Перед вами новая статья филиала РАХ «Творческая мастерская «Литейный двор», опубликованная в пятом номере журнала «Вестник арматуростроителя». В материале пойдет речь о технологии изготовления стержней по вакуумно-пленочной формовке.
Технология крупного цветного литья для художественных изделий основана на формовке с фальшивой опокой и кусковой формовке. Крупное художественное литье (по терминологии Академии художеств – монументальное литье) обладает рядом свойств, позволяющих совершенствовать технологию его изготовления.
Поле допуска толщины корпусных заготовок составляет 10…50 мм. Такой диапазон дает возможность использовать при формировании стержня или болвана не модельную и стержневую оснастку, а набор эластичных калибров.
Такой технологический прием позволяет отказаться от технологии сухих песчано-глинистых смесей (ПГС) и перейти на современные способы формообразования в вакуумируемые формы. Заготовки для монументальных изделий в большинстве случаев имеют конфигурацию полого цилиндра, полого усеченного конуса или сектора (рис. 1а).
Формовка по неразъемной модели ведется с применением фальшивой опоки (рис.1б).На модели намечают линию разъема формы, по которой позиционируют модель в опоке. В форме готовят постель, уплотняя вибрацией нижние слои наполнителя.

Модель подвешивают на кране через талреп для точной установки линии разъема. Положение от края опоки выставляют по двум точкам и четырем размерам. Рационально использовать картонный шаблон. Засыпают наполнитель по лад опоки и уплотняют, проверяют положение отливки в форме и снимают крепление.
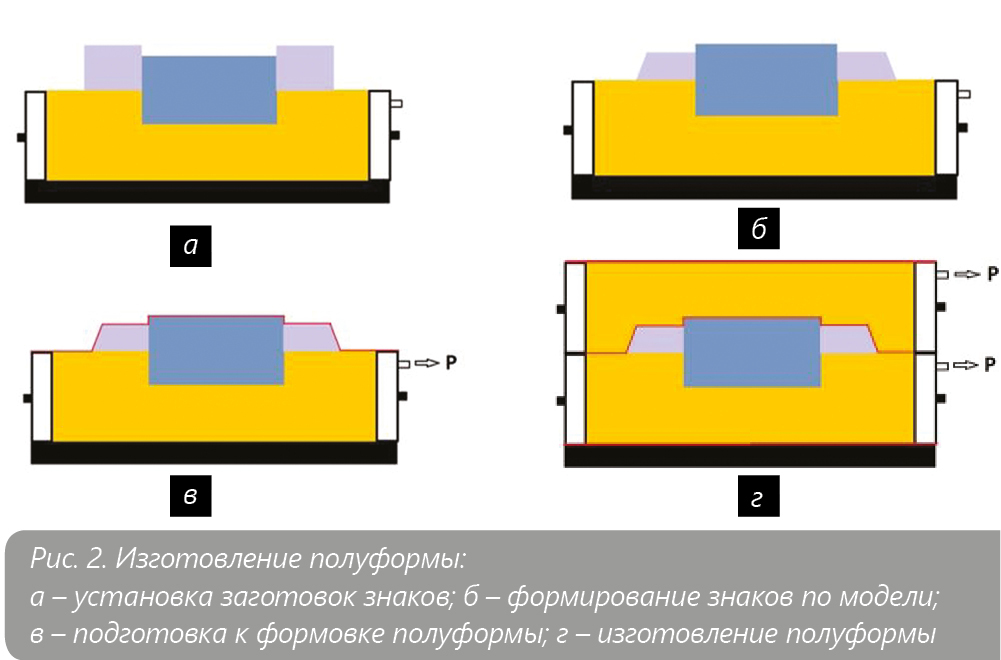
Модели знаков стержня выполняют из массива строительного пенополистерола. Его получают склейкой необходимого числа листов. Заготовки помещают на наполнитель вплотную к модели (рис. 2а). Проволочным резаком удаляют излишки пенополистерола.
В качестве направляющей используют край модели. По шаблону формируют размер знака с учетом толщины отливки. Торцы знаков срезают для получения фрезерного формовочного уклона (рис. 2б). В моделях знаков делают наколы до опорного наполнителя с целью плотного прилегания пленки. Лад опоки накрывают пленкой и вакуумируют фальшивую опоку (рис. 2в). Устанавливают опоку верха и производят формовку по стандартной технологии (рис. 2г).
Готовую форму устанавливают на подставки и помещают на выбивную решетку. Снимают вакуум с фальшивой опоки. Таким образом получают полуформу верха или низа формы (рис. 3а). Полуформу кантуют, а на толщину стенки отливки устанавливают калибры. Толщина вставок должна соответствовать глубине подрезки модели знака во избежание образования острых кромок в форме.
Подготовленную полуформу используют в качестве стержневого ящика (рис. 3б). Стержень будет состоять из двух половин, соединяемых склейкой. Стержень набивают холоднотвердеющей смесью с газообразным отвердителем. Предпочтительнее СО2 процесс.
В качестве связующего используют жидкое стекло или фенолформальдегидную смолу. После отверждения стержня форму устанавливают на выбивную решетку вертикально и снимают вакуум, что приводит к освобождению стержня.
Повторяют вышеизложенные операции для получения второй половины стержня. При изготовлении моделей знаков для второй половины формы необходимо соблюдать совпадение очертаний в плоскости разъема формы. Половины стержня склеивают. Стержень при необходимости окрашивают.
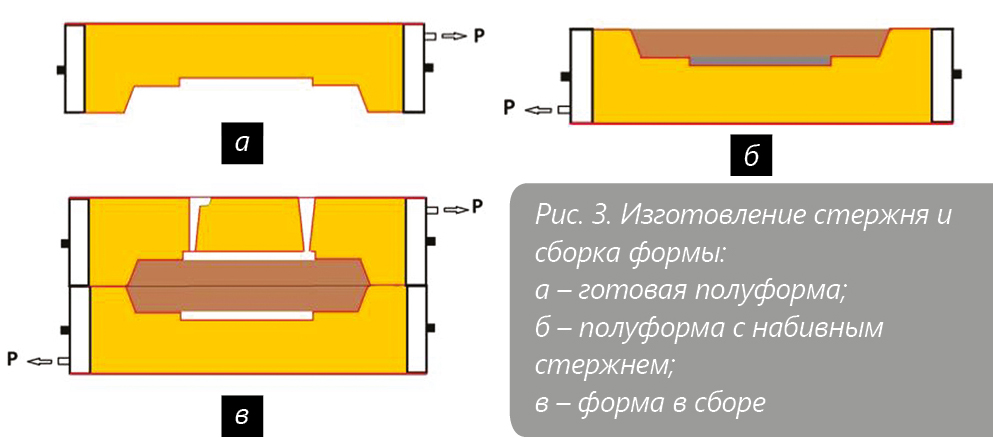
Далее повторяют операции по изготовлению верхней и нижней полуформ с имеющимися моделями знаков. Формируют литниково-питающую систему. Форму собирают со стержнем и подают под заливку (рис. 3в).
Описанная технология не учитывает наличия на поверхности заготовки выступающих частей в плоскости разъема. В этом случае дорабатывают модель, выполняя отъемные части, либо формируют стержни по технологии (Ткаченко, С.С. Изготовление художественных отливок методом вакуум-пленочной формовки / С. С. Ткаченко, В. О. Емельянов, К. В. Мартынов // Литейное производство. – 2019. – № 2).
Художественное литье остается самой консервативной номенклатурой в отрасли. Замещение технологии сухих ПГС на вакуумно-пленочную формовку существенно сокращает производственный цикл. При этом снижается себестоимость отливок и улучшается экология. Прогресс неизбежен даже в области искусства!
Размещено в номере: «Вестник арматуростроителя», № 5 (54) 2019


