Dr. G. Parsiegla, Acheson Industries Europe Ltd.
Введение
Постоянно повышающиеся требования к утилизации сточных вод делают очистку загрязненных стоков литейного производства все более важной проблемой, как с точки зрения практики, так и стоимости. Путем разработки соответствующих составов своей продукции производители разделительной смазки вносят ценный вклад в решение проблемы утилизации и снижения стоимости этой операции.
Разработка состава водоразбавляемой разделительной смазки
Основные компоненты разделительных смазок — это такие материалы как масла и воски, которые образуют разделительную и частично смазывающую пленку; эмульгаторы для получения эмульсии компонентов и дисперсионная среда, в данном случае вода. Прочими добавками могут быть ингибиторы коррозии, противопенные добавки, улучшители запаха, смачивающие реагенты, красители, разбавители и смазывающие пигменты.
Требования к разделительным смазкам, ориентированным на утилизацию
Для того, чтобы разделительная смазка полностью удалялась из стоков, она должна разрабатываться так, чтобы ее можно было выделить из сточных вод химическим или физическим путем, либо чтобы она разлагалась биологически. В последнем случае, при использовании обработки активированным илом, бактерии превращают сток в материалы, которые безвредны для растительности и других форм жизни.
К сожалению, материалы, легко подверженные биологическому разложению, обладают недостаточными разделительными и смазочными свойствами при их применении на горячих пресс-формах. С другой стороны, материалы, обеспечивающие разделение и смазку на пресс-формах с температурой до 300-500°С показывают плохую склонность с биологическому разложению. Таким образом, ориентированные на утилизацию составы должны позволять удаление не разлагаемых биологически компонентов химическими или физическими средствами, а оставшийся материал, если требуется, может обезвреживаться обработкой активированным илом.
Производитель разделительных составов или смазок может достичь этой цели, используя эмульгаторы, которые допускают легкое разделение эмульсий, и которые сами также разлагаются биологически.
Составы обсуждаемых здесь продуктов должны соответствовать следующим критериям:
1. Эффективность как разделительного состава;
2. Минимальное содержание эмульгаторов, которые разлагаются биологически и дают легко разделяемую эмульсию;
3. Вода в качестве дисперсионной среды;
4. Добавки, которые либо могут быть выделены при разделении эмульсии либо разлагаются биологически.
Простая установка по химическому разделению эмульсии показана на рис. 1.
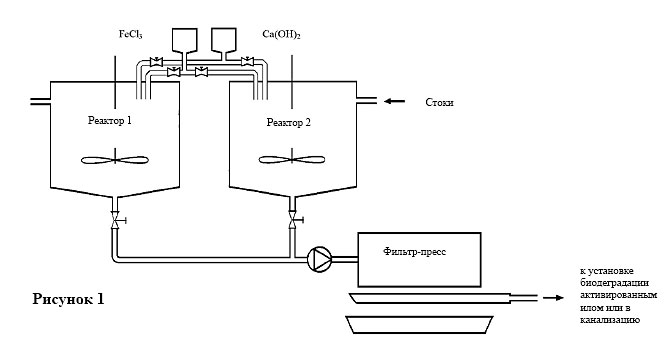
Сточные воды прокачиваются поочередно в два бака-реактора, после чего смешиваются с раствором хлорного железа (FeCl3) и доводится до pH около 8 при помощи раствора извести Ca(OH)2. Гидроксид железа выпадает в осадок, и связывает коагулировавшие масляные и восковые компоненты, которые в этом случае могут быть удалены в виде утилизируемого ила либо при помощи фильтр-пресса.
Во многих случаях добавление небольших количеств флоккулянтов вызовет образование более крупных коагулированных частиц. Такие реагенты, обычно это водорастворимые органические полимеры, часто называют полиэлектролитами. Их влияние заключается в повышении скорости выделения ила.
Сток после фильтр-пресса будет содержать безвредный хлористый кальций, небольшие количества разбавленных водой биодеградирующих эмульгаторов и добавок. Эти вещества могут быть в дальнейшем разложены микроорганизмами в установке очистки активированным илом, либо могут сливаться непосредственно в канализационный коллектор. В последнем случае не возникает особых проблем, если местные муниципальные очистные сооружения имеют достаточно свободных мощностей на собственных стадиях очистки.
Опыт показывает, что от 90 до 98% компонентов эмульсии осаждается в ил на стадии химической очистки без прохождения стадии биологической очистки. Для того, чтобы быть пригодным к утилизации, ил должен содержать не менее 30% сухого вещества.
Следующий расчет дает представление о требуемом количестве растворов хлорного железа (FeCl3) и извести Ca(OH)2. 100 кг материала, осаждаемого из эмульсии, потребуют примерно 20 кг хлорного железа плюс 15 кг гидроксида кальция, также в пересчете на сухое твердое вещество. Если требуется, может добавляться от 0.5 до 1 кг полиэлектролита в качестве флоккулянта.
Стоимость реагентов для химического осаждения 100 кг сухого материала будет эквивалентна £10-15, в зависимости от местных цен, утилизация тонны ила будет стоить эквивалентно £7-25. Сжигание ила неэкономично ввиду высокого содержания золы.
Процесс разделения эмульсии ультрафильтрацией иллюстрируется рис. 2.
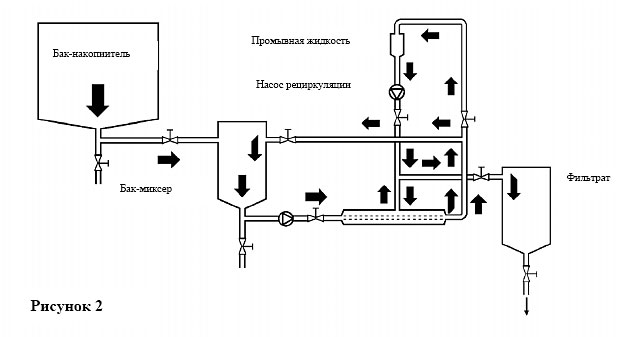
Сток собирается в накопительной емкости и подается оттуда в оборудование для ультрафильтрации. Здесь эмульсия концентрируется в несколько проходов через фильтрующий модуль. Когда содержание твердого вещества в осадке достигает 20-50%, концентрат можно сжигать. Полученный фильтрат обычно подается напрямую в канализационный коллектор. Если требуется, остаток биодеградирующего материала, содержащего в фильтрате, может быть снижено в установке с активированным илом.
Поскольку фильтрующие элементы постепенно забиваются, их производительность соответствующим образом снижается. Обратной промывкой подходящей жидкостью и давлением поры фильтрующих элементов могут быть очищены.
Рис. 3 показывает принцип работы фильтрующего модуля.
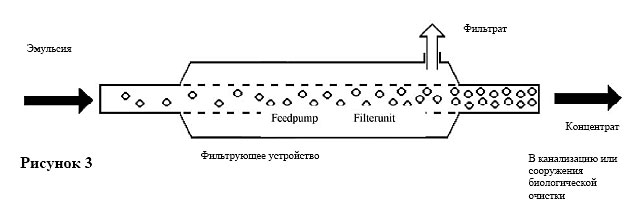
Эмульгированные капельки масла и прочие загрязнители подаются тангенциально под давлением, проходя трубчатую диафрагму.
Часть дисперсионной среды, в данном случае воды, проходит через диафрагму, таким образом концентрируя остатки масла и другие загрязнители. Концентрированные стоки могут быть в дальнейшем еще более концентрированы, проходя через последовательно соединенные фильтр-модули или несколько раз через один модуль, до тех пор, пока не будет достигнута достаточно высокая концентрация для экономичного уничтожения контролируемым сжиганием.
«Чистая» вода, которая проходит через диафрагму, откачивается для утилизации, обычно прямо в канализационный коллектор. Она может содержать в малых
пропорциях водорастворимый эмульгатор, который, если требуется, может быть удален биологически на станции очистки с активированным илом либо на муниципальных очистных сооружениях.
Дальнейшие модули обычно состоят из набора диафрагмальных труб, тчо позовляет получить большую площадь фильтрования. Существуют материалы диафрагмы с порами разного размера, изготавливаемые из различных типов пластика и керамики.
Строятся установки с производительностью до 200 м3/час.
На Рис. 4 показана установка, способная очищать 8 м3/час.
Большим преимуществом микрофильтрации по сравнению с химической коагуляцией является то, что она позволяет получать практически беззольный концентрированный остаток, который легко сжигается и не требует расходов на утилизацию.
Не образуется двойных солей, таких как хлорид кальция, и требования к площадям меньше, чем для методов коагуляции.
Степень разделения зависит от размера пор используемых диафрагм, и обычно находится в пределах 90-98%. Вещества, которые с трудом или не подвержены биологическому разложению, при этом, однако полностью удаляются. Химическая потребность в кислороде фильтрата (величина CSD или COD) практически всегда ниже допустимого значения 800 мг/л. Таким образом, нет необходимости в дополнительной обработке фильтрата микроорганизмами в процессе с активированным илом.
Заключение
Путем разработки экологически безопасной водоразбавляемой разделительной смазки для литья под давлением вносится ценный вклад в сохранение чистоты воздуха и сточных вод.
Ориентированный на последующую утилизацию состав разделительных смазок позволяет легко их удалять из сточных вод и не создает дополнительных проблем со стоками для литейных производств.

