Литейное производство Ижевский механический завод
Литейное производство организовано на «Ижевский механический завод» в 1950 году.
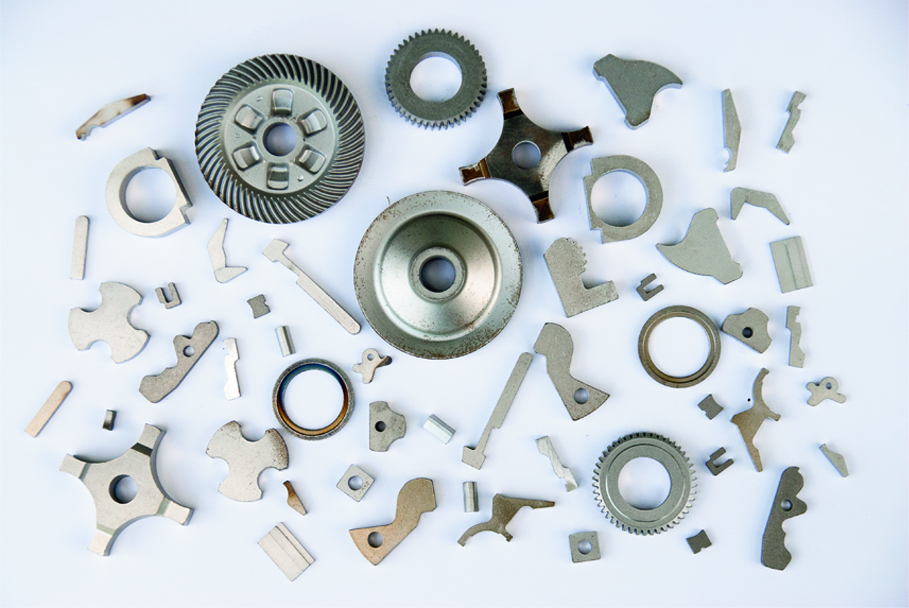
За годы его существования освоено более 4000 наименований отливок для предприятий различного профиля.
Основной объем производства приходится на стальное литье по выплавляемым моделям (до 5000 т в год).
Технологический процесс и оборудование позволяют изготавливать точное литье по выплавляемым моделям из углеродистых, низко- и высоколегированных сталей, специальных сплавов, серого чугуна и неризиста массой от 2 г до 2 кг, максимальными габаритами 250 мм и минимальной толщиной стенки 0,8 мм; изделия из металлических порошков; ручной электроинструмент: перфораторы, дрели ударного действия, лобзики маятниковые, пилы дисковые и цепные, машины шлифовальные угловые и ленточно-шлифовальные, рубанки; оснастка: штампы, пресс-формы и инструмент для обработки заготовок
Предприятие принимает заказы на изготовление точного стального литья по чертежам и спецификации Заказчика.
Каталог литейного производства АО «Ижевский механический завод

Литья под давлением
- бытовой техники;
- авто- и мото-производства;
- электроинструмента;
- спец. техники и другого.
- точность размеров по 12…14 квалитету;
- толщину стенок от 1 мм;
- шероховатость поверхности Rа 3,2…6,3;
- вес получаемых заготовок от 2 гр до 8 кг



- контроль внешнего вида;
- контроль химического состава;
- контроль механических свойств;
- контроль размеров;
- рентген-контроль;
- контроль герметичности.
|
№
п/п
|
Наименование оборудования | Марка | Характеристики | Ко-во, шт. |
| Для приготовления сплавов | ||||
| 1 | Раздаточная печь | САТ500 |
Ёмкость тигля 490 кг по
алюминию
|
4 |
| Для изготовления отливок | ||||
| 1 | Машина литья под давлением | С-680D | Усилие запирания 680т | 1 |
| 2 | Машина литья под давлением | GDK-850 | Усилие запирания 960 т | 1 |
| Отделение отливок | ||||
| 1 | Ленточная пила | ЛС-80 | 1 | |
Точное стальное литьё
Точное стальное литьё по выплавляемым моделям организовано на Ижевском
механическом заводе в 1950 году. За годы его существования освоено более 4000
наименований отливок для предприятий различного профиля.
Литейная продукция используется при производстве:
- огнестрельного оружия;
- ракетной и космической техники;
- автомобилей, тракторной техники, велосипедов;
- бытовой техники и электроинструмента;
- нефтегазового оборудования.
Технология обеспечивает:
- точность размеров по 14 квалитету точности с толщиной стенок от 0,8 мм, практически исключая механическую обработку;
- изготовление отливок развесом от 2 до 2000 гр, максимально приближенных к конфигурации готовых деталей;
- шероховатость поверхности Ra6,3, гарантирующего товарный вид изделия.
В качестве материала отливки применяются углеродистые, легированные и
высоколегированные стали со специальными свойствами.
Качество литья гарантируется комплексной системой технической подготовки и
управления производством, включающих в себя:
- обязательное создание компьютерных моделей отливок с целью размерного анализа, моделирование условий затвердевания и разработки управляющих программ для станков с ЧПУ;
- изготовление пресс-форм на современных обрабатывающих центрах, обеспечивающих точность воспроизведения геометрии рабочей полости;
- обязательный контроль всех используемых материалов;
- автоматизированный контроль технологических параметров на операциях;
- современные виды неразрушающих методов контроля готовых отливок.
Готовая продукция проходит следующие виды контроля:
- контроль химического состава, механических свойств, состояние структуры металла;
- контроль внешнего вида;
- размерный контроль;
- рентген-контроль;
- магнитная дефектоскопия.


Отливки изготавливаются на следующем оборудовании
| Наименование оборудования | Марка | Характеристика | Кол-во |
| Приготовление модельного состава | |||
|
Линия приготовления модельной
пасты
|
Механизированное нестандартное
оборудование
|
1 | |
| Изготовление моделей | |||
|
Автомат модельных звеньев
(механизированные прессформы)
|
61201 | 10-позиционный автомат | 6 |
|
Устройство для запрессовки
модельной пасты (ручные
прессформы)
|
ЦТ 7020-
4097
|
3 | |
| Изготовление керамических форм | |||
|
Линия изготовления керамических
оболочек
|
8.ОЛ |
Механизированная линия
нанесения огнеупорного покрытия
с последующей сушкой
|
1 |
|
Бойлерклав для выплавления
модельного состава
|
DRTL 1000 | 1 | |
| Разливка металла | |||
|
Линия формовки, прокалки,
заливки и охлаждения блоков
|
АВА 73.ОЛ
|
1
|
|
|
Электрическая плавильная
индукционная печь
|
ИСТ 0,25
|
2
|
|
| Отделение отливок | |||
| Виброустановка | 6А92 | Стандартное оборудование | 4 |
| Гидропресс | 603 ИК | 3 | |
| Станок обрезной | НТА-24 |
Механизированное нестандартное
оборудование
|
2 |
|
Удаление остатков керамики
|
|||
| Ванна выщелачивания | Н1137 |
Механизированное нестандартное
оборудование
|
2 |
| Термообработка отливок | |||
| Печь нормализации | 17П022 |
Проходная газовая печь
|
1 |
Порошковая металлургия
Участок порошковой металлургии изготавливает конструкционные порошковые
заготовки по ТУ В-3-30-85 и ТУ Л 43-85, предназначенные для:
— слабо и средне нагруженных деталей, работающих без ударных нагрузок из
материалов СП30Н2М-1 и СП50Н2М-1;
— высоконагруженных деталей, работающих с ударной нагрузкой тз материалов
СП30Н2М-2 и СП50Н2М-2;
— для антифрикционных деталей из материала ЖГр1Д2,5 -6,5 ТУ Л43-85.
Характеристики порошковых заготовок:
— максимальная площадь заготовки в направлении прессования- 15 см2;
— максимальная длина заготовки- 100 мм;
— максимальная высота заготовки в направлении прессования- 50 мм;
— максимальный вес заготовки- 200 г.


Механические свойства (выписка из ТУ В 3-30-85):
|
Марка
порошкового
материала
|
Плотность, не
менее г/см2
|
Твердость
HRC
|
Временное
сопротивление при
растяжении,
кгс/мм»
|
Ударная
вязкость кгсм/
см2
|
| СП30Н2М-1 | 7,0 | 28-42 | 90 | 2,5 |
| СП50Н2М-1 | 7,0 | 35-49 | 100 | 2,0 |
| СП30Н2М-2 | 7,25 | 32-46 | 100 | 3,5 |
| СП50Н2М-2 | 7,25 | 42-55 | 120 | 2,5 |
Оборудование участка порошковой металлургии
|
№
п/п
|
Наименование оборудования | Марка | Характеристики |
Ко-
во,
шт.
|
| Для приготовления смеси | ||||
| 1 | Смеситель двухконусный | АВА | Емкость 200 л | 2 |
| 2 | Вибросито | Д-500 | Диаметр 500 мм | 2 |
| Для прессования заготовок | ||||
| 1 | Пресс-автомат механический | К8130 | Усилие 100 т | 2 |
| 2 | Пресс-автомат механический | К0628 | Усилие 63 т | 2 |
| 3 | Пресс-автомат механический | КБ8124 | Усилие 25 т | 2 |
| Для спекания заготовок | ||||
| 1 |
Электропечь проходная,
толкательная, с защитной
атмосферой
|
СТН2,5.20-М2 |
Рабочая
температура 1250 0С
|
4 |
| 2 |
Установка для диссоциации
аммиака
|
Даж-40 |
Производительность
40 м3/ час
|
2 |
Услуги АО «Ижевский механический завод»
Термическая обработка:
- Термообработка давальческого сырья;
- Закалка;
- Отпуск;
- Обжиг;
- Нормализация;
- Цементация;
- Азотирование;
- Старение;
- Дисперсионное твердение;
- Травление.
Механическая обработка:
- Обработка давальческого сырья по чертежам заказчика;
- Изготовление деталей по чертежам заказчика из нашего сырья;
- Фрезерная обработка;
- Токарная обработка;
- Расточка;
- Сверловка;
- Шлифовка;
- Резка.
Литейное производство
- Литьё по выплавляемым моделям;
- Алюминиевое литьё под давлением;
- Алюминиевое литьё в кокиль;
- Литьё в песчано-глинистые формы;
- Порошковая металлургия;
- Изготовление модельной оснастки.
Штамповка
- Горячая штамповка;
- Холодная штамповка;
- Листовая штамповка;
- Изготовление штамповой оснастки.
Ковка
- Переков молотовых поковок из давальческого сырья;
- Ковка молотовых поковок из нашего сырья.
Услуги лаборатории
- Проведение механических испытаний на давальческом сырье заказчика;
- Металлографический анализ;
- Химический анализ;
- Спектральный анализ;
- Рентгеноструктурный анализ.
Нанесение покрытий и напылений — Гальванические процессы:
- Щелочное оксидирование деталей до 850 мм;
- Анодирование в серной кислоте и в хромовой кислоте деталей до 850 мм;
- Фосфатирование деталей до 1000 мм;
- Цинкование деталей до 1000 мм;
- Хромирование наружных поверхностей и внутренних поверхностей цилиндрических деталей до 850 мм;
- Никелирование химическое и гальваническое деталей до 200 мм;
- Нанесение покрытий драгоценными металлами (паладирование, серебро твердое и обычное матовое) деталей 150 мм;
- Оловянирование деталей до 300 мм;
- Оксидофосфатирование деталей до 300 мм;
- Покрытие сплавами олово-висмут деталей до 200 мм;
- Меднение цианистое деталей до 150 мм;
Лакокрасочные покрытия:
- БФ-4 с нигрозином деталей до 1500 мм;
- Акриловое покрытие деталей до 1000 мм;
- Алкидное покрытие деталей до 100 мм;
- Аквапечать деталей до 850 мм.