А.Д. Бусби (Ashland Casting Solutions, Киддерминстер, Вустер, Великобритания), Дж.Дж. Арчибальд (Ashland Casting Solutions, Дублин, Огайо, США)
Отливки повышенной точности, изготовленные в песчаных формах1 – термин, означающий получение отливок высокой размерной точности с тонкими стенками при использовании химически связанных песчаных форм. Первоначально таким способом изготавливали отливки из цветных сплавов в качестве альтернативы литью в кокиль с песчаными стержнями – полупостоянную форму (ППФ) и песчано-глинистую форму (ПГФ).
В современном литейном производстве для изготовления стержней и форм широко используется технология cold-box, когда песчано-смоляная смесь отверждается при продувке газом-катализатором. Недавние достижения в сфере автоматизированного проектирования оснастки для cold-box позволяют применять всё более научно обоснованный подход к проектированию оснастки для получения отливок повышенной точности в песчаных формах [1]. Это способствует развитию технологии формовки, с применением которой возможно получение отливок повышенной точности (ФОПТ) из цветных и чёрных сплавов.
Один из главных факторов, влияющих на рост популярности ФОПТ – возможность высокой степени автоматизации при сборке форм, что приводит к снижению себестоимости продукции, увеличению скорости производства. Другое достоинство процесса состоит в возможности успешного применения новых технических достижений в области термообработки отливок с использованием кипящего слоя, причём процесс термообработки удаётся совместить с одновременной термической регенерацией песчано-смоляной смеси. В рамках всё возрастающих требований к охране окружающей среды, роста дороговизны утилизации песка и необходимости снижения энергопотребления автоматизация процесса формовки и новые способы термообработки могут позволить существенно снизить затраты на производство и уменьшить отрицательное влияние на окружающую среду.
ВВЕДЕНИЕ
Термин «отливки повышенной точности, изготовленные в песчаных формах» был введён в работе [2] и подразумевает использование такой технологии изготовления литейных форм и стержней, при которой:
1. форма и стержни песчаные, химически отверждаемые, что позволяет обеспечить размерную точность;
2. модельная оснастка точных размеров, причём обеспечена размерная стабильность при длительном её использовании;
3. появляется возможность изготавливать отливки с высокими точностными характеристиками и более тонкой стенкой, нежели позволяют другие «конкурирующие» технологии.
Песчаные формы довольно часто изготавливают с применением фенольно-уретановых no-bake связующих. Для таких форм характерна высокая размерная точность и хорошие механические свойства. В редких случаях используют такие технологии, в которых отверждение форм происходит при воздействии газообразными реагентами (парами). Обычно в таком способе формообразования (cold-box) применяют фенольно-уретановые связующие, отверждаемые парами третичных аминов, например, триэтиламина. Использование связующих, отверждаемых газообразными реагентами, позволяет достичь даже более высоких механических свойств и размерной точности, а также обеспечивает гораздо более высокую скорость производства форм. Технологии cold-box находят основное применение при изготовлении стержней.
Фенольно-уретановые связующие, отверждаемые парами амина, были изобретены 40 лет назад [3] и в своё время произвели революцию в технологии изготовления стержней. Для высокопроизводительных литейных заводов, получающих отливки в песчано-глинистые формы, фенольно-уретановый cold-box стал одним из основных способов производства стержней. Использование же ФОПТ при получении отливок из цветных сплавов стало альтернативой применения более традиционных способов литья, таких как в песчано-глинистую и полупостоянную форму.
В настоящей статье освещаются возможности применения ФОПТ для серийного и крупносерийного производства отливок из цветных и чёрных сплавов, а также показаны преимущества в сравнении с более традиционными способами изготовления отливок.
ТЕХНИКА ФОПТ
ФОПТ предполагает изготовление формы с использованием отверждаемых при продувке смоляных связующих систем, в большинстве случаев применяется фенольно-уретановый cold-box процесс. Три основных метода получения формы при ФОПТ показаны на рис. 1.

Рис. 1. Формы для точного литья: формовка в стержнях (а); обычная формовка, стандартные верхняя и нижняя полуформы (б); стопочная формовка (в)
Формовка в стержнях (рис. 1, а) обычно применяется для изготовления наиболее сложных форм. Дополнительное преимущество перед обычными способами формовки состоит в возможности зачастую сэкономить песчаную смесь. Формовку в стержнях используют если изготовление формы в любом случае связано с установкой и сборкой большого количества стержней и обращение к более сложному способу формовки не повлечет поэтому существенного увеличения временных затрат. Хорошим примером является форма для изготовления головки блока цилиндров автомобильного двигателя (рис. 2). Альтернативными способами получения отливки является литьё в ППФ для случаев заливки алюминиевого сплава и литьё в ПГФ в случае заливки чугуна.

Рис. 2. Форма для заливки головки блока цилиндров из алюминиевого сплава, изготовленная по технологии формовки в стержнях (а); верхний стержень (б) (предоставлено Powertrain Ltd.)
«Обычный» способ формовки (рис. 1, б) в случае ФОПТ лучше применять, когда не требуется сложной сборки стержней и не будет ощутимого преимущества от стопочной формовки. Хороший пример успешного применения такого способа формовки – производство небольших теплообменников для бытовых газовых бойлеров. Альтернативным способом изготовления может быть заливка в песчано-глинистую форму.
Стопочная формовка – весьма удачная техника изготовления формы способом ФОПТ (рис. 1, в), поскольку позволяет максимально увеличить производительность, получая, практически, сразу две формы вместо одной, и минимизировать отношение расхода смеси к расходу металла, что позволяет снизить себестоимость. Недостаток стопочной формовки – возможность получать отливки лишь с невысоким профилем. Хороший пример применения стопочной формовки – изготовление форм для литья стальных износостойкие детали, таких как шары для размола или чугунные вентилируемые диски роторного тормоза. Некоторые чугунные теплообменники производятся также с применением стопочной формовки (рис. 3). Зерновая основа показанных на рис. 3 форм – термически регенерированный песок, стержней – термически регенерированный песок с добавкой оксида железа. Соотношение объёма смеси и металла в собранной форме почти 1:1.

Рис. 3. Собранные формы (ФОПТ) для литья чугунных теплообменников, изготовленные методом стопочной формовки (предоставлено Ideal Boilers Ltd.)
ПОЧЕМУ СТОИТ ПРИМЕНЯТЬ ФОПТ?
ФОПТ зачастую гораздо более выгодна с экономической и технической точки зрения, нежели более традиционные способы формовки. Литейные производства во всём мире в своё время вкладывали огромные средства в песчано-глинистую формовку (литьё чёрных металлов) и литьё в ППФ (цветное литьё), считая использование соответствующих форм предпочтительным способом получения отливок, требующих установки большого количества стержней, и не стремились бы что-то здесь изменить, если бы не было убедительных доводов в пользу ФОПТ. По утверждениям из различных источников, в большинстве случаев доводы в защиту ФОПТ следующие:
1. снижение капиталовложений при освоении новой продукции и оборудования;
2. снижение трудозатрат как на существующие, так и новые производственные процессы;
3. снижение вреда окружающей среде, затрат на охрану окружающей среды;
4. ряд других преимуществ, приводящих к существенной экономии, например, снижение массы форм, снижение потребности в механической обработке, благодаря повышению размерной точности форм, возможность получения отливок с более тонкими стенками.
Приведённые выше достоинства вряд ли проявляются в полной мере в любых производственных условиях. Целесообразным будет рассмотреть каждый полезный аспект ФОПТ по отдельности и разобраться в том, как то или иное преимущество процесса может сыграть свою роль в разных условиях.
КАПИТАЛОВЛОЖЕНИЯ
ФОПТ часто позволяет снизить капиталовложения при установке новых линий как для песчано-глинистой формовки, так и для литья в ППФ. Степень экономии от внедрения ФОПТ зависит от следующих факторов.
1. Уже имеющееся оборудование, которое может быть использовано также и в новой схеме производства.
2. Максимальная потребная загрузка формовочной линии. Линии песчано-глинистой формовки устанавливались обычно с расчётом на максимальную загрузку, поэтому зачастую возможен был простой по причине невозможности достаточной загрузки. Такая ситуация неприемлема в наше время. ФОПТ же позволяет устроить формовочную линию по модульной структуре и организовать ровно такую загрузку, которая актуальна на данный момент. При возникшей необходимости можно установить дополнительные модули.
3. Дополнительная стоимость модельной оснастки для ФОПТ. Для каждого автомата, на котором изготавливаются формы, требуется свой модельный комплект. Одна из главных сильных сторон песчано-глинистой формовки – относительно низкие затраты на оснастку. В сравнении же со случаем литья в ППФ, ФОПТ требует лишь большего количества стержневых автоматов для фенольно-уретанового cold-box процесса, что гораздо дешевле, чем автоматизированные машины для литья в кокиль или карусели.
4. Стоимость автоматизации сборки форм и транспортирования на заливку в случае с ФОПТ такова же, примерно, как при работе с ПГФ или ППФ.
В большинстве случаев при организации новых производств ФОПТ требует существенно более низких капиталовложений, чем при организации работы с ПГФ или ППФ. В случае с линиями песчано-глинистой формовки окупаемость часто не быстрая из-за заложенного в проект определённого уровня загрузки. ФОПТ не имеет таких проблем, так как линия может быть построена по модульному принципу, каждый из модулей будет выполнять лишь часть того, что делает вся линия песчано-глинистой формовки, а дополнительный модуль может быть установлен влюбой момент при относительно небольших капиталовложениях. Таким образом, риск при вложении инвестиций существенно сокращается.
В случае с ППФ первый аргумент в пользу ФОПТ состоит в том, что всё равно необходимо делать стержни для многих отливок и их масса может быть значительна по отношению к массе отливки (головка блока цилиндров, например). Сравним вариант изготовления отливки в ППФ со случаем, когда вся форма для этой же отливки полностью изготавливается по фенольно-уретановому cold-box процессу. Как много дополнительно смеси понадобится во втором варианте?
Рассмотрим форму для изготовления головки блока цилиндров (рис. 2). Эта отливка изготавливалась также литьём в ППФ. В случае литья в ППФ не потребуется нижний стержень и исчезнет один из стержней, который формируют такие участки отливки, что не могут быть получены при литье в кокиль. В случае работы с ППФ требовались четыре стержневые машины (четыре стержня), масса всех стержней составляла около 17 кг. В случае ФОПТ необходимо шесть стержневых машин (шесть стержней), масса всех стержней около 37 кг.
В результате, требуются две дополнительные стержневые машины. Стоимость снабжения песком, смолой и амином существенно не возрастёт. Затраты на две стержневые машины ниже стоимости автоматизации процесса литья в ППФ. Некоторое оборудование потребуется для заливки песчаных форм, однако стоимость его совсем мала в сравнении с той же стоимостью механизации литья в кокиль. В описанном примере для заливки форм потребуется магнитодинамический насос. Это дороже, чем обычная гравитационная заливка ППФ, но использование ФОПТ по совокупности дешевле. Было показано, что в условиях выпуска 15 тыс. отливок в год издержки при производстве снижаются на 2 млн. долларов.
ЭКСПЛУАТАЦИОННЫЕ ЗАТРАТЫ
Во многих случаях ФОПТ не даёт преимуществ в плане экономии песчаной смеси, иногда такие расходы могут быть даже немного выше, чем в случае использования ПГФ и ППФ. ФОПТ позволяет сэкономить на энергозатратах, затрат на охрану окружающей среды и обслуживание оборудования.
Рассмотрим соответствующий пример. При производстве отливок в песчано-глинистых формах с установкой стержней, выполненных по технологии cold-box, связующее стержней разлагается, горелая стержневая смесь при выбивке попадает в песчано-глинистую смесь (ПГС). В редких случаях можно предотвратить попадание песка от стержня в ПГС, но в большинстве случаев это весьма сложно. Горелая стержневая смесь распределяется в ПГС, приводя к необходимости большей добавки глины и органических добавок. Годная песчано-глинистая смесь может пойти в отвалы. Чем крупнее песчано-смоляные стержни, тем выше издержки. В большинстве развитых стран мира стоимость утилизации песка стремительно возрастает. В некоторых европейских странах эта утилизация настолько дорогостоящая, что экономически она просто неосуществима и практикуется относительно дорогая регенерация ПГС [4]. Описанная ситуация – главнейший недостаток песчано-глинистой формовки, в особенности для случаев, когда практикуется установка большого количества песчано-смоляных стержней. В некоторых «экстремальных» случаях отливка требует установки внешних стержней, поскольку её конфигурация очень сложная и лишь небольшая или вовсе ни одна из поверхностей отливки не формируется посредством ПГФ. В такой ситуации ПГФ становится слишком дорогим средством для устройства лишь литниковой системы.
Энергоснабжение, обслуживание и текущий ремонт оборудования – другая составляющая расходов при эксплуатации, где работа с ПГС оказывается гораздо дороже ФОПТ из-за большей сложности производства. Следует также подчеркнуть более низкое энергопотребление при приготовлении смеси и уплотнении. Такие расходы при эксплуатации для ФОПТ могут составлять до 1/3 от сходных затрат при работе с ПГС.
Сравнительный анализ стоимости эксплуатации оборудования при работе с ФОПТ и ППФ требует сопоставления стоимости избыточного количества потребной смеси с затратами на подготовку для повторного использования ППФ и их подогрев. Для приведённого выше примера с головкой блока цилиндров экономия на эксплуатационных затратах от применения ФОПТ составила 0,53 доллара [5] на отливку.
ЗАТРАТЫ НА ОХРАНУ ОКРУЖАЮЩЕЙ СРЕДЫ
Выше указывалось на то, что наибольшие затраты при песчано-глинистой формовке приходятся на утилизацию песка после попадания горелой стержневой смеси в песчано-глинистую. Это может быть отнесено к затратам, связанным с охраной окружающей среды, но только в случае если песчано-глинистая смесь не регенерируется для повторного использования. Зачастую же используется регенерация ПГС, как и для условий ФОПТ, хотя стоимость её выше.
ФОПТ всегда предполагает использование регенерата, это необходимо для поддержания низкой стоимости песчаной основы. Процесс регенерации песка из ПГС в целом требует больших энергозатрат, поскольку необходимо затрачивать механическую энергию на удаление прилипшей глины или комбинировать термическую и механическую энергию [4]. Другой вариант – мокрая регенерация, но этот способ часто трудно осуществить в условиях реального производства. Кроме того, мокрая регенерация требует относительно высоких энергозатрат на отвод воды и сушку песка, хотя этот вариант регенерации является самым дешёвым.
В условиях приготовления ПГС требуется интенсивное перемешивание смеси для получения глинисто- водной связки [6], в то время как при приготовлении песчано-смоляной смеси требуется более простое смешивание для распределения жидкости с низкой вязкостью в песке. Перемешивание смеси, содержащей мелкие частицы (глина) в сухом или полусухом состоянии повышает требования к вытяжной вентиляции, в то время как при ФОПТ они весьма умеренные.
Ещё одна проблема с ПГС состоит в том, что мелкая пыль (глинистая составляющая), удалённая с помощью вытяжной вентиляции, затем отправляется в отвалы либо возвращается назад в ПГС. Многие литейные производства повторно используют часть такой «пыли», хотя это даже повышает затраты на эксплуатацию вытяжной вентиляции [7].
Сравнивая ФОПТ и работу с ППФ, следует обратить внимание в первую очередь на газовыделение при термической деструкции фенольно-уретановой смолы. Поскольку ФОПТ использует больше песчано-смоляной смеси, то, казалось бы, следует ожидать больших проблем, нежели с ППФ. Однако, песчано-смоляная форма удерживает газы большее время и лишь минимальная вытяжка требуется для защиты оператора (операторов) заливочного участка. Затем форма может быть удалена из зоны заливки с помощью специальной транспортировочной системы, для которой необходима не слишком мощная вытяжная вентиляция для предотвращения выделений в зону, в которой работают люди.
На некоторых производствах, использующих ФОПТ, формы затем отправляются в систему термической регенерации. Специализированные закрытые установки, применяющиеся на таких производствах, производят одновременно термообработку отливки и регенерацию песка в печи с температурой около 500°С. Достоинства таких установок следующие:
1. эффективное использование тепловой энергии, особенно для отливок, требующих термообработки;
2. значительное сокращение потребности в вытяжке;
3. возможность удалить все органические вещества экономичным путём;
4. высокий процент выхода по регенерату (около 98%).
Как показано в работе [8], использование в таких установках кипящего слоя (рис. 4, 5) для регенерации песка и термообработки отливок даёт существенные преимущества. Термообработка в кипящем слое позволяет сократить её время и обеспечить удаление стержней из сложных отливок типа блока цилиндров, что часто является проблемой для литейщиков. Основная выгода от применения установки с кипящим слоем состоит в следующем: 1. время термообработки сокращается до 60%;
2. термообработка в кипящем слое позволяет создать равномерное температурное поле в отливке и повысить механические свойства;
3. кипящий слой с температурой песка 15°C может быть использован для закалки без воды;
4. более лёгкое удаление стержней;
5. есть возможность использовать тепло отходящих газов при сгорании фенольно-уретанового связующего.

Рис. 4. Установка с кипящим слоем, применяемая в процессе изготовления алюминиевых блоков цилиндров

Рис. 5. Фотография установки с кипящим слоем (предоставлено Technoomics LLC, Миннеаполис, Миннесота, США)
Недостаток ППФ в том, что выделяющиеся при термодеструкции связующего газы очень быстро уходят в окружающую среду. Вследствие этого требуется устройство вытяжной вентиляции над всей зоной заливки. Во многих случаях эта зона не может быть достаточно закрыта, поскольку в неё требуется постоянный доступ. В результате происходят утечки газов в окружающую атмосферу, если только не используется вытяжная вентиляция, обеспечивающая высокую скорость воздуха. Большая мощность вытяжной вентиляции способствует снижению концентрации газов, но и повышению затрат на обработку этих газов до выброса в атмосферу. Потеря отливкой температуры в результате литья в ППФ требует дополнительных энергозатрат в случае необходимости проведения термообработки.
ДОПОЛНИТЕЛЬНЫЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА СТОИМОСТЬ
Капиталовложения при организации производства, затраты при эксплуатации и на охрану окружающей среды являются наиболее важными, но есть и некоторые другие факторы, способные повлиять на решение в пользу ФОПТ.
1. Применение ФОПТ позволяет снизить припуски на механическую обработку. К примеру, при изготовлении отливок вентилируемого диска роторного тормоза обеспечиваемая ФОПТ повышенная размерная точность позволила снизить припуски на механическую обработку, в сравнении с вариантом изготовления отливки в ПГФ. Экономический эффект от снижения потребности в механической обработке был столь велик, что одно это привело к решению в пользу ФОПТ.
2. Удобство при нанесении огнеупорных покрытий, возможность равномерного нанесения на форму, полностью состоящую из песчано-смоляной смеси. Данная особенность позволяет предотвратить появлению «заусенцев» и т.п., снизить время зачистки отливок. Существенные преимущества в связи с этим появляются при изготовлении чугунных блоков цилиндров.
3. ФОПТ может облегчить получение отливок с заданным уровнем свойств. К примеру, ФОПТ, в отличие от ПГС, способна обеспечить отсутствие серы в стержнях, поэтому является предпочтительным способом изготовления стержней для получения отливок из чугуна с шаровидным графитом (ЧШГ). На рис. 6 показан в собранном виде стержень, применяемый для изготовления сложной чугунной отливки.

Рис. 6. Стержень для изготовления чугунного четырёхцилиндрового блока (был представлен Ashland Casting Solutions на выставке GIFA 2003)
ФОПТ И ЛИТЬЁ ПОД ДАВЛЕНИЕМ
Отливок, которые могут быть изготовлены как с применением форм, изготовленных методами ФОПТ, так и литьём под высоким давлением (ЛПД) немного. Однако, и тот, и другой способы широко применяются для производства блоков цилиндров из алюминиевых сплавов. Основное преимущество ЛПД над ФОПТ – низкая потребность в обслуживании технологического процесса. При ЛПД абсолютно не используются песчаные стержни, как при литье в ППФ или под низким давлением. Тем не менее, отсутствие песчаных стержней – один из лимитирующих факторов ЛПД, поскольку это накладывает ограничения при разработке литейной технологии. Так, невозможно выполнить ЛПД такую конфигурацию рубашки водяного охлаждения, при которой бы эта полость полностью не выходила на поверхность отливки (рис. 7, а). Применяя ФОПТ возможно выполнить такую полость с выходящими наружу лишь небольшими отверстиями, что позволяет повысить герметичность при последующей работе детали (рис. 7, б).
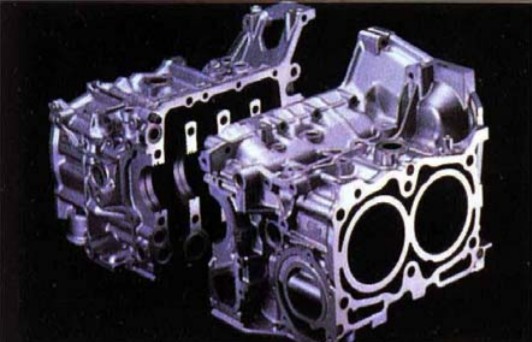

Рис. 7. Блок цилиндров, изготовленный ЛПД (а) и с применением технологий ФОПТ (б)
ЗАКЛЮЧЕНИЕ
Методы ФОПТ позволяют во многих случаях получать экономию в сравнении с вариантами работы с ППФ и ПГФ, изготавливать более сложные отливки. В нынешних условиях литейные производства стремятся быть более экономичными и компактными, соответствовать растущим требованиям в сфере охраны окружающей среды, проявлять гибкость, полностью удовлетворяя требования клиентов к продукции. Использование ФОПТ отвечает нынешним запросам литейного производства и поэтому весьма актуально в наше время.
ЛИТЕРАТУРА
1. Adamovits M. Casting Process Modeling’s Next Step: Designing Sand Cores and Tooling //Engineered Casting Solutions Magazine. – Spring, 2004
2. Wright. G. F. Precision Sand Castings — An Involved Users View //Foundryman. – April, 1995
3. Robins. J. US Patent No. 3409579, 1968
4. Bauch. G. Four Years Experience with a Mechanical — Thermal — Pneumatic Reclamation System //BCIRA International Conference. – 1992, paper 15.
5. Busby. A. D. Future Trends in Molding Techniques for High Production Foundries //Transactions of the AFS. – 1996, paper 121.
6. Parkes. W. B. Clay Bonded Foundry Sand. – 1971
7. Shaw. F. M., Smith. E. J. The Recycling of Sand Plant Sludge in Clay Bonded Foundry Sands //BCIRA Journal. – vol.32. No. 3, 1984
8. Apelian. D., Makhlouf M.M., Bergman C., Rosendahl J. Fluidized Beds: An Energy Efficient Alternative to Conventional Heat Treatment Operations //The Minerals, Metals & Materials Society. – 2003
Перевод – Бройтман О.А. (Российское представительство Ashland Casting Solutions)


