Линия горячего брикетирования чугунной и стальной стружки производства ОАО «ГАЗ» — это комплекс оборудования, превосходящий по эффективности многие существующие системы переработки и брикетирования чугунной и стальной стружки.
Данная линия позволяет получить полностью очищенные от водоэмульсионных примесей брикеты из чугунной и стальной стружки с высокой механической прочностью, диаметром 160 мм высотой 90 мм, с плотностью 5,6 – 6,3 г/см3, годные для использования в печах и вагранках, не разрушаемые при транспортировке и в печах от удельного давления при засыпании и нагревании.
Разработанная и применяемая на ОАО «ГАЗ» технология изготовления брикетов методом горячего прессования позволяет получить плотные, прочные, без внутреннего окисления брикеты, содержание углерода в которых по сравнению с исходным материалом повышается.
При нагреве используется теплота сгорания масел, содержащихся в брикетах.
Данная технология решает вопрос переработки чугунных и стальных стружек с высоким содержанием отработанных смазочно-охлаждающих жидкостей (СОЖ), независимо от видов применяемых СОЖ. За счёт применения специальной системы дожигания эффективно нейтрализуются вредные составляющие от выжигания маслоэмульсионных примесей.
Полученный материал по своим качествам превосходит лома вида 3А, 8А, 17А, 23А.
Добавка 20% брикетов в металлозавалку вместо свежего материала показывает высокое качество отливок.
Линия горячего брикетирования чугунной стружки – это:
- Использование чугунной и стальной стружки в полном объёме.
- Экономия свежего металла до нескольких тысяч тонн в год.
- Отказ от дорогостоящих очистных систем.
Технология получения брикетов запатентована и защищена авторскими свидетельствами.
Технические характеристики Линии:
Влажность чугунной стружки — до 8%.
Геометрические размеры брикетов:
- После холодного прессования: D=155 мм H=140 мм;
- После горячего прессования: D=160мм H=98 мм.
Температура нагрева брикетов: t=600-800°С.
Температура в камерах дожигания: t=1000°С.
Удельное давление прессования:
- Холодного брикета — 3200 кг/см2;
- Горячего брикета — 3200 кг/см2.
После холодного прессования:
- Плотность брикетов: 4,4 – 4,6 г/см3;
- Содержание воды – 1,5 %;
- Содержание минерального масла – 1,5%.
После горячего прессования:
- Плотность брикетов: 5,6 – 6,3 г/см3;
- Содержание воды – 0 %;
- Содержание минерального масла – 0 %.
После горячего прессования вода и масло отсутствуют.
Масса брикета: 11,0 – 11,5 кг.
Темповая производительность комплекса — до 300 брикетов в час.
Средняя производительность комплекса — до 3300 кг в час.
Габаритные размеры линии: 16170 х 8220 х 5000.
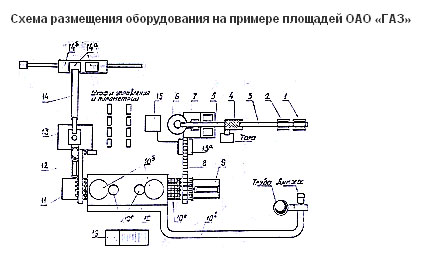
1-6. Транспортная система подачи стружки.
7. Пресс гидравлический холодного прессования брикета.
8, 9. Транспортёр и манипулятор загрузки брикетов в печь.
10. Печь газовая.
11, 12. Механизм выгрузки и манипулятор подачи в пресс.
13. Пресс со штамповой оснасткой для горячего брикетирования.
14. Конвейер выгрузки.
Суть Технологии горячего брикетирования чугунной стружки заключается в следующем: поставляемая из структурных подразделений стружка с влажностью до 8% без предварительной очистки от СОЖ брикетируется на гидравлическом прессе. Полученные брикеты через транспортную систему загружаются в печь, где при нагревании до температуры t=700-800оС происходит выпаривание из них влаги и разложение масла с выделением свободного углерода, частички которого, оседая на фракциях стружки, препятствуют окислению металла. Затем брикеты выдаются из печи, в горячем состоянии доуплотняются во втором прессе и выдаются в тару.
Комплекс оборудования для горячего брикетирования чугунной стружки включает в себя:
- Приёмные бункера (не поставляются)
- Конвейер для подачи стружки (не поставляется)
- Грохот для удаления из стружки посторонних предметов (не поставляется)
- Конвейер подачи стружки в приёмный бункер (не поставляется)
- Приёмный бункер с вибратором (не поставляется)
- Пресс гидравлический 600 тс (не поставляется)
- Транспортёр наклонный для накопления брикетов и их подачу на позицию загрузки
- Манипулятор загрузки
- Газовая печь для нагрева брикетов
- Механизм выгрузки из печи
- Манипулятор для загрузки брикетов во второй пресс
- Пресс усилием 600 тс со штамповой оснасткой для горячего прессования (поставляется только штамповая оснастка)
- Транспортёр для приёма горячих брикетов и выдачи их в тару.
Кроме того, комплекс оборудован ёмкостями для сбора отжатых маслоэмульсионнных примесей.
В состав печи входят: пятиручьевой конвейер со специальными ложементами для размещения брикетов, система дожигания, состоящая из двух специальных камер со стороны загрузки и выгрузки и отапливаемых газовыми горелками, система удаления дымовых газов с дымососом и трубой, а также рекуператоры для подогрева воздуха, подаваемого на горение.
Комплекс работает следующим образом:
Стружка из приёмных бункеров конвейером подаётся в грохот, где удаляются посторонние предметы и далее конвейером подаётся в приёмный конический бункер. Из конического бункера вибродозатором стружка подаётся в приёмное устройство гидравлического пресса, где брикетируется с усилием 3200 кг/см2.
Полученный брикет с плотностью 4,4-4,6 г/см3 попадает в специальное приёмное устройство, откуда захватывается ложементом наклонного транспортёра и перемещается на один шаг. Далее цикл повторяется.
Накапливаемые на транспортёре брикеты подаются на позицию загрузки, откуда по 5 штук пятизахватным манипулятором подаются на пятиручьевой конвейер печи. Конвейер перемещается на 1 шаг, осуществляя одновременно выдачу брикетов из печи.
Механизм выгрузки поочерёдно выдаёт брикеты в захваты манипулятора, который направляет брикет в матрицу пресса для горячего уплотнения. Прессование осуществляется пуансоном через захваты манипулятора. После подъема ползуна пресса в верхнее положение, захваты манипулятора возвращаются в исходное положение, матрица перемещается на позицию выбивки, где вторым ходом ползуна брикет выбивается. Ползун поднимается снова в верхнее положение, а матрица возвращается в исходное положение.
Выбитый брикет по наклонному склизу попадает на конвейер, который сбрасывает его в тару, установленную на специальную двухпозиционную тележку.
Торговый дом «РУССКИЕ МАШИНЫ» — эксклюзивный дистрибьютор промышленной продукции ОАО «ГАЗ» готов рассмотреть Ваши заявки на изготовление линии брикетирования на мощностях предприятия!
Контакты: Дирекция по продажам автокомпонентов и машиностроительной продукции, Департамент сбыта прочей продукции
Тел./факс (831) 290-82-87, 290-80-56, 277-90-16, 295-91-05, 295-90-38
Начальник Бюро маркетинга Разин Василий Алексеевич Тел./факс (831) 290-82-87
E-mail: razin@rusma.ru


