Пригар делится на 3 группы:
- Механический пригар — прочное сцепление жидкого металла со смесью формы, образует твердую корку;
- Термический пригар — оплавление материала формы вследствие теплоты заливаемого металла;
- Химический пригар — образуется при взаимодействии продуктов реакции металлов с формой (жидкие силикаты с формой, шлак с формой и т.д.).
Механический пригар.
Механический пригар будет образовываться проникновения жидкого расплава в формовочную смесь или стержень, т.е если температура солидуса расплава будет ниже чем температура раздела металл-форма. Дальше пригар может возрастать с увеличением температуры заливаемого металла, с увеличением интервала кристаллизации, массы отливки. Малая теплоаккумулирующая способность формовочных смесей, стрежней и форм, также приводит к образованию пригара.
Механический пригар может образовываться в том случае, когда ферростатическое давление металла превысит определенное «критическое» сопротивление смеси. Поэтому увеличение давления металла сверх этого «критического» неизменно ведет к резкому возрастанию механического пригара. Это явление И. Б. Куманин объясняет следующим. Скорость отдачи тепла струйкой металла стенкам канала уплотненной формовочной смеси не зависит от скорости течения металла, так как отвод тепла определяется формой в целом.
За промежуток времени, в течение которого кончик струйки металла затвердевает, увеличение давления приводит к увеличению скорости движения струйки, т. е. ее дальнейшему перемещению на большую глубину. Проникновение металла увеличивает передачу тепла формой, что, в свою очередь, приводит к более быстрому прогреву глубоких слоев формы и, следовательно, к увеличению общей скорости и глубины проникновения металла.
Как это показал И. Б. Куманин, в конце струи металла, заполняющего форму, непрерывно образуется твердая корочка. Твердая корочка образуется также в конце каждой струйки металла, проникающего в поры формы. Повышение температуры содействует растворению этой корочки в металле, а повышение давления — ее прорыву, что в целом приводит к росту механического пригара. Упрощенно критическое давление Ркр при котором металл и может проникнуть в поры формы, определяется из отношения I
![]()
где Ркр — критическое давление, соответствующее началу образования пригара, в кГ/см2;
где Ркр — критическое давление, соответствующее началу образования пригара, в кГ/см2;
Ркап — капиллярное противодавление в кГ/см2;
Ргаз — газовое противодавление в кГ/см2;

где σ — поверхностное натяжение жидкого металла на границе с газом в эрг/см2;
θ — краевой угол смачивания;
r — радиус поры в см;
g — ускорение силы тяжести в см/сек2.
Следовательно, образование механического пригара предотвращается, если:

Ркап увеличивается, если уменьшается радиус пор, величин, которых тем меньше, чем тоньше структура наполнителя. Следует заметить, что величина пор будет зависеть не только от структуры смеси, но и от условий ее спекания при высоких температурах Введение некоторых добавок, в обычных условиях снижающих пригар (например глины, бентонита, жидкого стекла), в тяжелых тепловых условиях при значительном давлении металла может приводить к спеканию смеси, увеличению размера пор и возрастанию механического пригара. Ркап уменьшается при уменьшена величины поверхностного натяжения металла и снижении краевой угла смачивания.
С увеличением температуры чугуна его поверхностное натяжение обычно снижается, и соответственно с увеличением температуры заливки чугуна увеличивается опасность образована механического пригара.
При стальном литье эта опасность относительно меньше, так как увеличение температуры стали, приводит не к уменьшению, а к увеличению поверхностного натяжения.
Поверхностное натяжение стали существенно снижается пpи увеличении содержания в ней углерода, фосфора, серы, кислорода азота. Поэтому увеличение содержания этих компонентов в стали, может приводить к увеличению механического пригара.
Величина краевого угла смачивания зависит от ряда факторов:
типа сплава, степени его окисленности, продолжительности контакта жидкой и твердой фаз, размера зерен формовочных смесей и др.
Из результатов экспериментальных исследований, проведенных И. В. Валисовским в ЦНИИТмаше отметим установленную зависимость степени смачивания от химического состава поверхностных слоев жидкого металла и формы. Чем больше химический потенциал реакций, протекающих на поверхности раздела металл—форма, тем меньше краевой угол смачивания. Поэтому увеличение степени окисленности стали резко уменьшает краевой угол смачивания при изготовлении форм из кварцевого песка (рис. 1) и значительно в меньшей мере при изготовлении форм из хромомагнезита или хромистого железняка (рис. 1, б) [6].
Таким образом, применять хромомагнезит и хромистый железняк особенно эффективно при наличии в форме окислительной среды.
В случае нейтральной или восстановительной среды вполне удовлетворительные результаты дает использование кварцевых песков.Влияние размера зерен песка на условия смачивания зависит от контакта металла с поверхностью зерен и с газом, находящимся в порах смеси.

Рис.1. Влияние окисленности жидкого металла на краевой угол смачивания:
а—кварцевого песка; б—хромистого железняка.

где,
а—удельная константа газовыделения см-мин, а = qm,
где q — величина газотворности единицы объема формовочной смеси cмз/cмз;
т—коэффициент прогрева, определяющий интенсивность нагрева формовочной смеси до температуры газификации газотворных веществ l см-мин г;
τ — время от начала заливки в мин;
V — объем пор в смеси в см3;
μτ— пропускная способность стержня или формы, прямо пропорциональная газопроницаемости и приведенному сечению газового потока в стержне или форме и обратно пропорциональная длине фильтрации газа;
S — поверхность контакта металла и формы в см2;
с — константа.
Анализ зависимости позволяет определить, какие факторы содействуют увеличению Ркап какие снижают его величину.
В частности, утонение структуры наполнителя, уменьшение размера пор и соответственно уменьшение газопроницаемости смеси будет увеличивать Ргаз и уменьшать возможность образования механического пригара.
В последнее время в работах И. Б. Куманина и В. А. Денисова было дано аналитическое решение задачи определения условий образования и предотвращения механического пригара.
Л. Б. Куманин аналитически доказал, что толщина механического пригарного слоя зависит от газопроницаемости формовочной и, коэффициента аккумуляции тепла формой, давления металла на форму, жидкотекучести залитого металла, вязкости пригарной жидкости, теплофизических свойств металла и приведенной толщины отливок.
На практике для борьбы с механическим пригаром следует применять пески с мелкой структурой (например, по ГОСТ 2138-56, группа 016), использовать краски, а в необходимых случаях пасты, шире применять смеси, обладающие повышенным коэффициентом аккумуляции тепла (например, хромомагнезитовые смеси и смеси с хромистым железняком для стальных отливок).
Термический пригар.
Термический пригар представляет собой спекшуюся массу формовочной или стержневой смеси. В простейшем случае спекание может произойти за счет расплавления или размягчения отдельных недостаточно огнеупорных зерен (примесей), содержащихся в составе исходных формовочных материалов, или неорганических связующих материалов. В других, более сложных условиях процесс спекания происходит в результате взаимодействия различных, иногда очень огнеупорных составных частей смеси и образования при таком взаимодействии новых легкоплавких силикатных соединений. Свободные от примесей пески и глины отличаются очень высокой тугоплавкостью (кварц SiO; при нагревании претерпевает ряд аллотропических изменений и плавится при 1710º С C, каолинит AlO•SiO•HO теряет свою конституционную воду, разлагается и плавится при температуре примерно 1780°. Вместе с тем, смеси песка и глины всегда имеют пониженную температуру плавления.
Толщина корки термического пригара определяется температурой затвердевания образовавшихся в форме силикатов и глубиной прогрева формы до этой критической температуры.
Термический пригарный слой, как это видно из классификации либо не связан с отливкой, либо умеренно связан с ней. Термический пригар, если он не сопровождается окислением залитого сплава, проявляется в виде спекшейся корки смеси, которая при ударах отходит от отливки и рассыпается на отдельные комья.
Борьба с термическим пригаром осуществляется в основном созданием условий, препятствующих спеканию формовочных материалов, и мерами, сокращающими силы сцепления между отливкой и пригарной коркой. К последним относится создание Рме восстановительной среды.
Например, при литье чугуна уголь, вводимый в состав облицовочных смесей, а также углеродистые материалы для красок, натирок и припылов должны выбираться с таким расчетом, чтобы среда, обеспечивающая восстановление окислов металла на поверхности отливок, могла сохраняться в форме в течение всего времени, пока, пригарная, жидкость не перейдет в твердое состояние. Для отливок различной величины и массивности это время может значительно колебаться.
Создание в форме восстановительной или нейтральной среды в ряде случаев оказывает положительное влияние не только на условия образования термического пригара, но и на условия образования других видов пригара.
Так, Л. Е. Плотинский показал, что создание восстановительной среды в форме и нанесение на ее поверхность каменноугольной смолы позволяет получать стальные отливки (в том числе из высоколегированных хромоникелевых сталей) с поверхностью, свободной от плен и пригара.
Р. И. Бучин получил совершенно чистую поверхность изделий небольшого веса из нержавеющей стали, отлитых в сырые формы, продуваемые азотом в течение 15—20 сек до начала заливки и в процессе заливки.
Эти и другие примеры свидетельствуют о том, что создание в форме нейтральной и восстановительной среды является благоприятным не только при изготовлении чугунных, но и в ряде случаев стальных отливок, если поверхностные покрытия формы не науглероживают поверхности стальных отливок.
При изготовлении чугунных отливок с использованием смесей с жидким стеклом создание в форме восстановительной среды оказывается недостаточным. Для получения чистой, свободной от пригара поверхности чугунных отливок формы и стержни необходимо окрашивать.
Химический пригар.
Химический пригар возникает при взаимодействии окислов металла, находящихся на поверхности отливки с формовочным материалом. Цементирующая пригар жидкость представляет собой. Сложное силикатное соединение, обогащенное металлическими окислами (FeO, MgO и др.), дополнительно понижающими температуру затвердевания пригарной корки.
Глубина проникновения в формовочную смесь окислов металла или легкоплавких соединений, образующихся на границе форма-металл, определяется рядом факторов: температурой затвердевания легкоплавких соединений, количеством окислов металла, в свою очередь зависящих от атмосферы литейной формы, глубиной прогрева формы до температуры затвердевания окислов или легкоплавких соединений, смачиваемостью окислами или легкоплавкими соединениями материала формы. Диффузия окислов может происходить и при температурах, более низких, чем температура их затвердевания. Поэтому образование химического пригара возможно и в том случае, если металлические окислы не будут легкоплавкими.
При наличии окислов металла с низкой температурой плавления принципиально возможен и обратный процесс—диффузия тугоплавких компонентов формовочной смеси (например, SiO) в жидкие окислы. Наконец, жидкая фаза может образоваться за счет взаимодействия твердых окислов с нерасплавленными составными частями формовочной смеси, для этого необходим тесный контакт между ними, достаточное время и наличие такого количественного соотношения веществ, при котором получаются легкоплавкие соединения.
Особенностью химического пригара является значительная насыщенность пригарной жидкости окислами металла.
Благодаря повышенной основности этой жидкости она интенсивно действует на зерна песка, растворяя в себе кремнезем. По сравнению с термическим пригаром корка химического пригара является значительно более слитной, содержащей гораздо меньше нерастворенных и неизменных зерен кварца.
Прочность связи между пригаром и отливкой определяется рядом факторов. Ю. А. Клячко и Л.Л. Кунин [9], базируясь на работах П. Д. Данкова и Н. А. Шишакова, считают, что наибольшие силы сцепления разовьются тогда, когда затвердевание пригарной жидкости сопровождается достройкой ранее затвердевших кристаллов залитого в форму сплава. Это возможно, если параметры пространственных решеток сплава и цементирующей пригар массы близки между собой. При соблюдении этого условия появляются смешанные кристаллы, исчезает четкая граница между пригаром и металлом и пригарный слой оказывается трудноотделимым. Ю. А. Клячко и Л. Л. Кунин [13] предположили, что связь пригара с отливкой значительно уменьшится, если охлаждающаяся пригарная жидкость будет кристаллизоваться не на поверхности отливки, а вокруг образующихся в ней центров кристаллизации. В этом случае прочность связи пригара с отливкой определится сцеплением между разнородными кристаллами, расположенными вдоль строго ограниченной границы соприкосновения различных по своей природе веществ. Эти представления пока не находят прямого экспериментального подтверждения, так как структура пространственных решеток сложных силикатов еще мало изучена. Затруднения возникают также в связи с тем, что состав пригарной жидкости не однороден в точках, различно удаленных от отливки. Следовательно, структура затвердевшей пригарной массы не является постоянной.
И. Б. Куманин считает, что прочность связи пригарного вещества с отливкой (в случае химического вида пригара) зависит от условий затвердевания жидкости, цементирующей пригар.
Сущность этих представлений сводится к следующему. Прочность связи между металлом и коркой пригара резко уменьшается, если содержащаяся в пригаре жидкость затвердевает в аморфном (стекловидном) состоянии. Стеклообразный характер пригарной массы обеспечивает уменьшение связи этой массы с отливкой. Под «шубой» скалывающегося стекловидного пригара обычно обнаруживается чистая и ровная поверхность отливки. Практическое получение стекловидного пригара облегчается сходством между составом химического пригара и составом металлургических шлаков. Известно, что получение аморфных шлаков можно достигнуть, увеличивая скорость их охлаждения или изменяя их состав.

Рис.2. Количество центров кристаллизации N и линейная скорость роста кристаллов о в зависимости от степени переохлаждения сплава
Жидкие силикатные массы требуют сравнительно незначительного переохлаждения ниже температуры солидуса для того, чтобы возникновение и рост кристаллов в этих жидкостях прекратились и чтобы вся жидкость при последующем охлаждении затвердела в стеклообразном состоянии.
Наиболее легко стеклообразные массы образуют силикатные сплавы с малым интервалом кристаллизации. Это объясняется тем, что в системах с большим интервалом кристаллизации первоначально выделяющееся твердое вещество имеет возможность свободно развиваться в виде кристалла, получая необходимый для роста материал из оставшейся еще подвижной и не слишком вязкой жидкости.
Наоборот, силикатные массы эвтектического состава или силикаты с малым интервалом кристаллизации становятся вязкими за более короткий отрезок времени, и поэтому рост кристаллов в этих системах бывает затруднен.
Конкретные значения критических скоростей охлаждения сложных силикатов очень мало изучены. Принципиальная сторона вопроса иллюстрируется предложенными И. Б. Куманиным схемами (рис.2). Он указывает, что для жидкости с малым интервалом кристаллизации уменьшение скорости роста кристаллов (сплошные линии) наступает при меньшей степени переохлаждения или, что то же самое, при более медленном ее остывании. Пунктирные линии, соответствующие числу возникающих в жидкости центров кристаллизации, имеют аналогичный характер. Из сопоставления схем составов с малым и большим интервалами кристаллизации вытекает, что при поздней выбивке отливок и при охлаждении их вместе с формой важно иметь пригарную корку, сцементированную жидкостью отличающейся малым интервалом кристаллизации. Такая жидкость, даже при сравнительно медленном остывании отливки (а, следовательно, и при медленном остывании пригара), образует стекловидную пригарную массу, легко отделимую от металла.
Интервал кристаллизации пригарной массы, образующейся на поверхности соприкосновения металла и формы, уменьшается по мере сокращения содержания кремнезема в этой массе и по мере насыщения ее основными окислами. Одновременно падает температура затвердевания пригарной жидкости, и, следовательно, количество этой жидкости и толщина пригарного слоя возрастают. Таким образом, получение чистых отливок с легкоотделяющимся стекловидным пригаром сопровождается не уменьшением, а увеличением массивности пригарных корок, при этом особенностью корок является их высокая хрупкость и отсутствие прочной связи с отливкой.
В наибольшей степени интервал кристаллизации пригарной жидкости (и понижение температуры ее затвердевания) сокращается при добавлении в смеси краски или окислов щелочных и щелочноземельных металлов.
Известно, что при использовании смесей с жидким стеклом получаются чистые стальные отливки, покрытые сверху слоем легкоотделимого пригара.
Для затвердевания пригарной жидкости в стеклообразном состоянии требуется некоторое ее переохлаждение ниже температуры солидуса. Иными словами, пригарная жидкость любого состава получит аморфное строение только в том случае, если скорость ее охлаждения превысит некоторую минимальную критическую скорость, характерную для жидкости данного состава.
Поэтому наряду с введением в смеси специальных добавок (например, жидкого стекла) одним из эффективных способов борьбы с пригаром является применение формовочных смесей с повышенной способностью отводить тепло от отливки. Интенсивность охлаждения отливки зависит от соотношения коэффициентов аккумуляции тепла металла и формы. Коэффициент аккумуляции тепла формовочной массы (Bф=К с y , где К—коэффициент теплопроводности, с — теплоемкость и у — удельный вес) может практически изменяться в широких пределах без увеличения скорости охлаждения отливки, т. е. без возможности образования трещин в металле.
В качестве специальных формовочных материалов могут применяться хромомагнезит, хромистый железняк, магнезит, а также в виде добавки в обычные песчано-глинистые смеси — чугунная стружка и другие вещества с высокой теплопроводностью, теплоемкостью и удельным весом.
Устранению пригара содействует также инертность специальных формовочных материалов по отношению к заливаемому сплаву и его окислам. Значение инертности легко проследить при литье специальных сталей. Например, при производстве отливок из высокомарганцовистой стали замена кварцевого песка в составе формовочной смеси чистым молотым магнезитом устраняет пригар не только вследствие увеличения теплопроводности этой смеси, но и ввиду инертности окиси магния (MgO) по отношению к закиси марганца (МnО) и закиси железа (FeO).
Таким образом, по представлениям И. Б. Куманина, формовочные материалы с повышенным коэффициентом аккумуляции тепла содействуют получению стекловидного пригара благодаря увеличению степени переохлаждения пригарной корки; жидкое стекло приводит к тем же результатам вследствие уменьшения критической величины переохлаждения, необходимой для получения пригара в аморфном состоянии. Специальные формовочные материалы с высоким коэффициентом аккумуляции тепла так же, как и жидкое стекло, могут применяться независимо друг от друга, однако в наиболее ответственных случаях, особенно при производстве крупных стальных отливок, целесообразно совместить оба способа борьбы с пригаром и этим обеспечить получение литья с чистой и гладкой поверхностью.
Следовательно, в зависимости от химического состава пригарной жидкости, температуры нагрева формовочной смеси, длительности контакта металла и формы, скорости охлаждения затвердевшее пригарное вещество может иметь либо кристаллическое, либо аморфное строение.
В первом случае пригар трудно отделим от отливки, во втором случае пригар будет образовываться, но вследствие аморфного (стекловидного) строения его отделение от отливки будет происходить очень легко.
И. Б. Куманин считает, что именно в этом заключается принципиальное отличие условий применений смесей с жидким стеклом для стальных и чугунных отливок.
В стальном литье при использовании смесей с жидким стеклом в подавляющем большинстве случаев образуется аморфная легкоотделимая пригарная корка, под которой обнаруживается чистая поверхность отливок. Поэтому дополнительной окраски стержней и форм при стальном литье, как правило, не требуется. В противоположность этому на чугунных отливках при использовании смесей с жидким стеклом образуется трудноотделимая корка пригара. Поэтому возникает необходимость в окраске стержней и форм
А. А. Горшков и Б. И. Мархасев на основании рентгеновского и петрографического анализов считают, что на поверхности раздела металл — песчано-глинистая форма образуются силикаты железа в кристаллическом (фаялит) и в стекловидном (железистое отекло) состояниях. При этом условия образования пригара и трудность его отделения от поверхности отливок определяются ионными силами электростатического притяжения катионов Fe’1«2 и анионов SiO»4, возникающими при взаимодействии металла и двуокиси кремния, составляющей основу обычного кварцевого песка.
По наблюдениям Б. И. Мархасева введение в формовочные смеси кальцинированной соды приводит к образованию на поверхности стальных отливок пленки окалины и легкому отделению пригарного слоя от поверхности отливок.
По мнению К. И. Ващенко и С. П. Дорошенко, прямой связи между образованием легкоотделимых пригарных корок и количеством стекловидной фазы не наблюдается. Наоборот, стекловидная фаза более склонна к сцеплению с металлом, чем кристаллическая фаза такого же состава. На основе исследований К. И. Ващенко и С. П. Дорошенко пришли к выводу, что причиной легкого отделения пригарной корки от отливки является слой окислов железа, образующихся между отливкой и пригарной коркой.
Если толщина слоя окислов составляет примерно 100 мк, пригарная корка легко отделяется. При меньшей толщине отделение пригарной корки затруднено.
Именно этим исследователи объясняют легкое отделение пригарного слоя при изготовлении в формах с жидким стеклом стальных отливок и в аналогичных условиях трудное отделение корки на чугунном литье. Влияние теплоаккумулирующей способности формы на условия образования легкоотделимого пригара они отрицают.
Заметим, что по нашему мнению, в перспективе, введением в смеси с жидким стеклом специальных добавок удастся, не прибегая к окраске стержней и форм, также и на чугунных отливках получить чистую, свободную от пригара поверхность. Некоторые шаги в этом направлении были сделаны в работе И. В. Рыжкова, вводившего в составы смесей с жидким стеклом флюорит, а также исследовавшего смеси, состоящие из полевого шпата, кремнезема, каолина и жидкого стекла. Перейдем к экспериментальному рассмотрению условий образования пригара на стальных и чугунных отливках при использовании смесей с жидким стеклом.
КАЧЕСТВО ПОВЕРХНОСТИ ОТЛИВОК
Шероховатость отличается от пригара тем, что
- концентрация окислов на поверхности металла отливки недостаточна для образования промежуточного соединения, вызывающего плотное приставание поверхности формы к поверхности отливки;
- как и при химическом пригаре, отдельные выступы на поверхности формы не превосходят радиуса зерна формы.
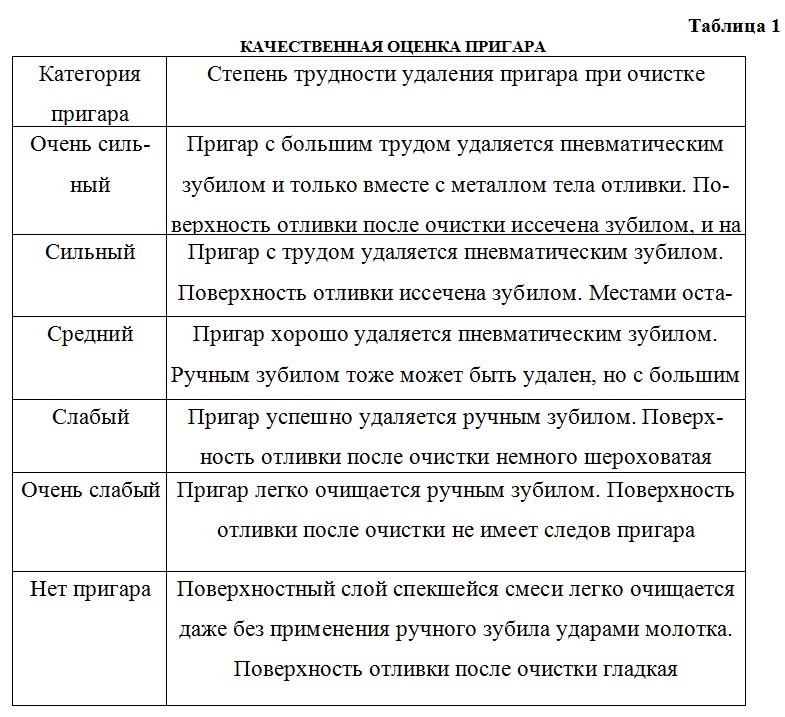
Качественная оценка величины пригара, предложенная Уральским политехническим институтом, представлена в табл.3. Категории пригара характеризуются степенью трудности удаления пригара при очистке и способами его удаления. Говорить о прочности сцепления механического пригара с отливкой нет смысла, так как в этом случае трудность удаления пригара определяется прочностью самого металла и частотой струек, проникших в форму, на единицу площади. Поэтому в дальнейшем целесообразно говорить о прочности сцепления либо полностью окисленного механического пригара, либо чисто химического пригара. Последний случай часто встречается при использовании жидкостекольных форм для чугунного и высоколегированного литья.
Прочность связи двух разнородных фаз (в нашем случае металла и пригарного вещества) при нормальной температуре определяется несколькими факторами.
Ф. Д. Оболенцев[6] приводит классификацию пригара по способам, необходимым для его удаления, и виду отделяемых частиц пригара (табл. 1).
С другой стороны, если пригар легко удаляется при проведении какой-либо операции, предусмотренной общим технологическим процессом изготовления отливок (термообработка, дробеструйная очистка и. т. п.), можно допускать на отливках образование пригара определенной величины.
Поэтому естественно стремление литейщиков классифицировать пригар по прочности сцепления с отливкой и дать количественную оценку величины пригара.
Ф. Д. Оболенцев приводит классификацию пригара по методам, необходимым для его удаления, и по виду отделившихся частиц пригара (табл.2).

значения при одинаковой толщине пригарной корки метод Н. Т. Жарова дает одинаковые работы для пригара 5, 6 и 7-го баллов (см. табл.2), и, наоборот, для пригара, отделяющегося пластами (5-й балл), величина работы будет зависеть от толщины пригарной корки, хотя прочность сцепления пригара с отливкой остается одной и той же.
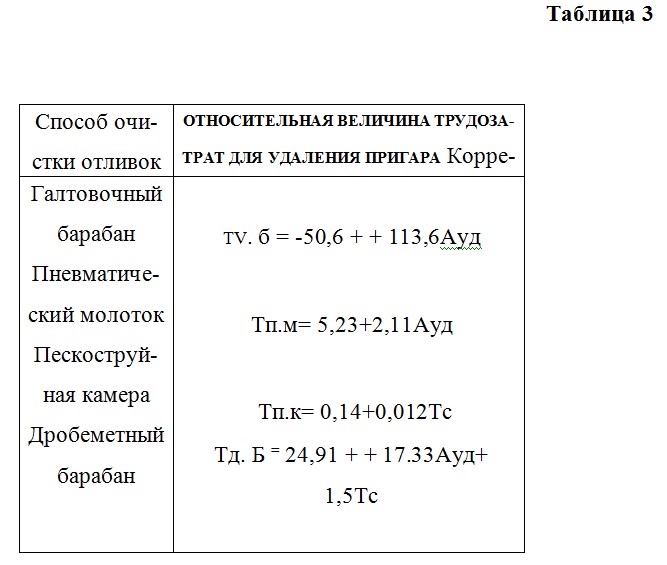
По сопоставлению величин затраченной работы на удаление пригара со временем очистки отливок производственными способами получены корреляционные соотношения, позволяющие рассчитать относительную величину трудозатрат, необходимую для удаления исследуемого пригара в производственных условиях.
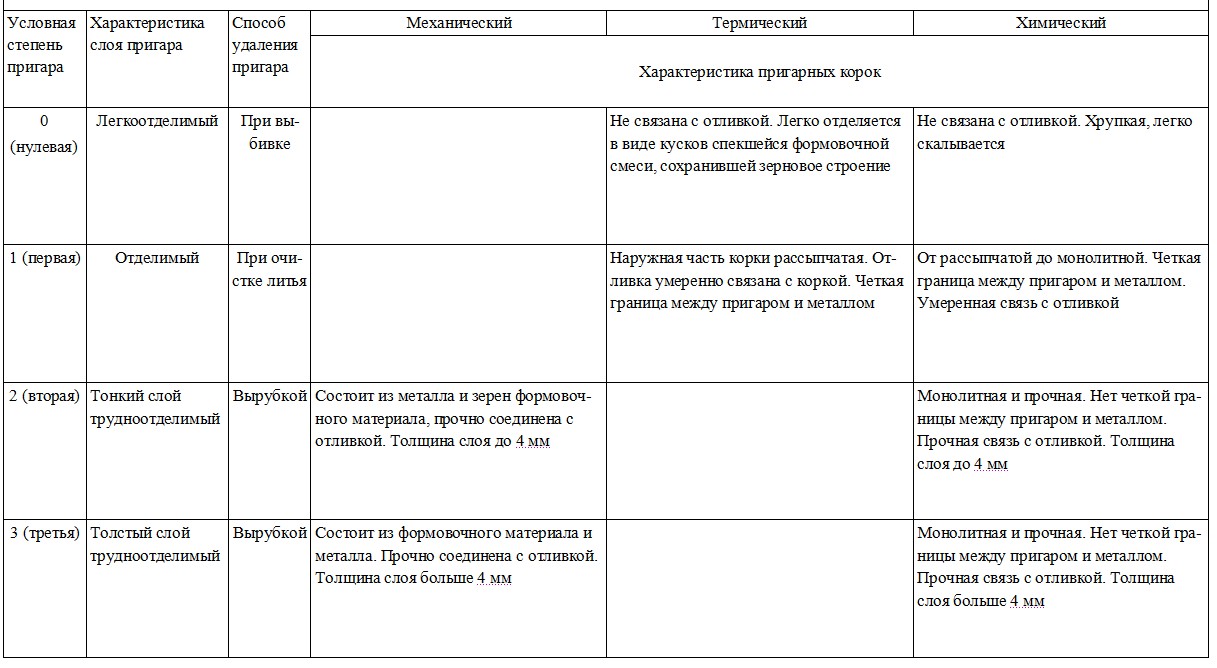
И.Б. Куманиным предложена классификация пригара (табл.4) в основу которой положено представление о том, что пригар всегда состоит из зерен наполнителя, сцементированных затвердевшей жидкостью. Этой жидкостью могут являтся металл или его окислы, проникшие в поры формы, или легкоплавкие соединения и сплавы, образовавшиеся в результате взаимодействия между окислами металла и формовочными материалами, или, наконец, жидкое вещество может возникнуть в самом формовочном материале за счет расплавления примесей, входящих в его состав, или же за счет образования легкоплавких силикатов.
Классификация пригара по способу его удаления ( по И.Б. Куманину) Таблица 4