Кулагин Максим Викторович .
 В данной статье речь пойдет о трех технологиях, без сомнения, представляющих живой практический интерес для специалистов металлургической отрасли.
В данной статье речь пойдет о трех технологиях, без сомнения, представляющих живой практический интерес для специалистов металлургической отрасли.
Известно, что литейное производство сопряжено с возникновением целого ряда дефектов в изделиях: раковин, микропор, микротрещин – нарушающих целостность поверхности и приводящих к проникновению внутрь жидкостей.
В настоящее время известно множество способов устранения вышеуказанных дефектов, но при этом существуют и ограничения на применение тех или иных методов: температурные воздействия или применение повышенного давления.
Заплавление дефекта основным материалом также не дает идеального результата.
Подобные рамки вынуждают производителей искать новые технологии или же направлять изделия на переплавку, что грозит серьезными затратами времени и средств.
Сегодня есть эффективное и менее затратное решение данных проблем: двухкомпонентные металлополимерные материалы, заполняющие даже самые мелкие дефекты, «исправляя» бракованное изделие.
Разнообразие металлополимеров позволяет работать с деталями из самых распространенных в производстве металлов: алюминия, бронзы, латуни, чугуна, стали.
В отличие от применяющихся в этих целях однокомпонентных полимерных анаэробных составов, застывающих лишь внутри дефекта, двухкомпонентные металлополимеры образуют ровный герметизирующий слой от поверхности до дна дефекта.
Почему два компонента?
Во-первых, это позволяет наиболее оптимально расходовать материал: каждого компонента берется ровно столько, сколько потребуется для конкретного случая, также нет риска «забыть» полимер на воздухе, что фатально для некоторых аэробных составов.
Во-вторых, для работы необходимо минимум дополнительных материалов – только две емкости, содержимое которых необходимо перемешать для начала полимеризации (что невозможно, к примеру, для составов, требующих ультрафиолетового облучения для отвердевания).
Непосредственно работы с применением описанных металлополимеров делятся на следующие этапы:
1. Зачистка поверхности дефекта до металлического блеска
2. Обезжиривание поверхности
3. Смешивание компонентов металлополимера в нужных пропорциях
4. Нанесение смеси на место дефекта. Сопровождается втиранием материала
5. Полимеризация материала
6. Обработка детали для восстановления геометрической формы и улучшения качества поверхности
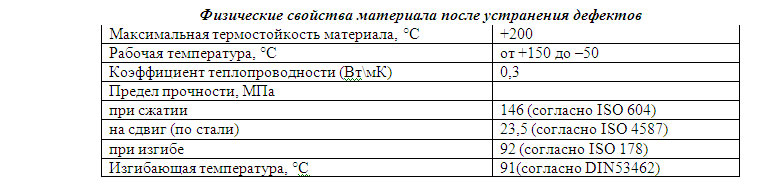
Из компаний, предлагающих подобные технологии в России и СНГ, наиболее крупной, пожалуй, является компания «ПромКлюч». Поэтому возьмем за основу характеристики металлополимеров этой компании.
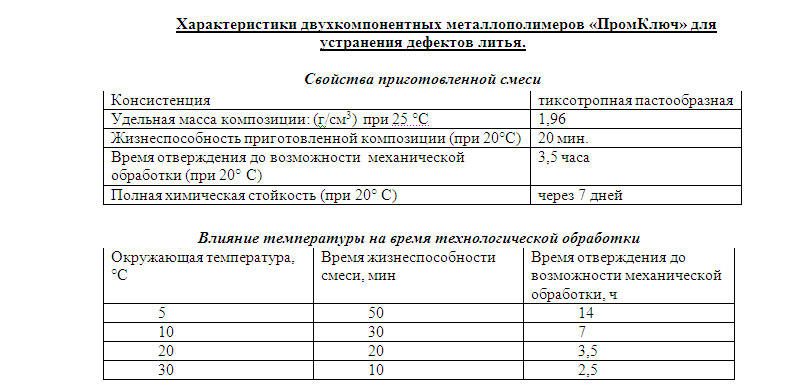
Нагревание поврежденного участка после нанесения смеси значительно увеличивает прочностные качества материала. Следует помнить, что скорость реакции существенно зависит, кроме окружающей температуры, от количества приготовляемого материала (чем больше масса смешанного материала, тем быстрее протекает реакция). Приведённые выше примеры относятся к композиту, масса которого 0,25 кг.
 Iron Cement (Айрон Цемент).
Iron Cement (Айрон Цемент).
Многие годы она успешно применяется на литейных производствах многими известными компаниями по всему миру («Arcelor», «Arbed Stahl» (Люксембург), «Азовсталь» (Украина), «Bethlehem Steel» (США), «Krakatau Steel» (Индонезия), «Nippon Steel» (Япония), «SMS Schloemann» (Германия), Stelco (Канада), «Thyssen-Krupp» (Германия) и т.д.).
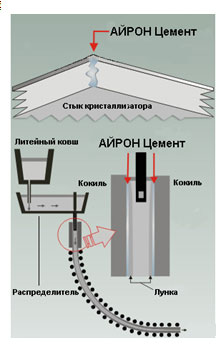
Пример применения для уплотнения установок непрерывного литья: в производстве стали на неуплотненных зазорах (стыках кристаллизатора) возникает эффект строгания, который означает наряду со значительным увеличением объёма работы большой износ кристаллизаторов.
 Во избежание эффекта строгания в стыках кристаллизатора применяется Iron Cement в качестве желобка, таким образом, стыки кристаллизатора защищаются при приливке.
Во избежание эффекта строгания в стыках кристаллизатора применяется Iron Cement в качестве желобка, таким образом, стыки кристаллизатора защищаются при приливке.
Указанный процесс требуется повторять при каждой новой приливке.
Также Iron Cement эффективно применяется как защитное покрытие для сталелитейных кокилей, снижая износ оборудования и восстанавливая уже эксплуатирующееся.
Итог применения – значительное сокращение времени простоя оборудования за счет оперативности технологии и увеличения сроков работы без ремонтов (за счет сопротивления износу).
Следующая рассматриваемая технология: восстановление и защита поверхностей галтовочного оборудования.
 Поверхность галтовочных барабанов подвергается постоянным нагрузкам: как за счет ударов обрабатываемых деталей, так и за счет воздействия абразивных материалов (песка, наждака, корунда и т.п.) и растворителей. А замена поврежденного, изношенного оборудования требует значительных средств и времени. Таким образом, продление срока эксплуатации техники без ее замены (при адекватных затратах) было бы оптимальным решением.
Поверхность галтовочных барабанов подвергается постоянным нагрузкам: как за счет ударов обрабатываемых деталей, так и за счет воздействия абразивных материалов (песка, наждака, корунда и т.п.) и растворителей. А замена поврежденного, изношенного оборудования требует значительных средств и времени. Таким образом, продление срока эксплуатации техники без ее замены (при адекватных затратах) было бы оптимальным решением.
Эту задачу позволяет решить эластомерное бронирование с использованием давно известных и успешно применяющихся в Европе полиуретановых материалов «MetaLine» производства немецкой компании «Alfred Schramm molecular-technik GmbH & Co». Один из них, «MetaLine Series 700», обладает следующими особенностями:
1) эффективное противодействие слабо концентрированным кислотам и щелочам в PH-диапазоне от 3 до 11
2) Средний расход эластомера составляет 1 кг на 1 м2 при слое в 1 мм.
3) Высокая производительность (20-25 минут для покрытия объекта сложной формы (например, рабочего колеса насоса) диаметром 400 мм.)
Уникальность данной технологии проявляется также в способе нанесения полиуретанового покрытия холодным способом с помощью оригинальной системы картушей, что позволяет значительно увеличить диапазон применения и упростить процесс применения технологии. Также в общем случае не потребуется ни предварительная, ни последующая температурная обработка.
Сам процесс нанесения покрытия от подготовительных мероприятий до окончания работ можно разделить на следующие этапы:
1. Подготовка поверхности.
Необходимо произвести следующие операции: неровности отшлифовать. Острые кромки и углы закруглить. Поверхность подвергнуть пескоструйной обработке (степень чистоты SA 2 ?, шероховатость поверхности 70мкм). Требуется использовать только материалы с острыми гранями (доменный шлак, электрокорунд и т.д.) и фракцией 1-2мм. Другие методы подготовки поверхности, как правило, не дают необходимого результата. Поверхности, которые подвергались влиянию влажности, масел, химикатов, то есть работали в агрессивных средах, должны подготавливаться следующим образом:
1. Пескоструйная обработка (предварительная очистка)
2. Пароструйная обработка (нейтрализация хлоридов)
3. Газопламенная обработка (капиллярная сушка)
4. Пескоструйная обработка (придание шероховатости)
5. Удаление пыли
2. Очистка/ обезжиривание
После взрыхления поверхности и удаления пыли поверхность нужно очистить с помощью высокоэффективного, быстроиспаряемого очистителя (к примеру, подходят очиститель московской компании «ПромКлюч» — очиститель «Быстроиспаряемый») и дать ей высохнуть.
3. Грунтовка
Перед нанесением грунтовки «MetaLine 900» основу и отвердитель взболтать, затем смешать необходимое количество в весовой пропорции 3:1 (основа:отвердитель) и дать смеси отстояться в течение 5 мин. Смешанный грунт использовать в течение 5часов, нанося его на поверхность тонким слоем кистью или распылителем (нужно использовать малое количество воздуха во избежание образования порошкообразного налета на поверхности).

Разогреть картушу примерно до 50-70 градусов. Разогретую картушу перед установкой в пневмопистолет хорошо взболтать. Если материал плохо взбалтывается нужно подогреть чуть сильнее. Убедившись, что материал в картуше разогрет снять защитный колпачок, удалить заглушки, установить сопло и навернуть смесительную трубку (эту операцию производить достаточно быстро). Установить картушу в пневмопистолет и открыть воздух на рукоятке пистолета. Нажать на спусковой крючок и выдавить первую партию материала (1-2сек). Затем надеть воздушную трубку на распылитель смесителя и отрегулировать подачу материала регулятором давления на задней части пневмоцилиндра. Скорость полимеризации полиуретана «MetaLine» составляет 3-5 минут.
После окончания работы, удерживая спусковой крючок пистолета, нажмите на кнопку сброса давления на задней части цилиндра, чтобы поршни пришли в первоначальное положение.
Как видно из описания процесса выполнения работ, простота применения данной технологии позволяет наносить покрытия непосредственно персоналом предприятия без какой либо особой подготовки и без привлечения специалистов компании-производителя. Также стоит упомянуть о предельно низкой стоимости техники для нанесения полиуретана холодным способом по сравнению с установками горячего нанесения: благодаря конструктивной простоте и малой стоимости производства пистолета экономия может составить до 10 раз.
Прогресс не стоит на месте, и с каждым годом появляются все больше технологий, призванных облегчить нам жизнь, бизнес сделать более выгодным, а производство – легким. И можно утверждать, что технологии, подобные описанным, т.е. сложные с научной точки зрения, но предельно простые в применении, совсем скоро станут привычными на заводах, заняв центральное место в методиках ремонтно-восстановительных работ на промышленных предприятиях.

