П. Блэйзер (Arena-flow LLC, Альбукерке, Нью-Мексико, США), Н.П. Йеоманс (Ashland Specialty Chemical, Дублин, Огайо, США)
Компьютерное моделирование уже многие годы используется в литейном производстве, как на крупных, так и на небольших литейных заводах. В последние годы разработчики гидродинамических программных пакетов (CFD1 ) обратили внимание на моделирование процессов надува стержней, в связи с чем появился ряд новых задач, связанных с проектированием, построением соответствующих физических и математических моделей, требующих численного решения. В настоящей статье описаны результаты применения моделирования для исследования процесса получения стержней.
ВВЕДЕНИЕ
Обычно моделирование требуется технологу-литейщику для проверки режима заполнения формы, работы литниково-питающей системы, анализа процесса затвердевания. С появлением специализированного программного пакета для моделирования процесса формирования стержней открывается возможность сделать процесс разработки конструкции стержневых ящиков более научно обоснованным и в меньшей степени требующим наличия базы знаний, полученных эмпирическим путём. Метод проб и ошибок при разработке оснастки – это всегда дорогостоящий и длительный процесс. Любые изменения условий надува и вентиляции стержневого ящика неизбежно приводят к временным задержкам и увеличению материальных затрат. Возможность проверки различных конструкционных особенностей стержневого ящика на компьютерной модели до того, как тот или иной вариант будет воплощён в жизнь, определяет повышение производительности и объёма полезной загрузки модельного производства.
Кроме упомянутых выше очевидных преимуществ проектирования модельной оснастки с помощью компьютера появляется возможность подробно изучить особенности протекания процесса надува. Существует множество публикаций, в которых предприняты попытки опытным путём установить базовые правила протекания этого процесса и описать его посредством несложных моделей [1]. Однако, во многих случаях оказывается, что реальный процесс не может быть спрогнозирован посредством ограниченного набора правил.
Компьютер никогда не сумет заменить конструктора модельной оснастки, ведь любые компьютерные модели, хоть и могут в целом отразить протекание того процесса, что мы наблюдаем в действительности, не способны учесть все возможные переменные процесса, присутствующие в практике литейного производства. Тем не менее, возможность компьютерного моделирования надува стержней становится всё более широко востребованной, как оказывающая значительную помощь инженеру в принятии оптимальных решений при проектировании оснастки. Использование компьютерного моделирования позволяет не только понять физику процесса, но и получить конкретные численные значения различных параметров процесса, что важно для выбора подходящего оборудования и при сравнении результатов моделирования.
РАЗЛИЧНЫЕ ПОДХОДЫ К МОДЕЛИРОВАНИЮ ПРОЦЕССА НАДУВА СТЕРЖНЕЙ
Существует несколько вычислительных методик, которые могут быть использованы для моделирования заполнения стержней и форм песчаной смесью. Все они основываются на базовых законах сохранения, таких как закон сохранения массы и закон сохранения импульса. Способы численного решения этих уравнений могут быть в общих чертах классифицированы как континуальные и дискретные.
Континуальный подход использует метод Эйлера для описания и разделения расчетной области на конечное число контрольных объемов. Факт вхождения или вытекания материала из каждого объёма учитывается при расчёте течения в различных точках расчётной области. Этот подход наиболее типичен при моделировании течения жидкостей.
Дискретный подход использует метод Лагранжа для описания и разделения расчетной области на конечное число контрольных масс (частиц). Силы, действующие на каждую контрольную массу (частицу) учитываются при решении задача перемещения. Это подход типичен при расчете движения частиц.
Для точного моделирования заполнения модельной оснастки важен учёт того факта, что движение и воздуха, и песка существенно влияет на характер заполнения. Аэродинамические потоки обычно инициируют движение частиц смеси, в то же время, из мест, в которых смесь претерпевает уплотнение, воздух вытесняется и уходит сквозь венты, зазоры в зоне разъёма и т.п. Поскольку нельзя пренебречь ни поведением воздушной компоненты, ни поведением частиц смеси, невозможно применить лишь чисто дискретный или континуальный подход для адекватного описания многофазной среды, формирующейся при заполнении стержневого ящика смесью. Континуальный подход, описывающий однофазную систему, приведёт в этой ситуации к пренебрежению частицами смеси или же воздушно-песчаная смесь будет отождествляться с тяжёлой жидкостью. Применение одного лишь дискретного подхода для однофазной системы приведёт к полному пренебрежению воздушной компонентной.
Были сделаны попытки описать оба поля как многофазную систему [2, 3]. Наиболее распространён для описания такой системы «Эйлеров-Эйлеров» метод (или «континуальный- континуальный»). Метод подразумевает наличие двух разных фаз (воздух и песок), для каждой из которых используется Эйлеров подход при разрешении описывающих её движение уравнений. Обе фазы как бы представляют собой жидкости с различной плотностью и вязкостью.
Основная проблема «Эйлерова-Эйлерова» подхода – это изначальное представление песка как жидкости. Однако, даже самых простых наблюдений достаточно, чтобы заключить, что песок не ведёт себя как жидкость. Зернистый материал, такой как песок, не деформируется под воздействием прилагаемой нагрузки так же, как жидкость. Сохранение массы зернистого материала происходит под воздействием сил контактного взаимодействия, а не градиента гидростатического давления, как в случае с жидкостью. Зернистый материал под воздействием природных сил был разделён на частицы и не может далее бесконечно разделяться, как в случае с жидкостью. К этому следует добавить распределение зёрен по размерам в песке. Несмотря на все вышеуказанные недостатки, непрерывный «Эйлеров-Эйлеров» метод для моделирования движения песчаной среды всё ещё используется как дополнительный инструмент в существующих программных пакетах, моделирующих течение металла и затвердевание отливок.
В настоящей статье обсуждается применимость «Эйлерово-Лагранжевого» («континуально- дискретного») подхода для расчёта процесса надува песчаной смеси. Воздух – непрерывная среда, согласно Эйлеровому подходу, в то время как частицы – дискретная среда по Лагранжевому подходу. Частицы не описываются ошибочно как непрерывная среда.
Все результаты, представленные в настоящей статье, были получены с использованием программного CPFD2 пакета Arena-flow®3 , основанного на численном методе MP-PIC4 , который был разработан специально для моделирования совместного движения твёрдой и газообразной среды, что характерно для перемещения плотного потока частиц [4-8]. Базовые уравнения для газообразной фазы представлены с помощью континуального подхода и Эйлеровой сетки, в то время как песчаные частицы представлены как дискретные зёрна либо дискретные группы зёрен при использовании Лагранжева подхода. Газовая фаза в случае надува стержня – это воздух, а частицы – песок. Течение несжимаемое и изотермическое. Для описания соударений между частицами используется изотропная модель нормального взаимодействия. У твёрдых стенок (оснастка, стенки отверстий, через которые производится надув и т.д.) поведение частиц определяется моделью взаимодействия, по которой отражение частиц зависит от скорости их движения и угла соударения.
Решатель, основанный на MP-PIC методе, работает с трёхмерными задачами и использует метод конечных объёмов для газовой (Эйлеровой) фазы, а поведение частиц, либо групп частиц, вычисляется при использовании Лагранжева подхода. Взаимодействие между фазами обрабатывается неявно с использованием консервативных интерполяционных операторов. Для выполнения условия сохранения потока газовой фазы из уравнений неразрывности и движения сформировано уравнение ошибки давления-скорости и используется несложный способ решения этого уравнения.
Программный код содержит специализированные оригинальные модели, относящиеся непосредственно к тонкой специфике формирования стержней, и способные оказать дополнительную помощь инженеру-литейщику. Здесь необходимо упомянуть модель, по которой вычисляется поле плотности в теле готового стержня. Доступно также моделирование отверждения стержня, в результате чего появляется возможность проследить распространение газообразного катализатора (амина) в песчано-смоляной смеси, находящейся в стержневом ящике, и перемещение фронта отверждения. Программный пакет с помощью специальной модели учитывает при расчётах степень подвижности песчаной смеси в зависимости от особенностей связующего и формы зёрен песка. Большой практический интерес представляют возможности программы по выявлению склонности к износу модельной оснастки в различных зонах рабочей полости, а также прогноз мест вероятного налипания формовочной смеси.
РЕЗУЛЬТАТЫ РАСЧЁТОВ И ЭКСПЕРИМЕНТАЛЬНЫЕ ДАННЫЕ
Поскольку в программный пакет, основанный на MP-PIC методе [8], заложены фундаментальные представления о физике процесса, с его помощью можно точно решить ряд типичных задач физики движения зернистых сред, а также более сложные задачи по надуву формовочной смеси в стержневые ящики. Для подтверждения точности результатов, полученных расчётным путём, провели серию соответствующих практических экспериментов, которые на первый взгляд относительно просты. Показанные ниже результаты и явления должны быть, очевидно, хорошо знакомы каждому литейщику. Степень сложности компьютерного моделирования для тех же условий, что были заданы при проведении натурного испытания, станет очевидной только после того, как будут сравнены расчётные данные, полученные в результате применения разных модельных представлений. Ниже приведены два таких эксперимента.
U-образная трубка.
С помощью наблюдений за перемещением песка в U-образной трубке можно некоторым образом исследовать особенности движения зернистых сред. Наблюдали за падением песка под действием силы тяжести в прозрачной поликарбонатной U-образной трубке с внутренней полостью квадратного сечения 22х22 мм. Для эксперимента брали фиксированное количество песка, который затем перемещался вниз от стартовой позиции вверху одной из ветвей U-образной трубки. Процесс перемещения песка и его скопления в районе дна трубки записывали на видео.
На рис. 1 показан полученный экспериментально результат в сравнении с результатами двух разных расчётов. На рис. 1, а показано расположение песка в U-образной трубке после остановки движения, на рис. 1, б изображён конечный результат расчёта по MP-PIC методу, а рис. 1, в демонстрирует результат вычислений при отождествлении песка с однофазной средой. Очевидно, что с помощью расчёта по MP-PIC методу оказалось возможным точно предсказать конечное расположение песка в трубке, в то время как однофазная среда распределяется согласно гидростатическим законам.

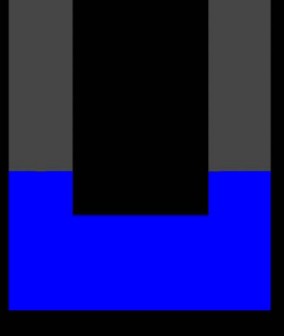
Рис. 1. Экспериментальный результат распределения песка в U-образной трубке (а), результат расчёта по MP-PIC методу (б) и результат, полученный для условий перемещения однофазной среды (в)
Рис. 2 иллюстрирует полученную расчётным путём последовательность перемещения частиц песка в трубке с интервалом в 0,1 с. Перед стартом расчёта задаётся, что песок неподвижно «зависает» вверху левой ветви трубки. Расчёт завершается, когда песок становится неподвижным, окончательно распределившись в трубке. Доля занятого объёма в процессе перемещения и время перемещения хорошо согласуются с экспериментальными данными.

Рис. 2. Численный расчёт перемещения песка в U-образной трубке – динамика перемещения и доля занятого частицами объёма
Песочные часы.
Всем известно, как песок ведёт себя в песочных часах, к тому же, перемещение частиц песка в песочных часах можно сравнить с тем, что происходит в конических бункерах для хранения и подачи песка. Было проведено два вычислительных эксперимента с использованием простой геометрии песочных часов.
На рис. 3 показаны результаты расчёта движения песка в вертикально стоящих песочных часах. Вначале плотная масса песка находится сверху, затем падает вниз под действием силы тяжести. Находящийся внизу воздух вытесняется, перемещаясь наверх, чтобы заполнить опустошающуюся из- под песка область.

Рис. 3. Расчёт движения песка в вертикально расположенных песочных часах
Несмотря на относительную простоту процесса, не совсем просто правильно его рассчитать. Песочные часы тысячу лет используются в качестве инструменты для отсчёта времени, поскольку массовая скорость течения песка сквозь шейку часов меняется линейно во времени. Массовая скорость течения жидкости, перемещающейся внутри такой геометрии, будет подчиняться квадратичному закону, поэтому если смоделировать перемещение песка в песочных часах с помощью обычного гидродинамического программного пакета, то будут получены некорректные результаты. Результаты расчётов по MP-PIC методу, показанные на рис. 3, хорошо согласуются с данными эксперимента, как по конечному расположению песка, так и по динамике протекания процесса.
Второй вычислительный эксперимент с песочными часами также демонстрирует соответствие реальной физике процесса. Рассчитывали перемещение песка в песочных часах, повернутых на 45 градусов. На рис. 4 показаны результаты расчётов, получившие хорошее согласование с натурным экспериментом. Течение песка несколько усложняется, в сравнении с вариантом, когда часы стоят вертикально, весьма очевидно проявляет себя то, что движущаяся среда имеет зернистую структуру. Можно обратить внимание на негоризонтальную поверхность раздела между песком и воздухом, что связано с контактным взаимодействием песчинок. Такой эффект типичен для зернистого материала, в то время как показанная картина не может отражать стационарное состояние жидкости.

Рис. 4. Расчёт движения песка в песочных часах, расположенных под наклоном
ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ MP-PIC МЕТОДА
Рассмотрим применение MP-PIC метода к реальным производственным задачам для выявления его практических возможностей. Изучая полученные на компьютере результаты моделирования заполнения стрежневых ящиков можно полностью понять сущность процесса и усовершенствовать его, основываясь на научных результатах, а не на результатах проб и ошибок или имеющегося эмпирического опыта.
Моделирование процесса получения фасонного стержня
Компания General Motors Powertrain at Defiance, Огайо, США предоставила уникальную возможность изучить процесс надува, измерив некоторые характеристики процесса для стержня сложной конфигурации [9]. Результаты, полученные первоначально Вильямсом и др., дополнены и опубликованы в работах [9-11]. На рис. 5, а показаны стержни после извлечения из стержневой машины, за один надув изготавливается три стержня. Техника проведения моделирования позволяет использовать сокращённую геометрию, поэтому компьютерная геометрическая модель включает в себя один стержень и небольшой фрагмент пескодувной головки (рис. 5, б). За счёт такого сокращения модели удаётся сэкономить вычислительные ресурсы – снизить требующийся объём памяти и продолжительность расчёта.


Рис. 5. Конфигурация исследуемых стержней: готовые стержни (а) и компьютерная модель (б)
Типичная проблема при построении математических моделей процессов в литейном производстве – это видимая необходимость учёта в них множества параметров, которые часто даже никак не контролируются в реальности. Однако, приняв ряд упрощений можно достичь сокращения количества переменных процесса, оставив лишь те, которые лимитируют его протекание, и при этом получать точные результаты расчётов по такой модели. На рис. 6 показаны в сравнении данные по измеренному на практике и рассчитанному давлению при изготовлении стержней, показанных на рис. 5. Хорошее совпадение подтверждает применимость компьютерной модели для расчёта процесса получения стержней и справедливость утверждения о том, что для получения необходимой полезной литейщику информации достаточно моделировать лишь отдельные составляющие процесса.

Рис. 6. Измеренные (точки) и рассчитанные (сплошные линии) данные об изменении давления в пескодувной головке, надувной плите и стержнях [11]
Стержень с извилистыми тонкими участками
На рис. 7 показан стержень с извилистыми тонкими участками (M.G.G. Telegen [12], Нидерланды). По одному из вариантов изготовления стержень получают дефектный. Моделировали условия получения такого дефектного стержня для сравнения реального и расчётного результатов и установления причин брака.

Рис. 7. Стержень с извилистыми тонкими участками и геометрия отверстий для надува смеси
Вариант изготовления стержня, в результате которого формируется дефект, не включает надув через отверстия в центре и крайнее справа (рис. 7). При воспроизведении этих условий на практике эти отверстия присутствовали в стержневом ящике, но не сообщались с отверстиями в надувной плите, в результате чего песчаная смесь не поступала в соответствующие зоны. Как и в предыдущем примере (рис. 5), при создании компьютерной модели вводился ряд целесообразных упрощений. Геометрия пескодувной головки и стержня была вначале использована при моделировании для установления режима течения воздуха через уплотнённую песчаную смесь, причём принималось, что всю пескодувную головку заполняет пористая среда. Такой расчёт не требует значительных вычислительных ресурсов, поскольку не рассчитывается перемещение частиц. В результате этого предварительного расчёта изучен «наихудший вариант», когда работа одной из наиболее уязвимых составляющих процесса надува – надувной головки – не есть причина брака, он появляется под воздействием других факторов. В результате расчёта движения воздуха установили градиенты давления в надувной головке, эти данные затем использовали при расчётах движения частиц. На рис. 8 показана геометрическая модель стержня и пескодувной головки, сеточная модель и проиллюстрированы начальные условия расчёта.
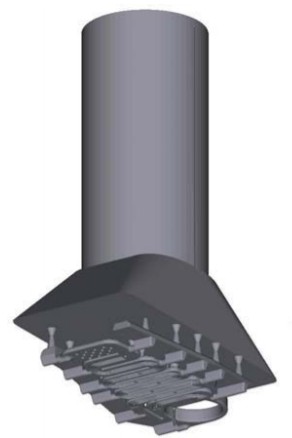
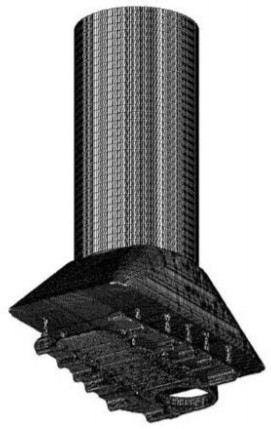

Рис. 8. Геометрическая модель стержня и пескодувной головки (а), сеточная геометрическая модель (б) и распределение плотности согласно начальным условиям (в)
В граничных условиях давление 500 Па было назначено по верхней части пескодувной головки, что соответствовало применяемому давлению надува, венты в стержневом ящике были открытыми. Давление в нижних зонах пескодувной головки устанавливалось с помощь расчётов, в частности, получили 463 Па в 50 мм над надувной плитой (рис. 9, а). Это давление затем использовалось при назначении граничных условий на сокращённую сеточную модель, включавшую только стержневой ящик и надувную плиту (рис. 9, б).

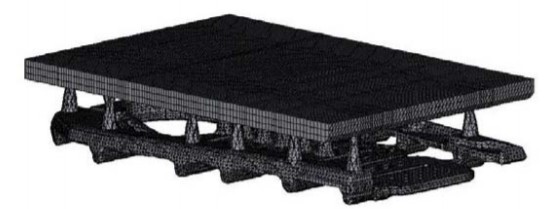
Рис. 9. Результат расчёта давлений на полной модели (а) и сокращённая сеточная модель для расчёта заполнения стержневого ящика (б)
применяемого для изготовления стержня, показано на рис. 11.

Рис. 10. Начальные условия: местоположение песчаной смеси до начала расчёта заполнения
При вычислениях был принят ряд упрощений: процесс заполнения принят изотермическим, течение газа несжимаемое и нет утечек через оснастку.

Рис. 11. Распределение по размерам зёрен песка
Принятые допущения влияют на результат и при его оценке инженер должен обязательно это учитывать. Предположение о том, что нет утечек воздуха сквозь оснастку означает, что он может выходить только через венты, хотя в реальности некоторое количество воздуха может уходить через линию разъёма, в связи с чем заполнение стержневого ящика будет происходить чуть быстрее, чем покажет расчёт и режим заполнения будет несколько другим. Вместе с тем необходимо вспомнить о том, что заполнение может длиться менее секунды и на его продолжительность влияет быстродействие механических клапанов и т.п. и вряд ли есть возможность настроить процесс надува с точностью до десятых долей секунды. Сжимаемость воздуха привела бы к объёмному расширению в результате протекания через отверстия для надува, однако, данный эффект не моделировали. Принимали, что воздух имеет такую плотность и вязкость, которые эквивалентны 300 Па, таким образом оценили давление в районе надувных отверстий. Можно предположить, что объёмное расширение приведёт к более благоприятному развитию процесса, повлияв на скорость движения воздуха – мы же, таким образом, моделировали вновь некоторый «наихудший вариант». Все принятые допущения позволяют многократно сократить размер задачи и продолжительность расчёта. В итоге сокращается время до получения конечного результата, появляется возможность произвести расчёт многих вариантов за то время, что можно выделено на решение производственной задачи.
Результаты расчётов
Распределение плотности в стержне
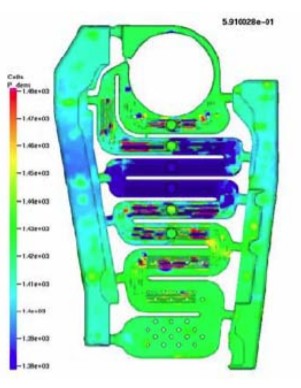
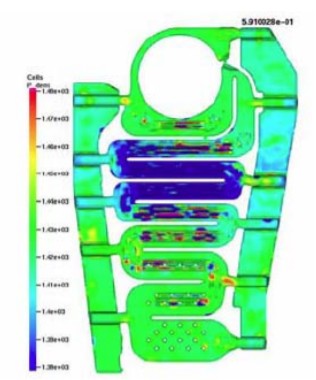
Рис. 12. Распределение плотности в стержне: части стержня, сформированные в верхней (а) и нижней (б) половинках стержневого ящика
На рис. 12 показано распределение плотности в частях стержня, полученных в верхней и нижней половинках стержневого ящика. Пониженная плотность (до 1380 кг/м 3 ) прогнозируется в центральной области, в местах, где находятся заблокированные надувные отверстия. Плотность в большей части стержня прогнозируется в пределах 1420-1430 кг/м3 .
Прирост плотности стержня в течение процесса заполнения показан на рис. 13. Последний «кадр» на рис. 13 отражает конечное поле плотности, очевиден недозаполненный участок в центральной зоне.

Рис. 13. Динамика изменения плотности стержня с интервалом 0,1 с
Давление воздуха
Рис. 14 отражает динамику изменения давления в полости стержневого ящика, что позволяет установить возможные причины возникновения условий, из-за которых формируется недозаполненная область. Первый «кадр» на рис. 14 иллюстрирует начальные условия, когда давление во всей полости равно нулю (см. шкалу), последний «кадр» соответствует 0,4 с. Очевидно формирование участка с высоким давлением, который не может быть заполнен ни на 0,2, ни на 0,4 с. Существенного перемещения воздуха на этом участке не происходит из-за малого градиента давления, эта зона является застойной. Аэродинамическая сила в наибольшей степени влияет на перемещение песка. Малая подвижность воздуха в проблемной зоне приводит к её неполному заполнению.

Рис. 14. Динамика изменения давления в полости стержневого ящика с интервалом 0,1 с
На рис. 15 приведён график изменения давления в хорошо вентилируемом участке стержневого ящика в сравнении с графиком, отражающим давление надува (граничное условие). Давление в стержневом ящике возрастает с увеличением давления надува, песчаная смесь начинает покрывать венты. После того, как близлежащие надувные отверстия заполняются смесью, происходит значительное падение давления в заполненных зонах стержневого ящика. В проблемной зоне такого не происходит.
Рис. 15. Динамика изменения давления в стержне и пескодувной головке
Уплотнение песчаной смеси
Серия «кадров» на рис. 16 отражает движение частиц песка в тонком и извилистом участке стержня, демонстрируя протекание процесса в сечении 1 и 2 (зоны стержня, в которых сделаны сечения, показаны на рис. 17). Надувные отверстия, видимые в средней части стержня на рис. 16, а, не стыкуются с надувной плитой и поэтому остаются незаполненными в течение всего процесса.
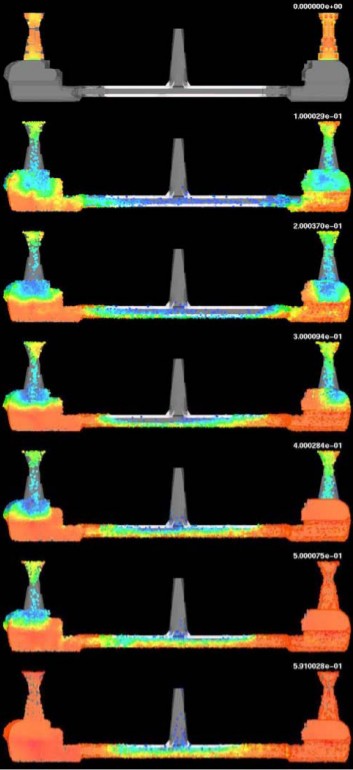
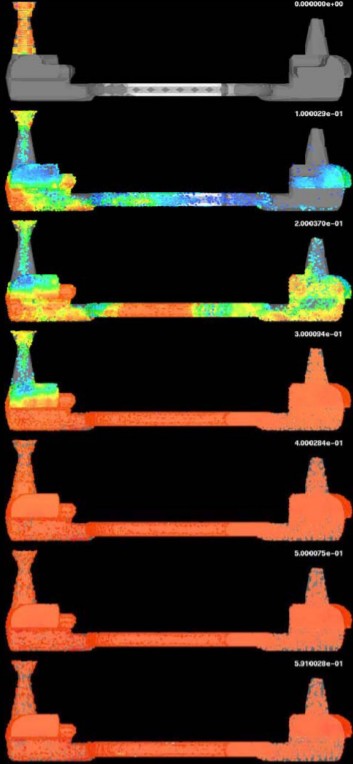
Рис. 16. Динамика движения песчаной смеси в разных зонах стержня: а – проблемная зона 1; б – хорошо уплотняющаяся зона 2
Песчаная смесь в зоне 1 вначале начинает заполнять тонкий участок, но затем останавливается. В противовес этому, зона 2 заполняется вплоть до момента достижения высокой степени уплотнения. Поведение смеси при заполнении определяется потоками воздуха внутри стрежневого ящика. Учёт распределения как воздуха, так и песка крайне важен для правильного расчёта этих потоков.

Рис. 17. Расположение зон 1 и 2
Заключение
Результаты расчётов показывают возникновение недозаполненного участка в центральной части стержня при довольно хорошем уплотнении смеси в других зонах. На рис. 18 приведена фотография реального стержня в сравнении с результатом моделирования. Согласование весьма хорошее.

Рис. 18. Брак стержня: а – фотография реального стержня; б – результат моделирования
ПРОДУВКА СТЕРЖНЯ ГАЗОМ-КАТАЛИЗАТОРОМ
Новая оригинальная модель продувки стержня газом-катализатором относительно недавно вошла в состав программного пакета. Моделирование отверждения стержней путём продувки песчано- смоляной смеси амином позволило выявить некоторые особенности процесса, которые ранее не были до конца изучены или точно истолкованы. Рассмотрим некоторые результаты тестовых расчётов, которые показали весьма хорошее согласование с лабораторными исследованиями.
Эксперименты производились с использованием стержневого ящика с Т-образной полостью и песчано-смоляной смеси, в состав которой вводился индикатор для возможности визуального (с помощью записанного видео) наблюдения за ходом отверждения стержня. Рис. 19 отражает экспериментально установленную динамику отверждения в сравнении с результатами, полученными при моделировании. Тёмные участки на компьютерной модели означают, что в них произошло отверждение. Тёмные участки, заметные на видео с экспериментальным стержнем, означают, что в этих зонах присутствует достаточно амина для инициирования каталитической реакции. Согласование результатов весьма хорошее.

Рис. 19. Динамика процесса отверждения согласно расчётным и экспериментальным данным
ОБЩИЕ ВЫВОДЫ
Заполнение модельной оснастки характеризуется сложным трёхмерным многофазным течением воздуха и песчаной смеси. Особенность зернистой среды – песка – такова, что его движение не может быть отождествлено с движением жидкости. Дискретные частицы песчаной смеси перемещаются под воздействием воздушных потоков, в то же время, движение воздуха находится под влиянием того, как распределились эти частицы внутри стержневого ящика. На течение песчаной смеси также сильно влияет контактное взаимодействие между её частицами, со стенками стержневого ящика.
С помощью программного пакета Arena-flow®, описанного в настоящей статье, возможно произвести точные расчёты движения частиц смеси и течения воздуха с учётом сложного взаимодействия между этими двумя процессами. Согласование между расчётными и экспериментальными данными, полученными как на тестовых задачах, так и для реальных стержней, весьма хорошее. Правильная и экономичная постановка задачи моделирования позволяет быстро произвести расчёты и точно спрогнозировать качество стержня и особенности протекания процесса.
СПИСОК ЛИТЕРАТУРЫ
1. Wallbank J. Process variables in core blowing //Foundry Trade Journal. – 1993, October.
2. Winartomo B., Vroomen U., Buhrig-Polaczek A., Pelzer M. Multiphase modeling of core shooting processes //International Journal of Cast Metals Research. – 2005, vol. 18, No. 1.
3. Lefebvre D., Mackenbrock A., Vidal V., Haigh P. Development and use of simulation in the design of blown Cores and moulds //Foundry Trade Journal. – 2005, February.
4. Andrews M. J., O’Rourke P. J. The Multiphase Particle-in-Cell (MP-PIC) Method for Dense Particle Flows //International Journal of Multiphase Flow. – 1996, 22, pp. 379-402.
5. Snider D. M. An Incompressible Three-Dimensional Multiphase PIC Model for Dense Phase Flows //Journal of Computational Physics. – 2001, 170, pp. 523-549. 6
. Snider D. M., Williams K. A., Johnson R. A. Multiphase Particle-in-Cell Simulations of Dense-Phase Flows in Cyclone Separators, Paper HT-FED2004-56665 //American Society of Mechanical Engineers, New York, NY. – 2004.
7. Williams K. A., Snider D. M., Torczynski J. R., Trujillo S. M., O’Hern T. J. Multiphase Particle-in-Cell Simulations of Flow in a Gas-Solid Riser, Paper HT-FED2004-56594, American Society of Mechanical Engineers Charlotte, NC. – 2004.
8. Arena-flow® Computational Particle Fluid Dynamics program is developed by Arena-flow LLC and marketed by Ashland Casting Solutions – a division of Ashland Inc.
9. Williams K. A., Snider D. M., Walker M., Palczewski S. Process Modeling: Sand Core Blowing //AFS Transactions. – 2002, 02-141.
10. Walker M., Palczewski S., Snider D., Williams K. Modeling Sand Core Blowing: Simulation’s next Challenge //Modern Casting. – 2002, April, pp. 41-43.
11. Buchholz A., Showman R., Snider D. Experiences with Modeling the Core Blowing Process //WFO Technical Forum. – 2003.
12. Metaalgieterij Giesen B.V. Telegen, Netherlands
Перевод – Бройтман О.А.
(Российское представительство Ashland Casting Solutions)

