С.А.Никифоров, Е.П.Роот, М.В.Никифорова, А.П.Никифоров (Южно-Уральский Госуниверситет, ЗАО «Урал ВИМ»)
Первоначальным процессом при приготовлении жидкостекольных смесей является смачиваемость зерен песка связующим материалом. Это является первой стадией формирования прочности жидкостекольной смеси. От характера смачиваемости зависят не только прочностные свойства смеси в исходном состоянии и после теплового или химического упрочнения, но и энергетические затраты на приготовление смесей в смесителях.
Смачиваемость наполнителя связующим сначала определяли методом лежачей капли [1], а затем методом агрегации зернового наполнителя, разработанного профессором, д.т.н. З.Я.Иткисом и профессором, д.т.н. В.А.Смолко [2].
Исследование методом лежачей капли проводили следующим образом. Основой для исследования был выбран кварцевый песок, как наиболее распространенный огнеупорный материал для изготовления форм и стержней. Первоначально исследования проводили на кварцевых пластинках и крупных кварцевых зернах речного гравия с относительно ровной горизонтальной поверхностью.
Каплю исследуемого жидкого стекла наносили из мерной бюретки с точностью по объему до 0,01 мл. Затем профиль капли проектировали на экран и вычерчивали ее контур на бумаге по схеме, представленной на рис.1.
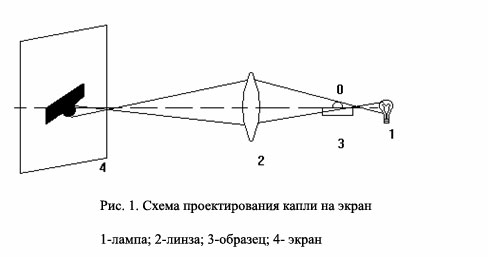
Дублирующие измерения проводили также по фотографиям капель.
Измерение краевого угла смачивания проводили по схеме, представленной на рис.2.
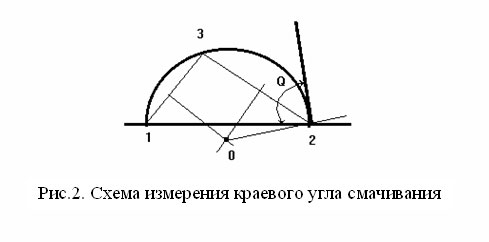
Сначала находили граничные точки контактов капли с подложкой: 1 и 2. На сферической линии поверхности капли выбирали произвольную точку 3. Затем из середин линий, соединяющих эти точки в виде хорд, проводили перпендикуляры. Из точки пересечения перпендикуляров “О” (центр сферы) проводили радиус, например в точку 2, а затем перпендикуляр к радиусу в точке 2. Угол между горизонтальной поверхностью контакта или подложкой и этой линией составляет краевой угол смачивания “”.
Опыты показали, что жидкое стекло на кварцевых подложках образует капли с полусферической поверхностью с положительной смачиваемостью.Для получения более четких отпечатков жидкое стекло подкрашивали добавкой черных чернил. Результаты измерений краевого угла смачивания жидкостекольного связующего на кварцевых подложках представлены в таблице.
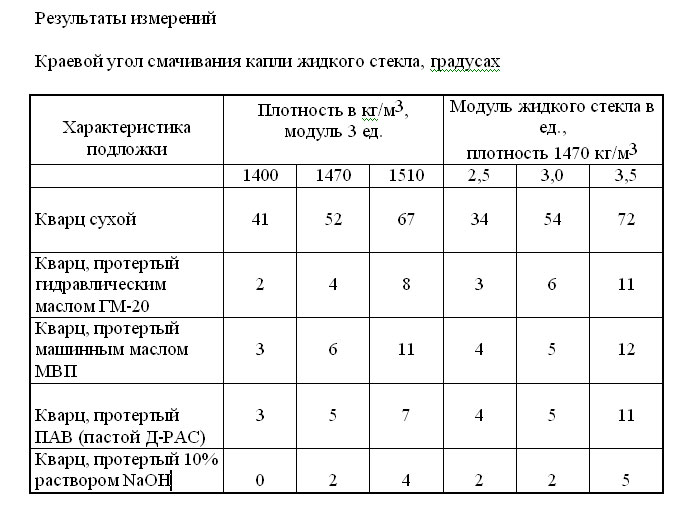
Анализ результатов измерений показал, что на чистой сухой кварцевой подложке смачиваемость ухудшается с увеличением плотности и модуля жидкого стекла. Однако, смачиваемость сильно увеличивается при использовании кварцевых подложек предварительно протертых некоторыми органическими и неорганическими жидкостями. Так жидкое стекло практически растекается в пленку на кварцевой подложке, протертой водным 10% раствором NаОН. Сильно уменьшается краевой угол смачивания на кварце, протертом машинным или гидравлическим маслом, поверхностно-активным веществом.
Замечено, что краевой угол смачивания сильно уменьшается, если в жидкое стекло, даже с высокой плотностью и модулем, вводятся эти же вещества. Что касается введения щелочи, она увеличивает смачиваемость за счет уменьшения модуля, а в случаях введения в жидкое стекло гидравлического масла или ПАВ в виде пасты Д-РАС (детергент рафинированный алкил-сурил)), улучшение смачиваемости достигается также за счет снижения вязкости связующего. Поэтому, в дальнейшем, вопросу изменения вязкости жидкого стекла также уделено внимание.
Учитывая, что жидкое стекло, нанесенное на подложки в виде капель, быстро сохнет на воздухе с образованием поверхностной пленки и , в какой-то степени, химически взаимодействует с кварцевой подложкой, сферическая поверхность капли в течении короткого времени деформируется и изменяет краевой угол. Поэтому полученные значения краевого угла, не являясь достаточно строгими, позволили лишь с меньшей трудоемкостью провести отборочные исследования смачиваемости при различных условиях предварительной обработки жидкого стекла и кварцевых подложек с тем, чтобы затем провести исследования в меньшем объеме на реальных кварцевых песках более трудоемким, но более точным агрегатным методом, разработанным профессором, д.т.н. З.Я.Иткисом и профессором, д.т.н. В.А.Смолко.
Определение смачивания методом агрегации песка производили следующим образом. В фарфоровую чашечку насыпали исследуемый отмытый и высушенный кварцевый песок и разравнивали поверхность. Чашечку с песком устанавливали на самоуравнивающиеся электрические весы ВЛР-200. На поверхность песка из мерной бюретки наносили по каплям (10-12 штук) исследуемое жидкое стекло. Объем каждой капли определяли по шкале бюретки с точностью до 0,01 мл. Затем, с учетом плотности связующего, рассчитывали массу каждой капли.
Затем через 15-20 мин. (продолжительность выдержки) капли с приставшим песком поочередно переносили на сито с ячейкой 1х1 мм, где несвязанный песок отсеивали. Затем определяли массу связанного каплей песка по разнице с массой капли. Для количественной оценки смачивающей способности жидкого стекла введен показатель условной смачиваемости “Х”, который характеризует отношение массы кварцевого песка, связываемого массой в 1,0х10-4 кг связующего, принятой за единицу количества. Поэтому показатель “Х” выражен в кг, т.е. масса связанного каплями песка в кг отнесенная к единице массы связующего — 1,0х10-4 кг.
На рис. 3 и 4 представлены графики изменения условной смачиваемости от свойств жидкого стекла: модуля и плотности. Использовали пески марки 2К020А (кривая 1) и 2К0315А (кривая 2).
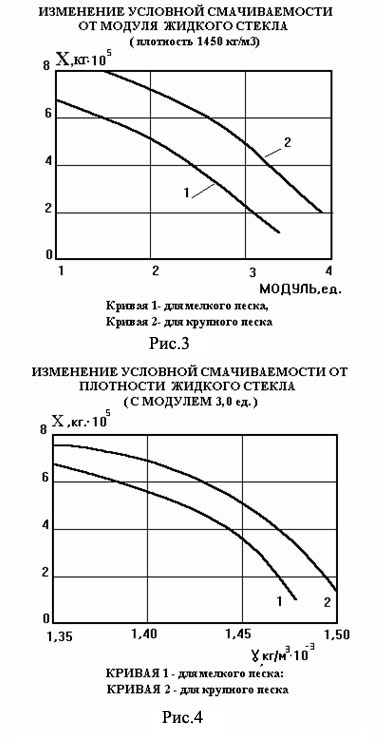
Как видно, с увеличением модуля и плотности смачиваемость ухудшается, что согласуется с результатами прямого измерения краевого угла смачивания капель связующего. Сухой песок смачивается хуже, чем предварительно обработанный щелочью или машинным маслом.
Как видно из рис.3 и 4 мелкий песок (марки 2К020А кривая 1) смачивается лучше, чем крупный (марки 2К0315А (кривая 2)), что связано, с проявлением капиллярных сил в процессе смачивания.В связи с тем, что в работе была поставлена задача по разработке жидкостекольного связующего с повышенным силикатным модулем, в дальнейшем исследовали смачиваемость высококремнеземистых составов жидкого стекла с повышенным модулем от 3,0 до 5,0 ед.
Высококремнеземистые составы связующего готовили путем модифицирования стандартного жидкого стекла добавками концентриро-ванного кремнезоля (модуль 90 ед. и плотность 1350 кг/м3 по ТУ 6-021268-85) или аэросила марки А-175 (по ГОСТ 14922-87) с содержанием коллоидного кремнезоля 99,72%.
На рис.5 представлены графики изменения условной смачиваемости песка марки 2К020А в зависимости от плотности связующего для разных составов связующего по модулю: кривая 1 — 5,0 ед.; кривая 2 — 4,5 ед.; кривая 3 — 3,5 ед.; кривая 4 — 3,0 ед.
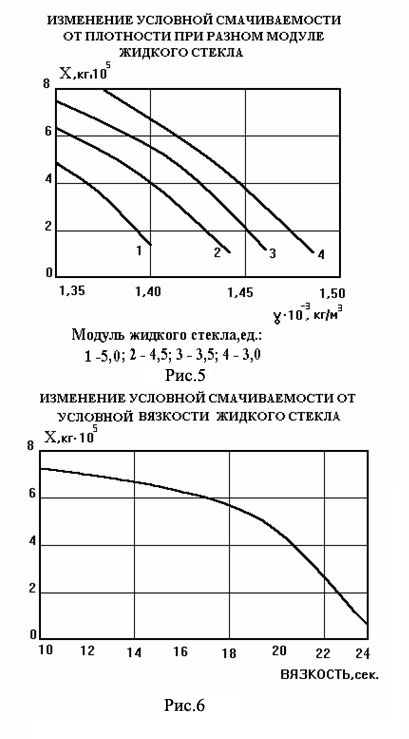
Как видно из рис.5 смачиваемость сильно ухудшается при увеличении модуля связующего выше 3,0 ед. Смачиваемость песка, предварительно обработанного водным раствором щелочи или машинным маслом, увеличивается при использовании высококремнеземистых составов жидкостекольного связующего. По-видимому, это связано с увеличением растекаемости жидкостекольного связующего по поверхности кварца за счет уменьшения его вязкости на границе раздела фаз.
Для проверки этого экспериментально определили зависимость смачиваемости от вязкости исходного связующего. В экспериментах использовали жидкое стекло с модулем 3,5 ед. и плотностью 1470 кг/м3 с добавкой понизителя вязкости в виде пасты Д-РАС (ПАВ по ТУ 38-10764-88). Вязкость определяли условно по времени истечения связующего объемом 50 мл из бюретки с выходным отверстием 1,5 мм.
На рис.6 представлен график изменения условной смачиваемости от условной вязкости связующего с исходным модулем 3,0 ед и плотностью 1470 кг/м3 при изменении содержания Д-РАС от 0,01 до 0,025% от массы связующего. Как видно из рис.6 добавки ПАВ снижают вязкость связующего, что влияет на увеличение условной смачиваемости.
Учитывая, что с увеличением модуля жидкого стекла его вязкость возрастает, а смачиваемость кварцевого песка ухудшается, в дальнейшем исследовали различные добавки, которые бы, с одной стороны, снижали бы вязкость связующего, а с другой стороны, повышали бы его прочность после тепловой или химической обработки в соответствии с выбранными вариантами технологий упрочнения связующего.
По результатам экспериментов можно сделать следующие выводы:
- жидкое стекло, как основной связующий материал, хорошо смачивает поверхность кварцевого песка;
- условная смачиваемость кварцевого песка улучшается после предварительной обработки его раствором едкого натрия или поверхностно-активного вещества;
- смачиваемость кварцевого песка улучшается при снижении модуля и плотности жидкого стекла;
- характер смачивания сильно зависит от изменения вязкости жидкого стекла;
- смачиваемость чистых песков улучшается независимо от изменения других факторов.
Литература
1.Иткис З.Я., Смолко В.А. Формирование прочностных контактов в ХТС. Литейное производство. — № 1. — 1988. — С. 10.
2.Карякина М.И. Испытания лакокрасочных материалов и покрытий. — М. Химия . — 1988. — С. 52.
3.Васин Ю.П., Васина З.М. Формовочные материалы и смеси. Учебное пособие. Ч. 3. Челябинск: ЧПИ. — 1982. — С. 12.
4.Айлер Р.К. Химия кремнезема. т.1. — М.: Мир. — 1982. — 416 с.

