемой точностью обработанной поверхности детали и исходной точностью поверхности отливки, приведенных втаблице 7 для погрешностей размеров и в таблице 8 для погрешностей формы и расположения поверхностей детали и отливки; окончательно следует принимать значение припуска, соответствующее более точной обработке.
Таблица 7 — Вид окончательной механической обработки (допуски размеров)
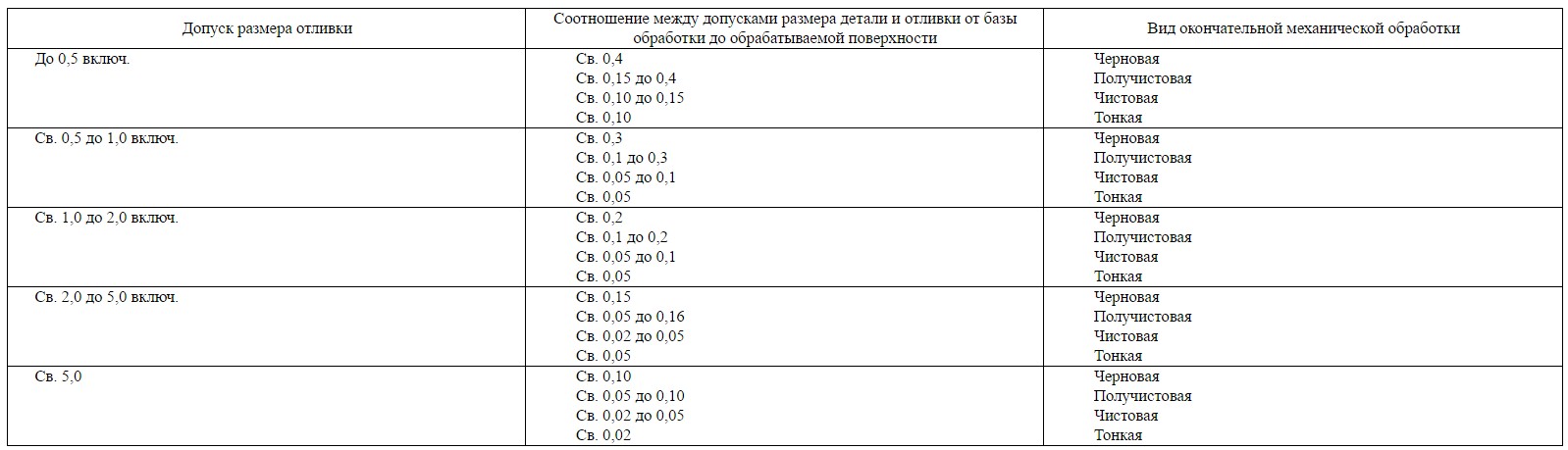
Таблица 8 — Вид окончательной механической обработки (допуски формы)
7.6 В таблице 6 приведены общие припуски для отливок, обрабатываемых при среднем уровне точности обработки.
В зависимости от технического уровня технологии механической обработки следует назначать увеличенные или уменьшенные значения припусков согласно таблице Е.1 (приложениеЕ).
7.7 Для отливок мелкосерийного и единичного производства допускается назначать увеличенные значения припусков, соответствующие интервалам общих допусков, расположенным в таблице 6 соответственно на 1 и 2 строки ниже интервала действительного допуска.
7.8 Значения припусков, приведенных в таблице 6, являются предельными для установленных норм точности отливки. Допускается, по согласованию потребителя и изготовителя, назначать уменьшенные значения припусков по сравнению с приведенными в таблице 6. При необходимости назначать на отдельные поверхности отливки увеличенные значенияприпусков следует уточнить соответствующие нормы точности обрабатываемой поверхности: степень точности поверхности, класс точности размера от базы или степень коробленияповерхности.
7.9 В отдельных специальных случаях технологического процесса обработки отливок (многостадийной обработки с промежуточной термообработкой или промежуточной сборкойзаготовок) допускается назначать увеличенные общие припуски по сравнению с приведенными в таблице 6. Соответствующий регламент устанавливают в стандартах предприятий.
7.10 Допускается в стандартах предприятий для отдельных групп отливок устанавливать упрощенные способы назначения припусков на обработку при условии, что их значения небудут превышать соответствующих значений припусков, установленных настоящим стандартом.
8 Обозначение точности отливок
8.1 В технических требованиях чертежа отливки или детали с нанесенными размерами отливки должны быть указаны нормы точности отливки. Их приводят в следующем порядке: класс размерной точности, степень коробления, степень точности поверхностей, класс точности массы и допуск смещения отливки.
Пример условного обозначения точности отливки 8-го класса размерной точности, 5-й степени коробления, 4-й степени точности поверхностей, 7-го классаточности массы с допуском смещения 0,8 мм:
Точность отливки 8—5—4—7 см 0,8 ГОСТ Р 53464—2009
Ненормируемые показатели точности отливок заменяют нулями, а обозначение смещения опускают. Например:
Точность отливки 8—0—0—7 ГОСТ Р 53464—2009
В технических требованиях чертежей литой детали допускается указывать сокращенную номенклатуру норм точности отливки, при этом указание классов размерной точности массыотливки является обязательным. Например:
Точность отливки 8—0—0—7 см 0,8 ГОСТ Р 53464—2009
8.2 В технических требованиях чертежа отливки или детали с нанесенными размерами отливки должны быть указаны в приведенном ниже порядке значения номинальных массдетали, припусков на обработку, технологических напусков и массы отливки.
Пример обозначения номинальных масс, равных: для детали — 20,35 кг, для припусков на обработку — 3,15 кг, для технологических напусков — 1,35 кг, для отливки — 24,85 кг:
Масса 20,35—3,15—1,35—24,85 ГОСТ Р 53464—2009
Для необрабатываемых отливок или при отсутствии технологических напусков соответствующие величины обозначают «0». Например:
Масса 20,35—0—1,35—20,70 ГОСТ Р 53464—2009
или
Масса 20,35—0—0—20,35 ГОСТ Р 53464—2009
В технических требованиях чертежа литой детали указывают только массу детали.
8.3 Несимметричное расположение поля допуска отливки обозначают путем размещения предельных отклонений непосредственно с размером, при симметричном расположенииполя допуска предельные отклонения с размером допускается не указывать.
8.4 При требованиях к точности отдельных размеров отливки, отличающихся от обозначенных общей надписью, следует указывать их предельные отклонения.
8.5 При требованиях к точности формы и расположения отдельных поверхностей отливки, отличающихся от обозначенных общей надписью, допуски формы и расположения этихповерхностей следует указывать в соответствии с ГОСТ 2.308.
8.6 Припуски обозначают в чертежах в соответствии с ГОСТ 3.1125. Припуски на обработку и технологические напуски обозначают на чертежах раздельно.
9 Контроль точности отливок
9.1 Виды (сплошной, выборочный и т.п.) и методы контроля, точностные параметры, проверяемые (сдаточные) размеры и номенклатуру контролируемых допусков и припусковотливок устанавливают в отраслевой научно-технической документации или на чертеже отливки или детали с нанесенными размерами отливки. Контролируемые размерырекомендуется указывать от баз.
9.2 В чертеже отливки или детали с нанесенными размерами отливки следует контролировать соответствие назначенных допусков нормам точности отливки, припусков на обработку- значениям допусков и норм точности отливки.
9.3 Соответствие отливки заданному классу размерной точности следует определять по сдаточному размеру с классом точности с наибольшим отклонением от заданного для негокласса. Классы точности размеров видов 1 и 3 приводят к классу точности размеров вида 2.
9.4 Соответствие поверхности отливки заданной степени точности определяют по высоте неровностности (таблица 3) и шероховатости поверхности (таблица 12, приложение Г), принесовпадении найденных оценок принимают большую из них. Соответствие отливки заданной степени точности поверхностей отливки в целом следует определять по наиболее грубой из поверхностей с пересчетом оценок верхних при заливке поверхностей к боковым.
9.5 Соответствие отливки заданной степени коробления следует определять по элементу отливки с наибольшей степенью коробления.
9.6 Соответствие отливки заданному классу точности массы следует определять по величине действительной массы отливки.
9.7 Допускается в отдельных случаях по согласованию изготовителя и потребителя использование отливок с точностными характеристиками, отклоняющимися от указанных начертеже. В этом случае действительная точность отливки подлежит определению и указанию в технической документации.
Приложение А
(рекомендуемое)
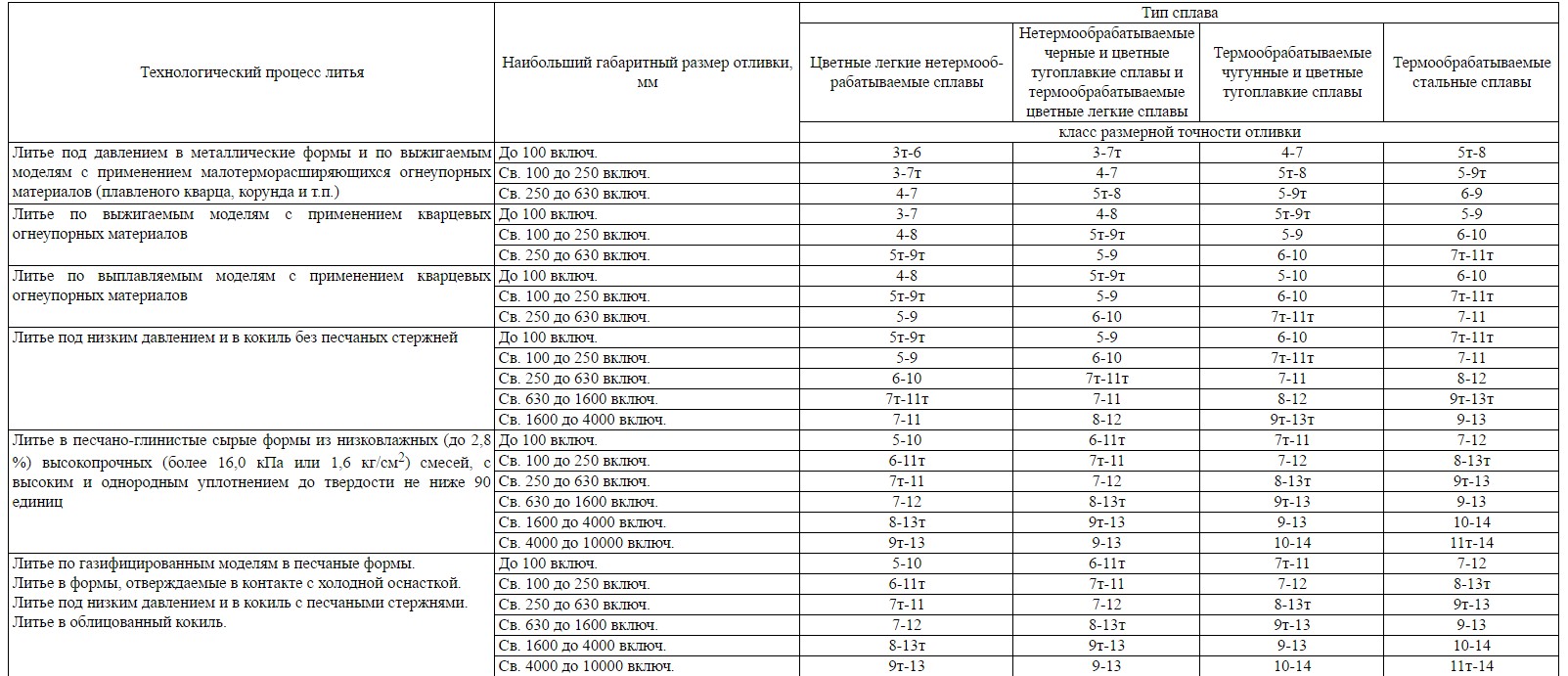
Классы размерной точности отливок
Таблица А.1

Приложение Б
(рекомендуемое)
Степени коробления элементов отливок
Таблица Б.1

Приложение В
(рекомендуемое)
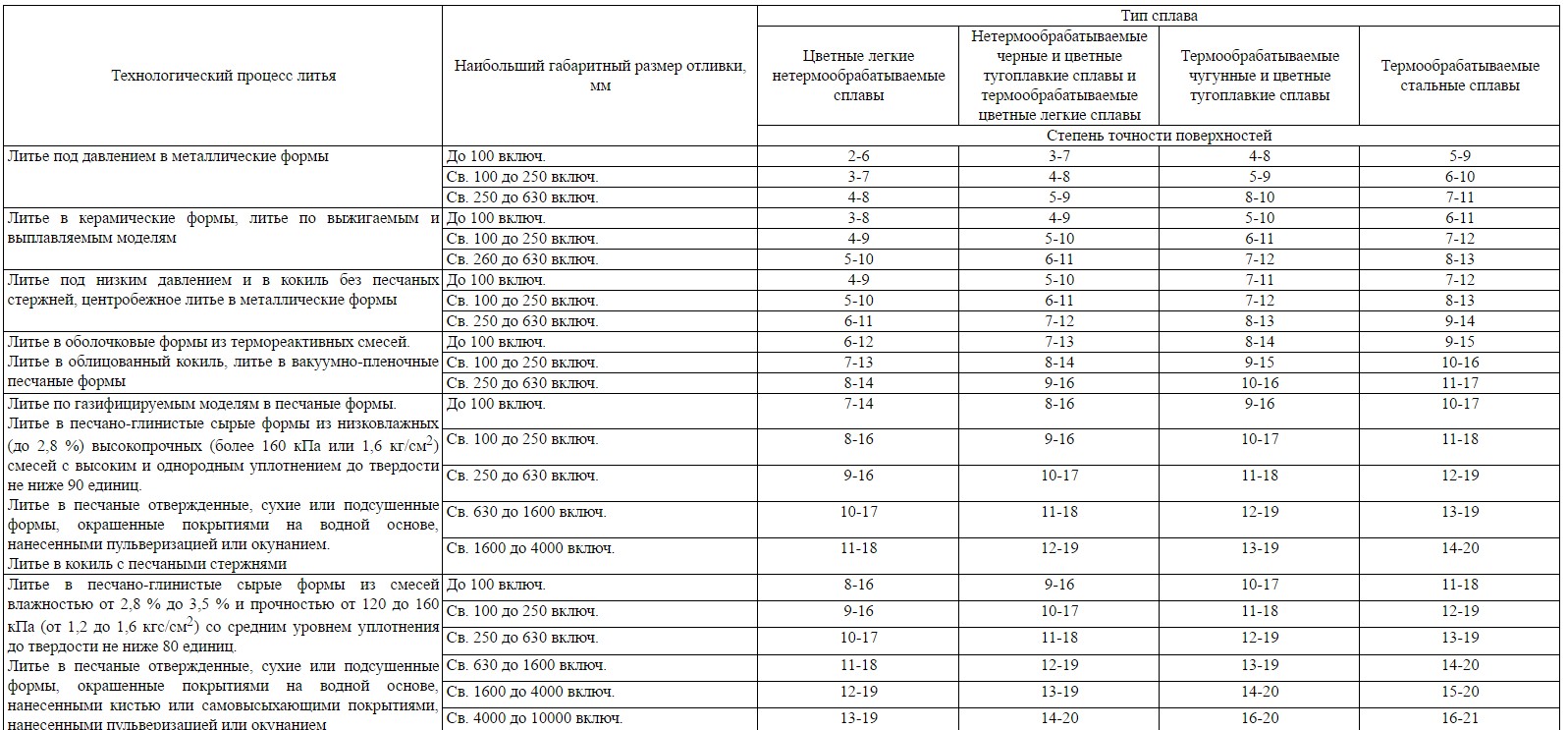
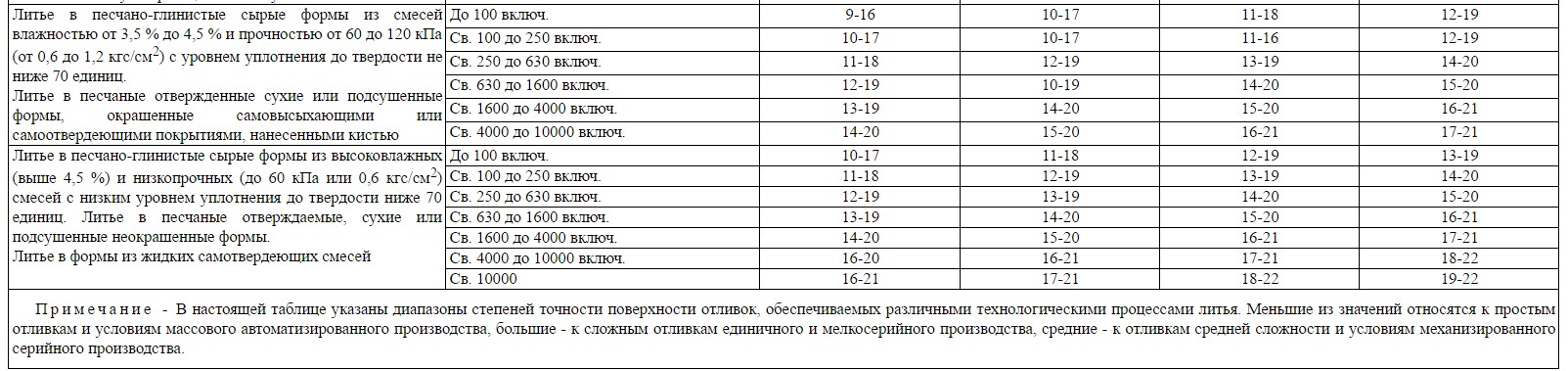
Степени точности поверхностей отливок
Таблица В.1
Приложение Г
(справочное)
Шероховатость поверхностей отливок
Соответствие между шероховатостью и степенями точности поверхностей отливок представлено в таблице Г.1.
Таблица Г.1

Приложение Д
(рекомендуемое)
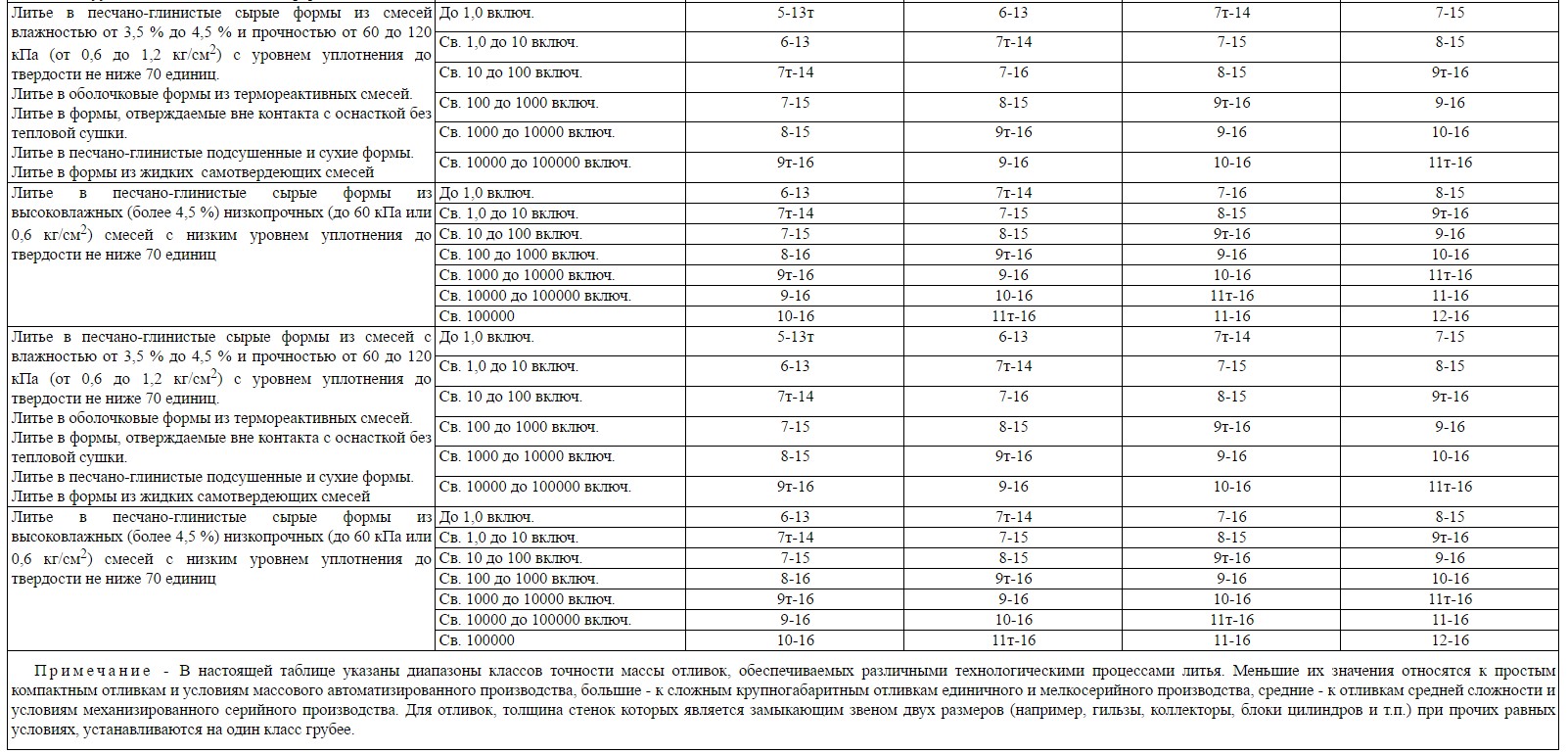
Классы точности массы отливок
Таблица Д.1

Приложение Е
(рекомендуемое)
Ряды припусков на обработку отливок
Таблица Е.1

Приложение Ж
(обязательное)
Точность обработки и припуски отливок
Уровень точности обработки, достигаемый в зависимости от технического уровня технологии механообработки, приведен в таблице Ж.1.
Таблица Ж.1

Приложение И
(обязательное)
Общие допуски элементов отливок
Таблица И.1
В миллиметрах