д.т.н. А.А. Абрамов, к.т.н. М.Д. Тихомиров ФГУП «Центральный научно-исследовательский институт материалов»
В литературе нет устоявшегося мнения, с каким уровнем свойств необходимо относить литейные алюминиевые сплавы к категории высокопрочных.
Из анализа уровня свойств алюминиевых сплавов в государственных и отраслевых стандартах, по нашему мнению, к высокопрочным можно относить литейные
алюминиевые сплавы, имеющие временное сопротивление разрыву более 300 МПа (таблица 1).
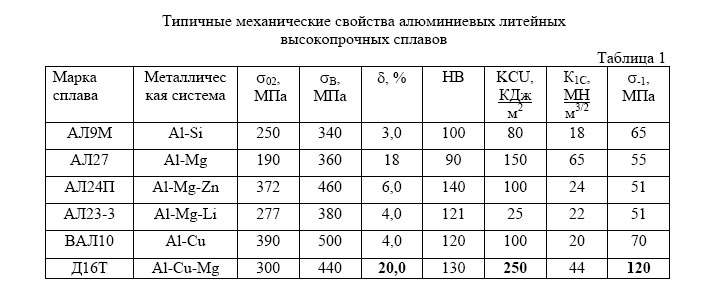
Здесь приведены коррозионностойкие свариваемые сплавы, разработанные ФГУП «Центральный научно-исследовательский институт материалов», в сравнении с
высокопрочным алюминиево-медным сплавом ВАЛ10 и наиболее применимым деформируемым сплавом Д16Т.
Если такие свойства высокопрочных литейных сплавов как временное сопротивление разрыву (σв), предел текучести (σ02), твердость (НВ) мало отличаются от аналогичных свойств деформируемых сплавов, то свойства, определяющие надежность изделия или детали – пластичность (δ), ударная вязкость (KCU), предел усталости (σ-1) – существенно ниже у литейных сплавов и это объясняет, почему конструкторы в ответственных узлах предпочитают использовать деформируемые сплавы.
В то же время, всегда есть большая номенклатура деталей, которые изготовить возможно только методами литья, поэтому литейные материалы и технологии и в настоящее время и в обозримом будущем будут достаточно востребованными.
Приготовление качественных алюминиевых сплавов предполагает безусловное выполнения ряда условий, обеспечивающих ограниченное содержание металлических (прежде всего, железа) и неметаллических (водорода и оксида алюминия) примесей, а также обработку расплава с целью получения заданной структуры сплава в твердом состоянии.
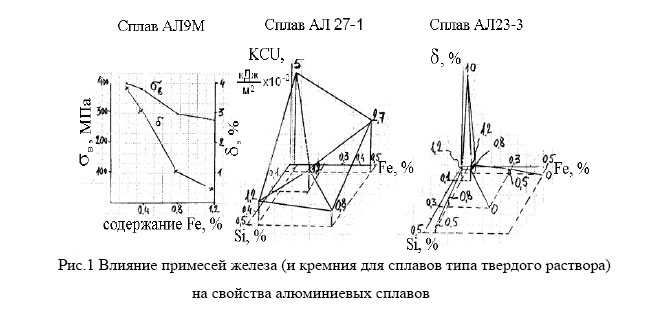
Примесь железа (а для сплавов на основе систем Al-Mg и Al-Cu также примесь кремния) существенно снижает, прежде всего, пластичность и ударную вязкость сплавов (рис. 1). Для ограничения примеси железа необходимо в шихте использовать алюминий высоких марок (не ниже А8), а также ограничить применение железного литейного инструмента.
Использование в плавильных и раздаточных печах чугунных тиглей недопустимо.
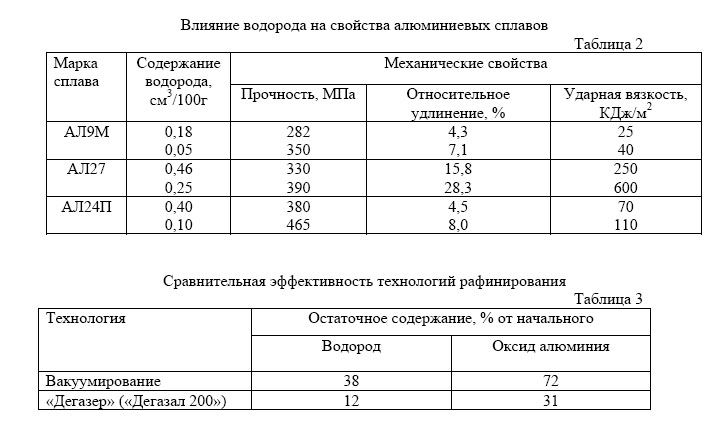
Примеси водорода и оксида алюминия, попадая в сплавы в основном из влаги в шихте, из атмосферы пламенных печей, из влаги воздуха, приводят к снижению всех механических свойств (табл. 2).
Технологических приемов, снижающих содержание примесей водорода и оксида достаточно много, но для литейных алюминиевых сплавов, по нашему мнению, наиболее эффективной и простой является обработка расплава препаратами «Дегазер» или «Дегазал 200» в виде таблеток (табл. 3).
Для получения высоких механических свойств в отливках, кроме минимальной концентрации примесей, необходимо также обеспечить требуемую структуру металла.
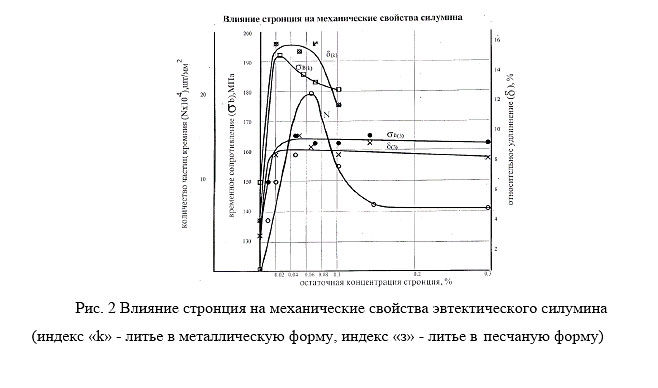
Для сплавов на основе системы алюминий-кремний – это модифицирование кремния в эвтектике. По нашему мнению, наиболее эффективным модификатором с точки зрения как технической, так и экономической является стронций в виде лигатура алюминий – 5% стронция (рис. 2).
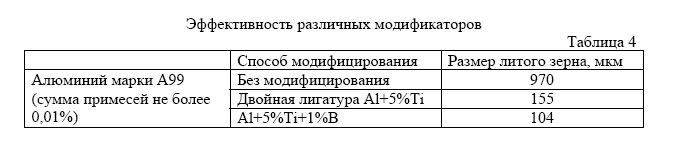
Для сплавов типа твердого раствора металлических систем алюминий-медь, алюминий-магний, алюминий-магний-цинк, алюминий-магний-литий для получения мелкого литого зерна (соответственно, высоких механических свойств) необходимо проводить модифицирование тройной лигатурой алюминий-титан-бор. Эффективность тройной лигатуры может быть наглядно продемонстрирована при модифицировании чистого алюминия (табл. 4).
Только выполнение всех перечисленных выше технологических приемов дает возможность обеспечить уровень механических свойств литейных алюминиевых сплавов, приведенный в таблице 1.
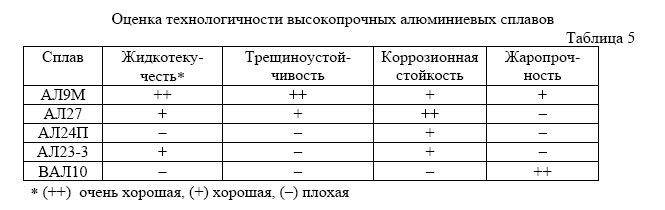
Известны попытки получения сплавов с еще большим уровнем, прежде всего, прочности. Однако при этом не удается обеспечить приемлемый уровень пластичности и ударной вязкости сплавов. Кроме того, все высокопрочные сплавы типа твердого раствора имеют невысокие технологические свойства (табл. 5) – жидкотекучесть и трещиноустойчивость (склонность к образованию трещин при кристаллизации), поэтому получить фасонные заготовки литьем в неподатливую разовую или в металлическую форму весьма затруднительно.
В этой связи перспективными являются три направления:
- широкое применение холодильников при литье в разовую форму;
- литье с кристаллизацией под поршневым давлением (жидкая штамповка);
- компьютерное моделирование процесса формирования отливки в форме еще на стадии проектирования детали.
Холодильники
Холодильники давно и широко применяются при литье алюминиевых сплавов, в том числе при литье высокопрочных сплавов, так как высокие свойства их, как правило, обеспечиваются высокой скоростью охлаждения при кристаллизации.
Холодильники могут быть чугунными, стальными, медными, графитовыми в зависимости от требованию по скорости охлаждения в зоне действия холодильника.
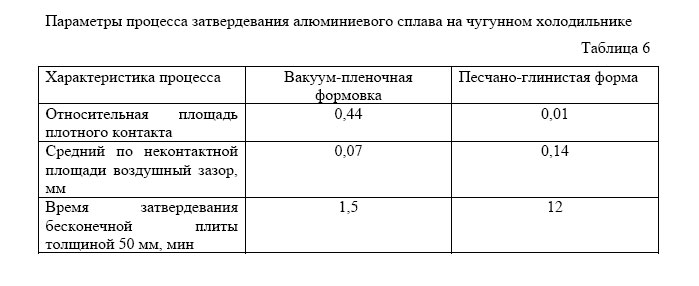
По результатам наших исследований (…), особенно эффективны холодильники при литье способом вакуум-пленочной формовки, когда за счет вакуума в форме литейная корочка прижимается в поверхности холодильника, что обеспечивает скорость охлаждения в зоне холодильника в восемь раз большую, чем без вакуума (табл. 6), мелкую структуру металла и высокие механические свойства.
Литье с кристаллизацией под давлением
Литье с кристаллизацией под давлением (ЛКД) дает возможность не только компенсировать усадку за счет перемещения пуансона в процессе затвердевания отливки, но и получить высокие как прочностные свойства, так и характеристики надежности (относительное удлинение, ударную вязкость, вязкость разрушения), близкие к деформируемым сплавам (табл. 7).
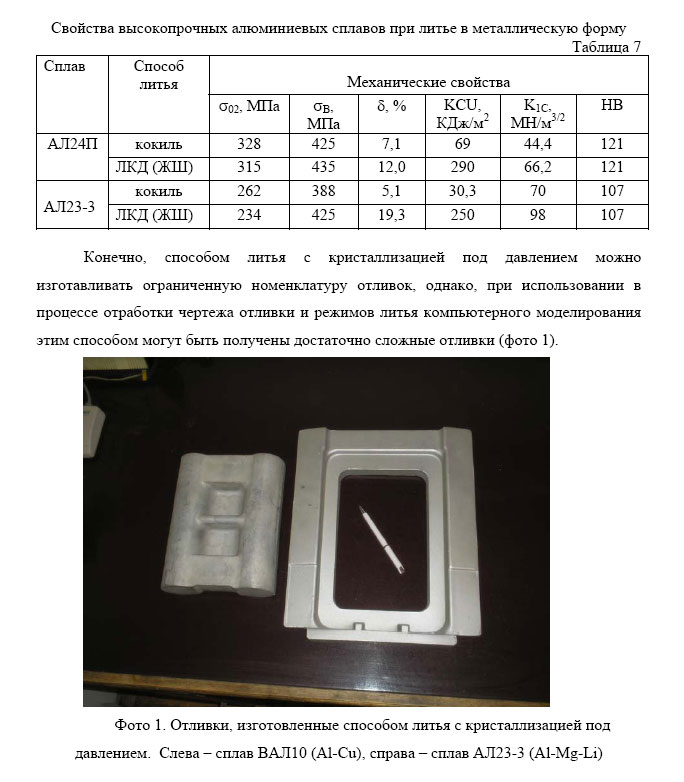
Способ литья с кристаллизацией под давлением может успешно быть использован для получения композиционных отливок (1). В качестве примера можно привести поршень с донышком из композиционного материал пористый карбид титана – алюминиевый сплав.
Технология включает в себя следующие этапы:
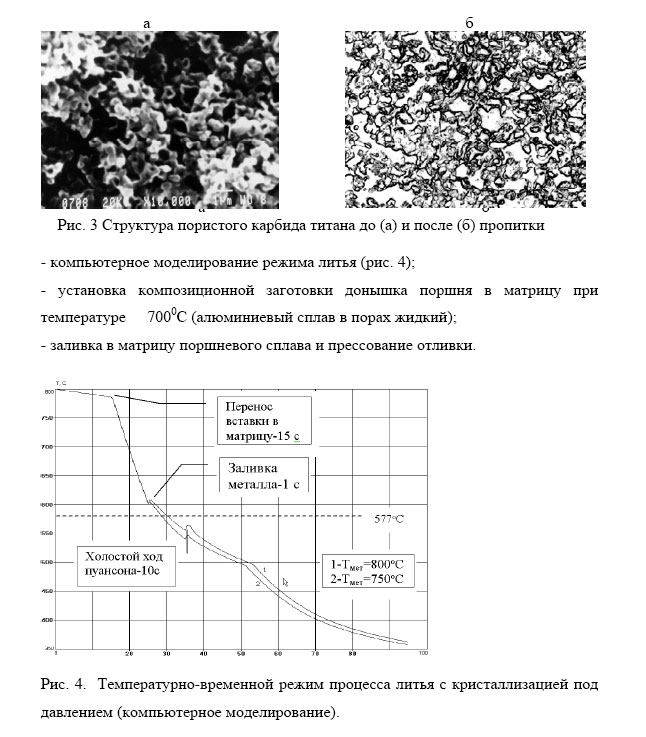
- изготовление пористой заготовки из карбида титана с размером пор 1-10 мкм (рис. 3а);
- пропитка пористой заготовки алюминиевым сплавом в вакууме при температуре 1000-1200 С (рис. 3б);
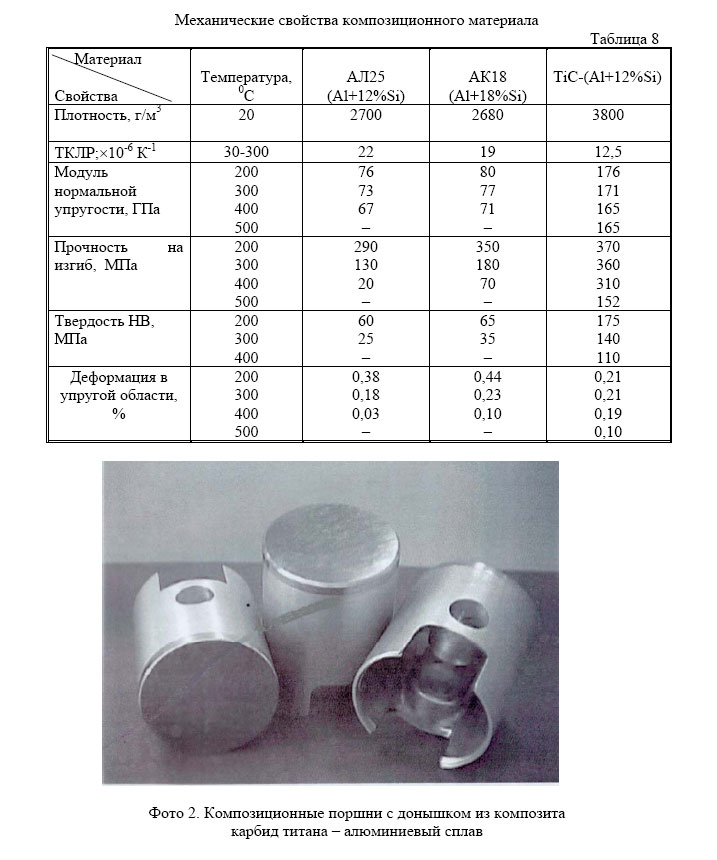
Механические свойства композиционного материала карбид титана – алюминиевый сплав при высокой температуре существенно выше, чем у стандартных поршневых алюминиевых сплавов (табл. 8)
По описанной выше технологии были изготовлены поршни двухтактного двигателя внутреннего сгорания (фото 2).
Компьютерное моделирование
Как уже указывалось выше, для получения устойчивых бездефектных литейных технологий для отливок из высокопрочных алюминиевых сплавов весьма желательно использовать компьютерное моделирование физических процессов, происходящих при формировании отливки.
Это связано с тем, что многие высокопрочные алюминиевые сплавы обладают низкой технологичностью – склонны к появлению усадочных дефектов, кристаллизационных трещин и т.п.
Кроме того, для получения высокого уровня механических свойств достаточно часто приходится использовать различные специальные способы литья, обеспечивающие высокую скорость охлаждения при кристаллизации (литье в кокиль, литье под низким давлением и т.п.), что существенно ужесточает процесс формирования отливки и выдвигает повышенные требования к литейной технологии.
Компьютерное моделирования дает возможность наблюдать заполнение литейной формы металлом, охлаждение и затвердевание отливки, формирование тепловых узлов и усадочных дефектов, выявлять места затрудненной усадки, где возможно образование трещин при кристаллизации, прогнозировать механические свойства в различных местах отливки.
В настоящее время в России наиболее применяемой моделирующей системой является система компьютерного моделирования литейных процессов (СКМ ЛП) «ПолигонСофт», как наиболее адекватная с точки зрения физических моделей и математических алгоритмов [2,3].
Различные версии «ПолигонСофт» приобрело более 50 промышленных предприятий. В первую очередь это предприятия оборонно-промышленного комплекса и автопрома: ФГУП «Салют», ФГУП «УКВЗ», ОАО «Сатурн», ОАО «Красный Октябрь», ФГУП «Bоткинский Машиностроительный Завод», ОАО «АвтоВАЗ», ОАО «УАЗ», ОАО «УМЗ» и др. Кроме того, более десятка лицензий «ПолигонСофт» приобрели исследовательские и учебные институты: Петербургский Институт Машиностроения, Петербургский СЗТУ, ГТУ им. Баумана, МИСиС, МАМИ, Комсомольский ГТУ, Самарский ГТУ, Воронежский ГТУ и др.
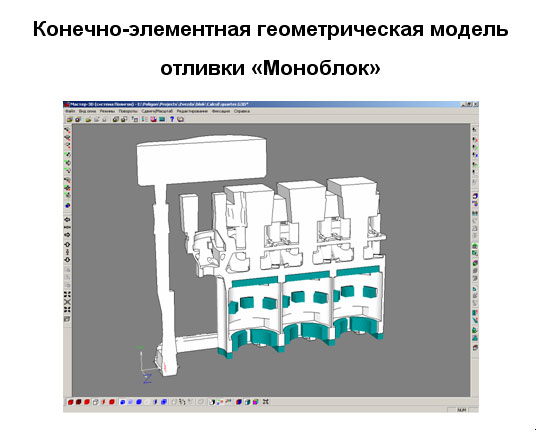
В качестве примера применения СКМ ЛП «ПолигонСофт» для отработки литейной технологии сложной отливки из алюминиевых сплавов можно привести моделирование технологии отливки блока цилиндров судового двигателя из алюминиевого сплава марки АК9ч в песчано-жидкостекольной форме с чугунными холодильниками (рис. 5).
Затвердевание отливки «Моноблок» протекает в автоклаве при давлении 5 атм., что учитывалось при моделировании и, как показали сравнительные расчеты, достаточно эффективно влияет на предотвращение развитой микропористости [4].
В отливке, изготавливаемой по первоначально предложенной (базовой) технологии, формировалась небольшая макропористость (в среднем около 2%), которая, однако, вскрывалась при механической обработке и служила причиной растрескивания и нарушения герметичности (рис. 6).
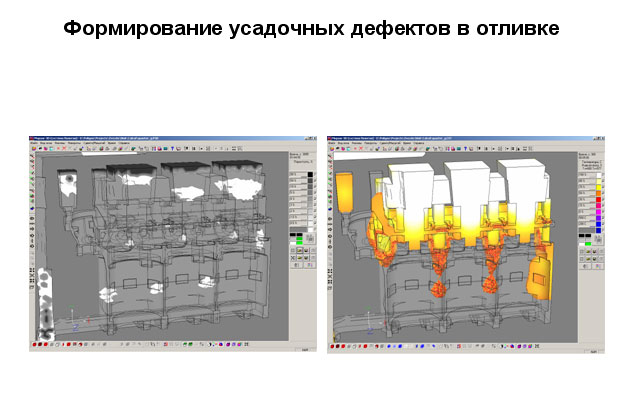
Посредством моделирования были выявлены причины формирования дефектов в отливке. Изучение характера затвердевания (рис. 7) позволило отследить места, требующие установки дополнительных холодильников (рис. 8, а). Проверка при помощи моделирования этого нового варианта технологии показала, что удается получить отливку, лишенную существенных усадочных дефектов (рис. 8, б).

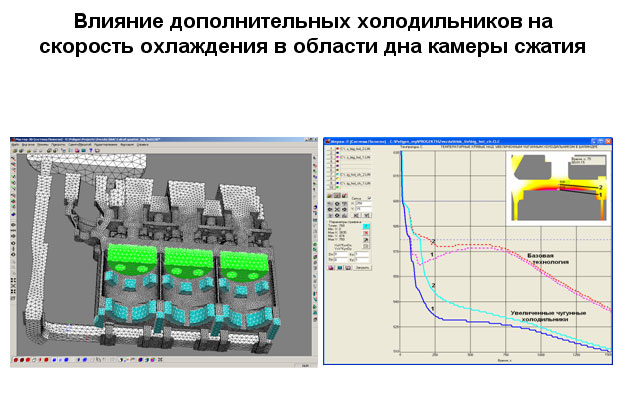
Другая задача по повышению качества отливки «Моноблок», решенная с применением моделирования, была связана с поиском условий получения заданного уровня механических свойств. Ужесточение сдаточного контроля потребовало обеспечения повышенной прочности в зоне дна камеры сжатия (>17 кг/мм2) и ряде других зон отливки, которые подлежат контролю по механическим свойствам на вырезанных из отливки образцах. На практике, однако, не удавалось получить отливку, которая прошла бы такой ужесточенный контроль.
Прогноз механических свойств в отливке осуществлялся средствами встроенного в «Полигон» модуля критериального анализа [6], предназначенного для обработки расчетных полей, полученных при моделировании литейной технологии. В данном случае обработке подлежало поле температур во времени при затвердевании отливки. Первоначально поле температур в отливке, изготавливаемой по базовой технологии, было обработано на предмет установления скорости охлаждения в различных частях тела отливки. Исходя из рассчитанных значений скорости для мест вырезки образцов и статистическим данным по механическим свойствам в образцах (схема вырезки образцов и данные предоставлены были Заказчиком), были построены полиномиальные зависимости, связывающие прочность, а также пластичность со скоростью охлаждения (рис. 9)

Для обеспечения требуемого уровня механических свойств необходимо повышать скорость охлаждения отливки.
Были исследованы пути обеспечения необходимого уровня свойств за счет небольших корректировок в технологии. Было показано, что лишь трехкратное (рис. 10, а) увеличение толщины холодильника позволит настолько повысить скорость охлаждения в зоне дна камеры сжатия (рис.10, б), что в ней будет гарантировано обеспечиваться требуемый уровень свойств (рис. 10, в).

Однако, изготовление отливки с такими крупными холодильниками трудноосуществимо на практике.
По результатам моделирования был сделан общий вывод о том, что незначительной корректировкой технологии невозможно получить необходимые свойства во всех зонах отливки, куда затруднена или даже невозможна установка холодильников. Обеспечить необходимый уровень свойств в этих зонах возможно лишь при заливке в кокиль (рис. 10, г).
Приведенный пример демонстрирует широкие возможности компьютерного моделирования, в частности средствами СКМ ЛП «Полигон», для поиска условий получения отливок с заданным уровнем качества.
ЛИТЕРАТУРА
1. Абрамов А.А., Гордеев С.К., Денисов Л.Ю. Локальное упрочнение отливок из алюминиевых сплавов каркасными композитами. «Литейное производство», № 5, 2002, с. 8-12.
2. Тихомиров М.Д. Основы моделирования литейных процессов. Тепловая задача. //Литейное производство, 1998, № 4, с. 30-34.
3. Тихомиров М.Д. Основы моделирования литейных процессов. Усадочная задача. //Приложение к журналу Литейное производство, 2001, № 12, с. 8-14.
4. Тихомиров М.Д., Комаров И.А. Основы моделирования литейных процессов. Что лучше – метод конечных элементов или метод конечных разностей. //Литейное производство, 2002, № 5, с. 22-28.
5. Бройтман О.А., Тихомиров М.Д. Система компьютерного моделирования литейных процессов ПОЛИГОН. //Сб. Новые подходы к подготовке производства в современной литейной промышленности. Материалы научно-практического семинара. СПб.: Изд-во СПбГПУ, 2004, с. 29-36.
6. Бройтман О.А. Критериальный анализ в САМ ЛП ПОЛИГОН. //Сб. Новые подходы к подготовке производства в современной литейной промышленности. Материалы II научно-практического семинара. СПб.: Изд-во СПбГПУ, 2005, с. 17-22.
