Производство качественной запорной арматуры, используемой на многочисленных нефтегазоперерабатывающих, химических и топливно-энергетических предприятиях, считается одним из самых ликвидных производств, обеспечивающих его высокую рентабельность.
К сожалению, практика изготовления пустотелых корпусов отливок, являющихся наиболее ответственными сборочными единицами запорной арматуры, имеет свои существенные недостатки, влияющие в конечном счете на весь процесс их бездефектного изготовления.
Невозможность полноценного регулирования процессов, происходящих в форме при заполнении ее расплавом, использование химически активных формовочных материалов и применение «стандартизированных» литейных технологий, не учитывающих особенностей реальных производств, а также способов изготовления литейных форм – все это приводит к хаотичному, не контролируемому формированию многочисленных дефектов в теле отливок.
Низкое качество литья ведет к их массовой отбраковке как в период изготовления деталей задвижек, так и в начальный период эксплуатации готовых изделий, что существенно сокращает рентабельность такого производства.
Поиск новых и усовершенствование существующих технических и технологических решений с целью повышения качества литья является одной из первостепенных задач литейного производства.
Внедрение технологии вакуумно-пленочной формовки (ВПФ), в основе которой заложен чистый формовочный песок без связующих материалов, вакуум и синтетическая пленка, создало возможность организации литейных производств нового поколения. Вакуум-процесс – самый «чистый» метод изготовления форм. Значит, универсальное решение производства такого вида отливок уже найдено? В этом стоит разобраться более подробно.
Внедрение современных высокопроизводительных автоматических линий вакуумно-пленочной формовки производства компании HEINRICH WAGNER SINTO (HWS-Sinto, Германия) на таких предприятиях, как компания «Новые Литейные Технологии» (НЛТ, г. Набережные Челны) и АО «Благовещенский арматурный завод», при видимом улучшении внешнего вида отливок показало, что качество такого литья практически не улучшилось, а на некоторых позициях брак при отливке деталей составил более 40 %. Бесконечный поиск необходимых решений силами предприятий, а также силами приглашенных специалистов по улучшению качества выпускаемого литья существенных результатов не принес.
Существующие подходы по поиску решений для устранения причин брака при отливке деталей чаще всего основываются на имеющихся в литейных предприятиях «базовых» составляющих, таких как технологическое оборудование, стержневое оборудование, технология изготовления.
Как правило, проблемы качества литья (особенно такого) являются комплексными проблемами, и решить их только с помощью перенастройки режимов работы оборудования, либо замены каких-то расходных материалов, либо доработки литейных технологий и т. п. невозможно.
Требуется комплексный подход, включающий:
• технологическую проработку проблемных видов отливок для определения оптимальных условий их производства;
• отработку базовых литейных технологий для создания технологически обоснованных условий производства такого вида отливок с учетом особенностей технологии вакуумно-пленочной формовки;
• анализ технических возможностей имеющегося оборудования и оснастки на предмет создания оптимальных условий производства и внедрения базовых литейных технологий;
• анализ совместимости используемых технологий при изготовлении литейных форм и их влияния на процессы формирования отливок применительно к технологии ВПФ.

Ранее на основе комплексного анализа работы автоматической линии ВПФ, внедренной компанией «НЛТ» в г. Набережные Челны, была описана большая часть существующих проблем этого производства и предложены необходимые решения по повышению качества получаемого литья. Теперь более подробно остановимся на рассмотрении анализа совместимости используемых технологий при изготовлении литейных форм и их влияния на процессы формирования отливок применительно к технологии ВПФ.
Представьте, что, приобретая дорогую технику, работающую на совершенно новом принципе, для изготовления определенной части этой же продукции, вы вынуждены использовать устаревшую технологию, от которой прежде пытались отказаться. При этом вы не знаете точно, как поведут себя две эти технологии вместе в одной форме, каково их влияние друг на друга.
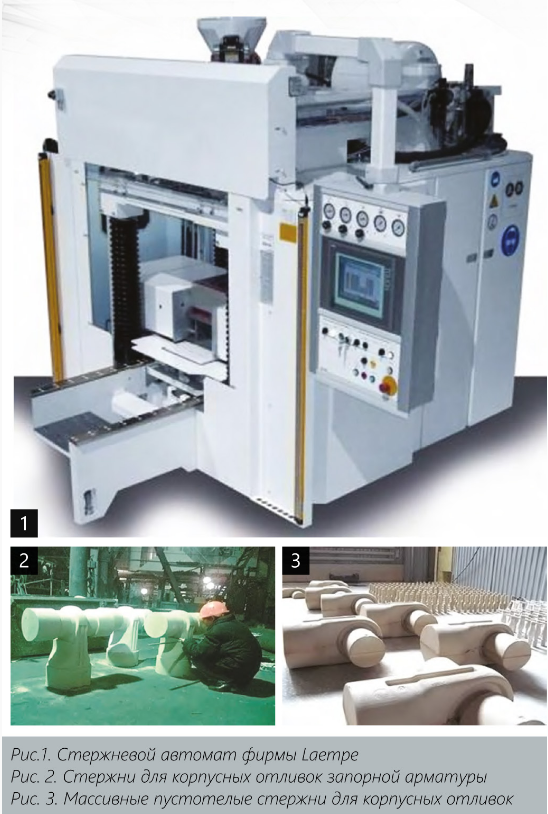
Да и как вообще возможно наладить производство, когда для каждой из этих технологий режимы производства принципиально разные? К примеру, для производства стержней, формирующих внутреннюю поверхность пустотелых корпусов отливок при ВПФ (а это до 50 % всей поверхности детали), применяются стержневые автоматы фирмы Laempe, использующие Cold-box-amin-процесс (рис. 1).
При всех существующих технологических и экономических преимуществах изготовления стержней по Cold-box-amin-процессу в сравнении с другими способами их производства «поведение» таких стержней в период заполнения вакуумируемой формы расплавом, особенно для такого типа отливок, где используются массивные пустотелые стержни (рис. 2, 3), на практике приводит к разрушению их поверхностного слоя и формированию в отливках многочисленных дефектов, таких как засоры и раковины.
Рассмотрим «изнутри» процесс заливки формы горячим металлом. Итак, литейная форма изготавливается по технологии вакуумно-пленочной формовки, а стержни изготавливаются по Cold-boxamin-процессу (рис. 4, 5).
Форма, изготовленная методом вакуумно-пленочной формовки, представляет собой нечто вроде «сендвича», состоящего из двухсторонней синтетической пленки и сухого песка между ними. Прочность формы достигается путем создания разряжения в замкнутом пространстве формовочного песка за счет сил трения между его частицами. Такая форма имеет высокую прочность и высокую степень газопроницаемости. При направленном поступлении горячего расплава в форму облицовочная пленка в зоне движения фронта металла сперва размягчается, затем втягивается в поры песка за счет вакуума, герметизируя верхний слой формы.
Впоследствии продукты разложения пленки удаляются через вакуумную систему формы и ее выпора. Покрытие рабочей части формы антипригарным составом, расположенным под облицовочной пленкой, позволяет создать тонкий слой огнеупорного покрытия с микропорами, пропускающими внутрь тела формы за счет существующего разряжения только газы и расплавы с высокой степенью жидкотекучести.
Возможность такой фильтрации позволяет предотвратить проникновение внутрь формовочного песка расплавов с низкой жидкотекучестью (особенно стали) и предотвратить образование пригара.
Стержень, изготовленный по Cold-box-amin-процессу, имея точные геометрические размеры и высокое качество поверхности, обладает газотворной способностью и не высокой газопроницаемостью стержневого материала.
Во время заполнения формы расплавом он выделяет пары фенола, бензола и свободного формальдегида. Используемые антипригарные краски, нанесенные на поверхность стержней, под действием высокой температуры растрескиваются и выгорают, выделяя газы. Отсутствие вакуума внутри стержня, а также его низкая газопроницаемость, приводят к попаданию этих газов в полость формы.
Процесс заполнения формы, изготовленной методом вакуумно-пленочной формовки, использующей стержни по Cold-box-amin-процессу
Первоначальное поступление расплава высокой температуры в форму, особенно при попадании его сверху на облицовочную пленку, приводит к ее мгновенному выгоранию и вымыванию продуктов ее разложения потоком металла. Через «оголенную» часть полости формы, увеличивающуюся за счет турбулентного движения металла, начинает происходить интенсивный подсос газов.
Внутри полости формы резко понижается давление. Поток поступающего расплава приводит к местному нагреву стержня, расширяющемуся по мере продвижения горячего металла. Антипригарная краска начинает растрескиваться и гореть, между тем компоненты стержневого состава начинают выгорать в местах нагрева, выделяя пары газов. Пониженное давление внутри полости формы и атмосферное внутри полости стержня приводят к внутреннему давлению на его стенки.
Часть стержня, нагретая до высокой температуры, теряет свою прочность, и газы, выделяющиеся в процессе термического воздействия и разности давлений, прорываются в полость формы на ограниченном прогретом участке. Интенсивное движение газов, а также гидравлическое воздействие расплава на стенки стержня, приводят к отрыву и захвату частиц антипригарной краски вместе с крупицами материала стержня.

Попадая в полость формы, они смешиваются с потоком металла и перемещаются в любую ее часть. По окончании заливки формы и охлаждения отливки эти частицы образуют многочисленные раковины и засоры, хаотически располагаемые в теле отливки.
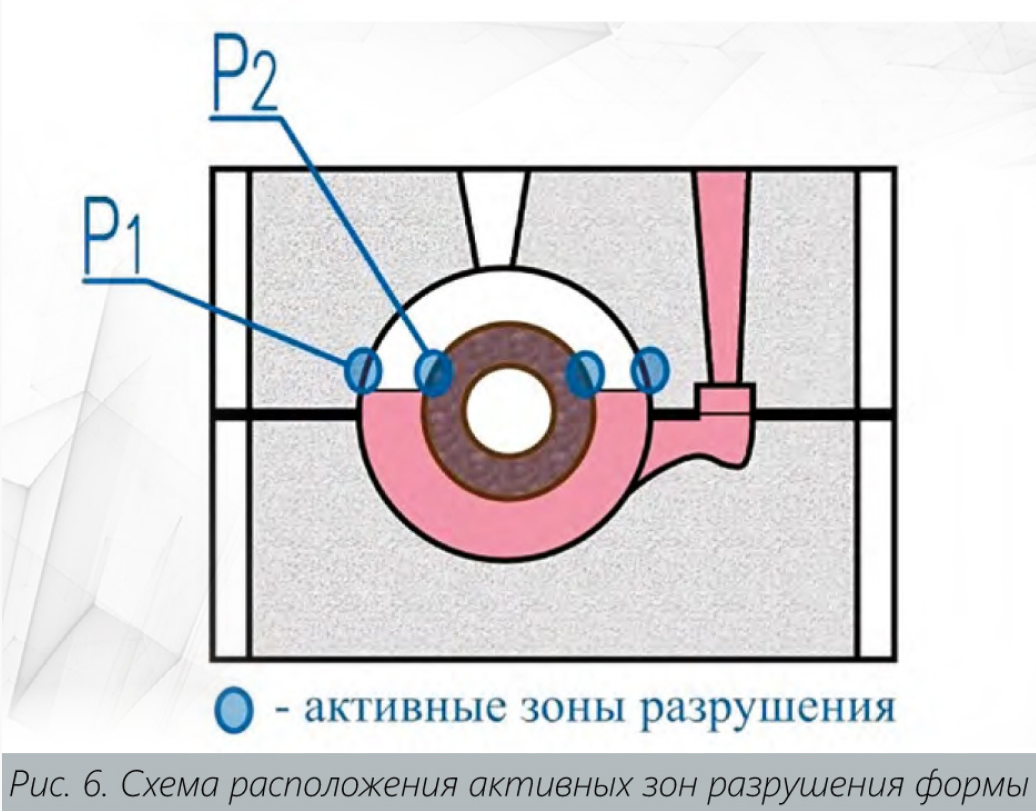
Дальнейшее продвижение металла в форме приводит к формированию зон активного разрушения поверхности стержня вдоль зеркала расплава (рис. 6).
Прогретые зоны формы образуют участки с полностью выгоревшей облицовочной пленкой, где происходит повышенный подсос газов из ее полости и местное падение внутреннего давления. Аналогичные участки стержней, расположенные на одном и том же уровне с участками формы, под действием высокой температуры и воздействием потока металла (особенно при его турбулентном движении) растрескиваются, выгорают и частично уносятся потоком расплава в отливку.
Этому процессу способствует образующаяся разница давлений в зонах Р1 (всасывание газов вовнутрь тела формы) и Р2 (выделение газов из поверхности стержней).

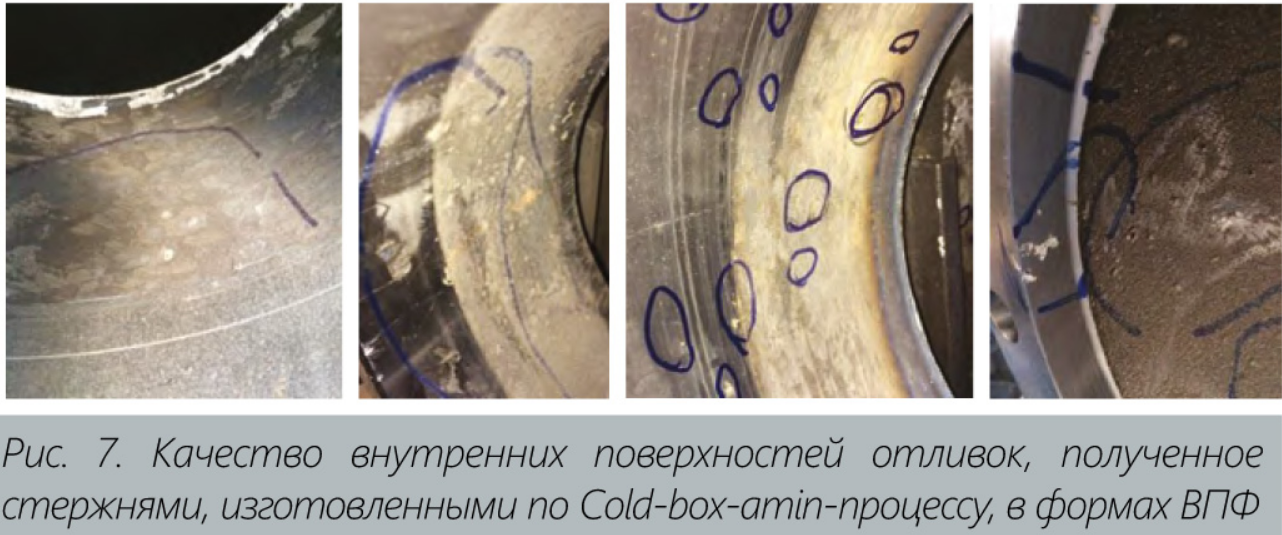
Процессы, происходящие в такой форме, создают условия разрушения поверхностного слоя стержня, влияющие на формирование отливок с многочисленными дефектами и «корявой» (неровной) внутренней поверхностью.
Кардинальное различие качеств поверхности стержней и образовываемых ими поверхностей отливок, а также наличие в металле вкраплений остатков выгоревшей антипригарной краски является прямым доказательством несовместимости использования стержней, изготовленных по Cold-box-amin-процессу, с формой, полученной методом ВПФ (рис. 7).
Дополнительной проблемой при использовании «несовместимых» технологий является использование формовочных и стержневых песков разных размеров. Накопление более крупных фракций стержневого песка в формовочном приводит к увеличению расхода вакуума и ухудшению качества наружной поверхности отливок. Кроме того, продукты выгорания стержневой смеси с краской засоряют формовочный песок и создают условия преждевременного выхода фильтровальных элементов (сеток) опок.
Возможность совместного использования технологий изготовления форм и стержней, разработанных на разных принципах производства, а также применение расходных материалов, отличающихся по химическим и физическим свойствам, без существенного влияния на качество отливок допускается, но только тогда, когда соотношение площадей формы и стержня, контактирующих с расплавом, не превышает (ориентировочно) 5:1. При невозможности выдержки этих соотношений при изготовлении стержней рекомендуется максимально использовать однородные материалы (к примеру, гранулометрический состав формовочных песков и химический состав антипригарной краски) и единые режимы производства (к примеру, вакуумирование полости стержня).
Наиболее подходящими видами стержней для вакуумируемых форм, обеспечивающими максимальное качество отливок и великолепную совместимость технологий, являются стержни, изготовленные методом вакуумно-пленочной формовки (рис. 8).

Существующий опыт производства и использования таких стержней позволил производить корпусные отливки высокого качества практически без дефектов с качественной поверхностью как со стороны стержня, так и со стороны формы (рис. 9, 10).
На сегодняшний день решены технические вопросы производства таких стержней (рис. 11), их транспортирования и хранения, а также подключения к вакуумной системе формы.
Организация такого производства позволяет изготовливать стержни непосредственно «под форму» без создания многонаменклатурного склада стержней. Применение одной и той же технологии вакуумно-пленочной формовки при производстве форм и стержней позволяет организовать их совместное производство, используя общие расходные материалы и общие энергоносители без последующего смешивания песков различных размеров с применением единых режимов производства.
Использование 4-х позиционых каруселей (рис. 11) производительностью 10 форм в час позволяет полностью обеспечить каждую из вышеперечисленных автоматических линий ВПФ необходимыми стержнями, устранив причины существующих проблем с качеством отливок.
Многократное повышение качества литья, существенное снижение объемов бракованной продукции – это «цена» использования «совместимых» технологий производства.
Литература
1. Буданов, Е.Н. Арматурные отливки и анализ состояния их производства в России / Е.Н. Буданов // ИТБ «Литье Украины». – 2010. – № 2 (114).
2. Буданов, Е.Н. Арматурные отливки – основная цель и актуальные задачи арматуростроения России / Е.Н. Буданов // РАЛ-Инфо. – 2011.
3. Буданов, Е.Н. Производство отливок арматуры (вентили, задвижки, клапаны) / Е.Н. Буданов // Литейщик России. – 2005. – № 10. – С. 11-18.
4. Валеев, И.Э. Вакуумная формовка как способ изготовления лиейных стержней / И.Э. Валеев, П.В. Глухов, И.Э. Валеева // Научно-методический журнал «Концепт». – 2017. – т. 39. – С. 1331-1335.
5. Феклин, Н.Д. Сравнительный технико-экономический анализ производства отливок запорной арматуры. Вакуумно-пленочная формовка. «Спаренные модели» / Н.Д. Феклин // Вестник арматуростроителя. – 2019. – № 3. – С. 56-59.
6. Феклин, Н.Д. Универсальная технология производства отливок запорной арматуры. Вакуумно-пленочная формовка / Н.Д. Феклин, С.А. Медведчук // Вестник арматуростроителя. – 2019. – № 2. – С. 86-87.


