Формовочными уклонами называют уклоны боковых поверхностей модели и стрежня для облегченного извлечения их из формы и стержневого ящика соответственно.
Формовочные уклоны, зависимости от допусков размеров, по ГОСТ 3212–92 делятся на 3 типа:
- I тип — уклон назначается на обрабатываемые поверхности детали сверх припуска на механическую обработку (за счет увеличения размеров и массы отливки);
- II тип — уклон назначается на необрабатываемые поверхности отливки, не сопрягаемые по контуру с другими деталями, за счет частичного одновременного увеличения и уменьшения размеров отливки;
- III тип — уклон назначается на необрабатываемые поверхности отливки, сопрягаемые по контуру с другими деталями, за счет уменьшения размеров детали и ее массы.
Если уклоны (называемые конструктивными) предусмотрены на литых деталях при разработке их конструкции, то формовочный уклон не дается.
На рисунке 1 приведены уклоны трех типов. На рис. 1, а показаны уклоны для наружных поверхностей, а на рис. 1,б — уклоны для внутренних поверхностей.
Поверхности моделей, образующие в форме болван, расположенный в верхней полуформе, рекомендуется выполнять с увеличенным в 1,5—2,0 раза уклоном по сравнению с уклоном β1 на нижнем болване (рис. 1, в).
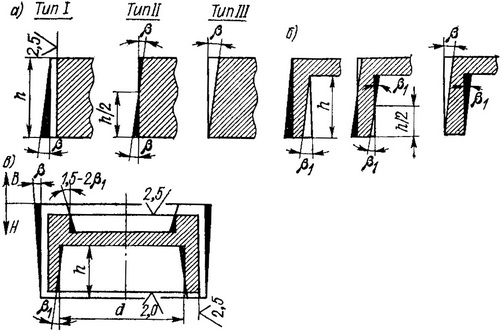
Рисунок 1 — Формовочные уклоны на моделях
алтелями называют скругления внутренних углов, обеспечивающие плавные переходы между поверхностями модели. При остывании отливок галтели предупреждают образование трещин и усадочных раковин в углах.
Радиус галтели необходимо принимать от 1/5 до 1/3 средней арифметической толщины двух стенок, образующих сопряженный угол. Так, при толщине одной стенки а — 18 мм и другой b = 12 мм радиус галтели будет равен:
Галтели (рис. 3) выполняются на моделях следующим образом: а) при прямолинейных неразъемных углах моделей 1-го и 2-го классов прочности в углы деревянных моделей вклеиваются деревянные галтели, изготовленные на фрезерном станке (рис. 3,а); б) деревянные бруски квадратного сечения врезаются с последующей обработкой по радиусу R (рис 3,6); в) галтели непосредственно фрезеруются в теле модели (рис. 3, в); г) в моделях всех классов прочности допускается оформление галтелей путем подмазки углов шпаклевкой, когда радиус галтели меньше 3, 8, 10 мм (рис. 3, г).
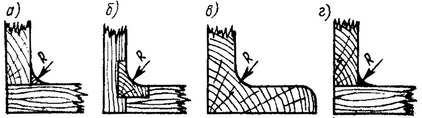
Рис. 3. Типы галтелей
Радиусы галтелей в месте сопряжения стержневого знака с моделью определяются в зависимости от диаметра знака:
| Диаметры знаков, мм | До 100 | 100—300 | 301—500 | Св. 500 |
| Радиусы галтелей, мм | 2 | 3 | 4 | 5 |
При прямоугольном знаке вместо диаметра принимают его большую сторону.