При определении границ и положения стержней нужно соблюдать определенные условия. Разъем стержневого ящика и опорная поверхность стержня при сушке должны быть по возможности плоскими. Это условие особенно важно при единичном производстве. При серийном и массовом производстве, когда применяются фасонные сушители-драйеры, оно может не соблюдаться. Для удобства работы поверхность стержня со стороны набивки должна иметь наибольшую величину. Опорные поверхности должны быть достаточными для того, чтобы исключить деформацию стержня при сушке. Вентиляционные каналы в стержнях следует выполнять с учетом свободного выхода газов через знаки и предотвращения попадания в каналы жидкого сплава. Стержни должны иметь специальные знаки (достаточной величины и необходимой формы), обеспечивающие точную установку их в форме. Конструкция стержневого ящика должна быть простой, с как можно меньшим количеством отъемных частей.
Выбор границ стержней.
Эту работу обычно выполняют в два этапа. Сначала делают принципиальные отметки по определению внешних очертаний стержней, которые при выбранном способе изготовления литейной формы потребуются для оформления внутреннего и внешнего контуров отливки. При этом предпринимают все возможное, чтобы избежать неоправданного применения стержней, если соответствующие части стенок отливки можно получить по модели. Затем уточняют контур каждого стержня в отдельности, исходя из следующих технологических требований: создания простейшей конструкции стержневого ящика, удобства набивки стержня, минимального проведения работ по отделке стержней, получения плоской опорной поверхности, чтобы не искажать контур стержня во время сушки, и т. д. Кроме того, по некоторым технологическим соображениям может потребоваться введение дополнительных стержней, например для изготовления моделей прибылей без применения отъемных частей, для выполнения тонких болванов, которые в равной мере можно получить по модели, и т. п.
Требования, предъявляемые к конструкции знаков стержней.
Положение стержня в форме фиксируется его знаками, т. е. опорными выступающими частями стержня, не омываемыми жидким металлом. От геометрической формы знаков, расположения и размеров зависит возможность обеспечения конструктивной прочности стержней, держания последних в заданном положении и вывода газов из них непосредственно после заливки формы, когда стенки отливки не успели еще затвердеть.
Помимо этого предпринимают соответствующие меры предупреждения деформации знаков в процессе изготовления стержней и после выемки их из стержневого ящика.
Наибольшие возможности по удовлетворению указанных требований открываются при использовании химически твердеющих стержневых смесей, когда стержень приобретает высокую прочность стенок еще в период пребывания в стержневом ящике. При этом полностью устраняется опасность деформации сырого стержня после извлечения его из стержневого ящика.
Размеры и конфигурация знаков должны быть такими, чтобы еще в сыром состоянии получить необходимую прочность знаковых частей. При этом знаковые части стержня должны выдержать усилие от собственной массы стержня, а после установки его в форму и давление, возникающее от сил, стремящихся поднять стержень при заливке формы металлом и последующем пребывании стержня в форме. Размеры знаков стержней зависят от нагрузки, воспринимаемой каждым знаком, и от прочностных свойств стенок формы и стержня.
Конструкция и размеры знаков должны обеспечить возможность вывода газов через знаки, то есть иметь необходимое поперечное сечение и длину для устройства газоотводящих каналов.
Проектирование стержневых знаков.
Стержневые знаки, применяемые с целью сохранения в форме заданного положения стержня, называют также контрольными, или фиксаторами. Учитывая, что последний термин имеет универсальное значение, применяемое и к другим видам изделий, автор пособия полагает, что термин «контрольный знак» в большей мере отражает специфику своего назначения.
В зависимости от положения стержня при сборке литейной формы стержневые знаки подразделяются на горизонтальные (рис. 1) и вертикальные (рис. 2). Конструкция и размеры стержневых контрольных знаков, а также гарантированные зазоры с формой регламентируются по ГОСТ 3606-80 «Комплекты модельные. Стержневые знаки. Основные размеры».
Горизонтальные знаки.
Наиболее распространенные типы контрольных знаков горизонтальных стержней с двумя опорами приведены на рис. 6. Их конструкция может быть усложнена, если требуется ограничение перемещения стержня в угловом или продольном направлении. Такие изменения конструкции контрольных знаков могут быть весьма разнообразны, что зависит от онструкции самого стержня, применяемой стержневой смеси, расположения стержня в форме, конструкции стержневого ящика и т. д.
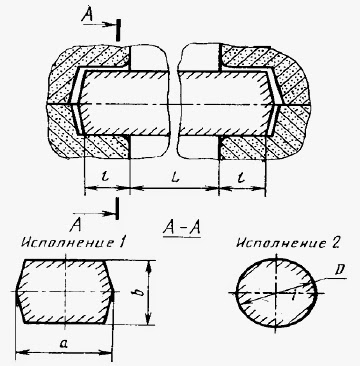
Рис. 1. Расположение горизонтальных стержневых знаков
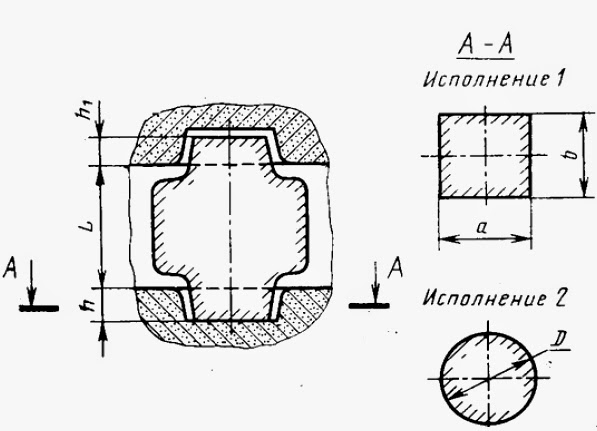
Рис. 2. Расположение вертикальных стержневых знаков
Таблица 8
Длина горизонтальных знаков для сырых форм, мм (ГОСТ 3606-80)

Таблица 9
Длина горизонтальных знаков для сухих форм, мм (ГОСТ 3606-80)
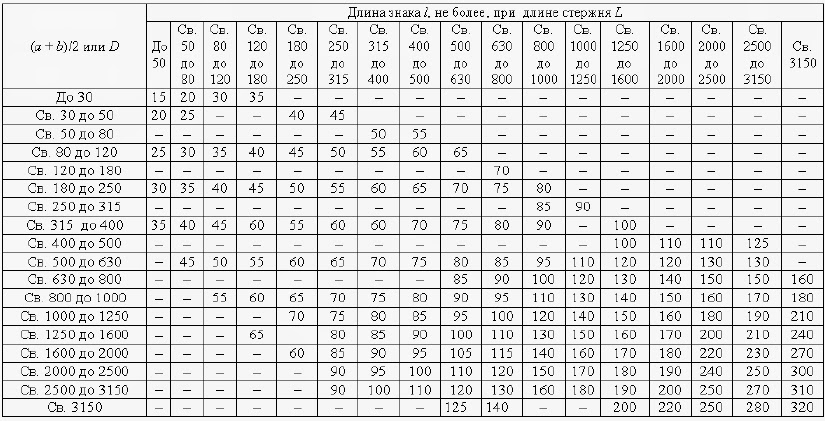
Таблица 10
Длина горизонтальных знаков для форм, твердеющих в контакте с оснасткой, мм (ГОСТ 3606-80)

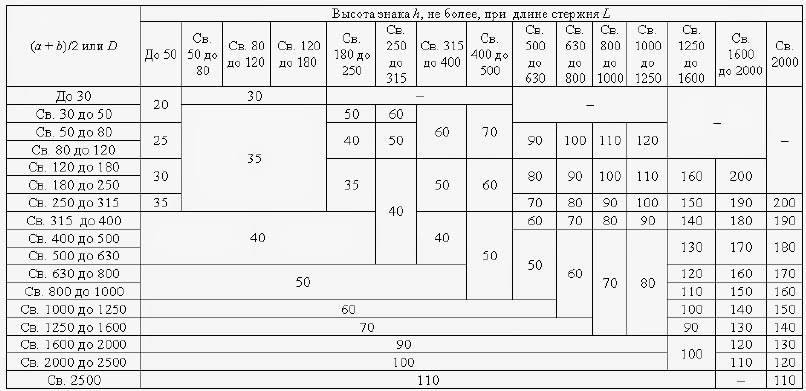
Таблица 11
Высота нижних вертикальных знаков для форм сырых, сухих и твердеющих в контакте с
оснасткой, мм (ГОСТ 3606-80)
При изготовлении форм из песчано-глинистых смесей, а стержней из смесей, твердеющих в контакте с оснасткой, длину знаков следует определять по табл. 10. Длина горизонтальных знаков при выполнении в них элементов литниковой системы может быть увеличена по сравнению с табличной. Длина знака многоопорного стержня 30… 50 % по сравнению с табличной. Длину знака грибкового стержня (рис. 3) следует выбирать аналогично длине знака многоопорного стержня.
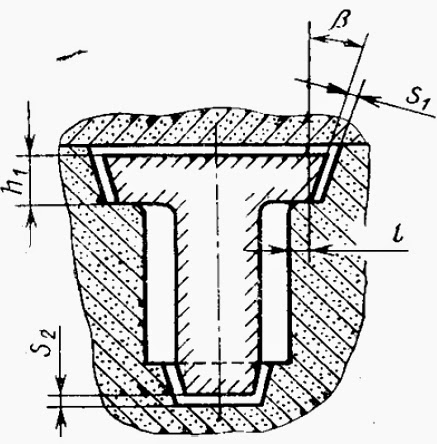
Рис. 3. Вертикальный стержень с верхним грибковым знаком
Длина знака консольного стержня (рис. 4) может быть увеличена до длины стержня L. Контрольные знаки вертикальных стержней. Конструкцию контрольного знака выбирают в зависимости от поперечных размеров знака, возможности дополнительного крепления стержня сверху и размера партии изготовляемых стержней данного наименования.
Для правильной фиксации положения вертикального стержня наилучшие условия достигаются, когда внешний контур контрольного знака остается видимым во время установки стержня в форму.
Высота нижних вертикальных знаков h в зависимости от размера в сечении знака стержня выбирают по табл. 11.
Исполнение 3
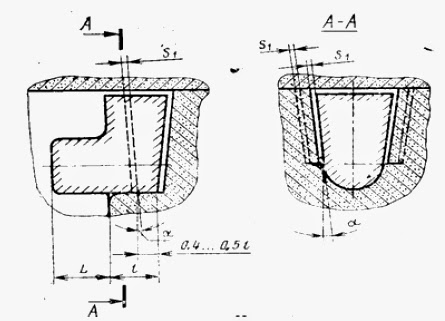
Рис. 4. Консольные стержни
При отношении или нижний вертикальный знак рекомендуется выполнять в соответствии с рис. 5. Это особенно относится к крупным стержням, при установке которых в форму легко сломать невидимые сверху выступающие части контрольного знака.
Применение холодильников, расположенных вокруг нижних вертикальных знаков, допускает увеличение высоты знаков на толщину холодильника.
При отсутствии верхнего вертикального знака высота нижнего знака может быть увеличена до 50 % по сравнению с размерами, указанными в табл. 11.
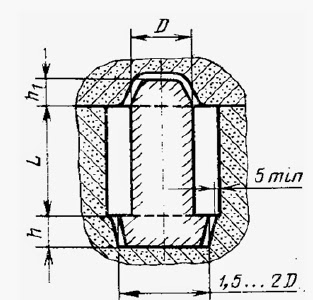
Рис. 5. Вертикальный стержень
При отсутствии нижнего вертикального знака высоту верхнего вертикального знака принимают по табл. 11 как для нижнего. Высоту верхних вертикальных знаков h1 принимают не более 0,5 высоты нижних вертикальных знаков h. Допускается применение одинаковой высоты верхних и нижних вертикальных знаков.
Формовочные уклоны на знаковых формообразующих поверхностях (рис. 6 и 7) определяются по табл. 12 в зависимости от высоты знака и расположения в форме (низ или верх по отношению к разъему формы).
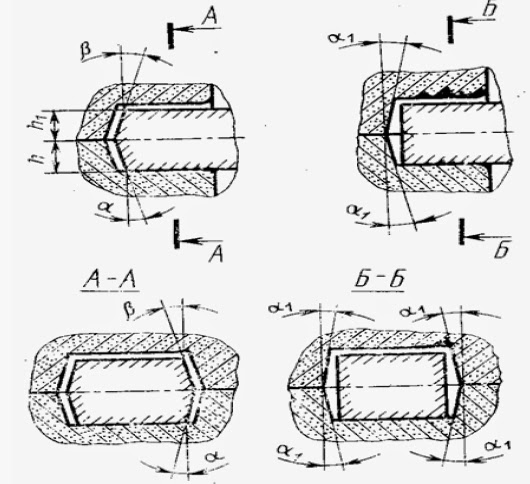
Рис. 6. Формовочные уклоны горизонтальных стержней
Исполнение 1 Исполнение 2

Рис. 7. Формовочные уклоны вертикальных стержней
Под знаковой формообразующей поверхностью понимают поверхность модели, формирующую часть литейной формы или стержня, не подлежащие соприкосновению с жидким металлом.
Допускается выполнять формовочные уклоны одинаковыми для стержней, симметричных относительно своей горизонтальной оси.
Таблица 12
Величины формовочных уклонов на знаковых формообразующих поверхностях (ГОСТ 3606-
80)

Предельные отклонения размеров знаков и формовочных уклонов должны соответствовать
требованиям ГОСТ 11961-66 и ГОСТ 11963-66.
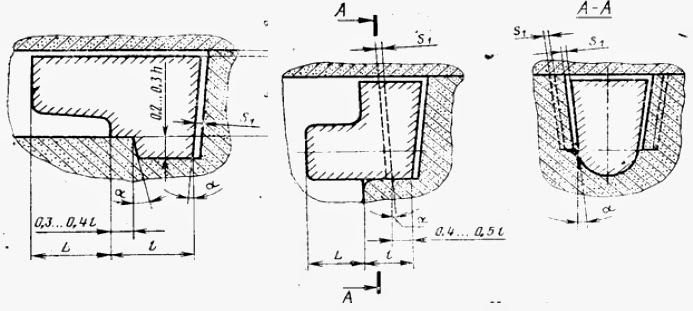
Зазоры знаков. При определении технологических зазоров S1, S2 и S3 между знаками формы и стержня следует учитывать класс точности и материал, из которого изготовляется модельный комплект, а также технологию изготовления стержня. Положения зазоров S1, S2 и S3 показаны на рис. 8 и 9.
Исполнение 1 Исполнение 2
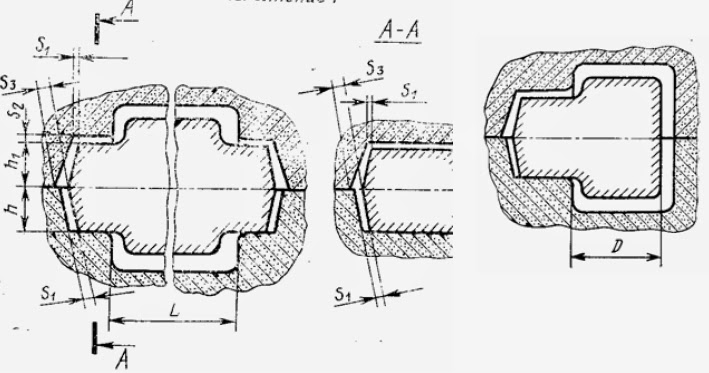
Рис. 8. Технологические зазоры и исполнение формовочных уклонов на моделях для
горизонтальных стержней

Рис. 9. Технологические зазоры и исполнение формовочных уклонов на моделях для вертикальных стержней
Значения зазоров S1 и S2 в зависимости от наибольшей высоты знаков h и h1 и длины стержня L между опорами (рис. 8 и 9) должны соответствовать указанным в табл. 13, 14, 15 и 16. Значение зазора S3 следует принимать равным 1,5 S1. Допускается уменьшение зазоров S1 и S2 до значений предельных отклонений по ГОСТ 11961-66 и ГОСТ 11963-66.
При изготовлении модели из одного материала, а стержневого ящика из другого, значения зазоров следует принимать по более высокому классу точности.
Радиусы скругления.
Переход от основной к знаковой формообразующей поверхности следует скруглять. Радиусы скругления r (рис. 10) выбирают по табл. 17 в зависимости от размера в сечении знака модели, равного полусумме двух его сторон (aм + bм)/2 или его диаметру Dм для сырых, сухих и твердеющих в контакте с оснасткой смесей.
Исполнение 1 Исполнение 2
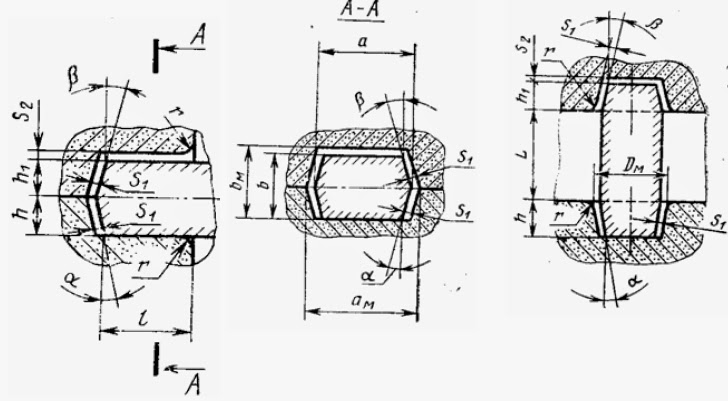
Рис. 10. Радиусы скруглений (r) от основной к знаковой формообразующей поверхности
Таблица 13

Зазоры между знаками формы и стержня (на сторону) для модельного комплекта первого и второго классов точности, изготовленного из металла и пластмассы, мм (ГОСТ 3606-80)
Таблица 14

Зазоры между знаками формы и стержня для модельного комплекта третьего класса точности, изготовленного из металла, пластмассы и первого класса точности, изготовленного из дерева.
Таблица 15

Зазоры между знаками формы и стержня (на сторону) для модельного комплекта второго класса точности, изготовленного из дерева, мм (ГОСТ 3606-80)
Таблица 16

Зазоры между знаками формы и стержня (на сторону) для модельного комплекта третьего класса точности, изготовленного из дерева, мм (ГОСТ 3606-80)
Таблица 17

Величины радиусов скруглений при переходе от основной поверхности стержней к знаковой
(ГОСТ 3606-80)
Обжимные кольца и противообжимные канавки. Обжимные кольца и полукольца, противообжимные пояски и канавки применяют для предотвращения попадания металла в вентиляционные каналы сырой формы. Их конструктивные исполнения приведены на рис. 11 и 12, а размеры в табл. 18.
Таблица 18

Размеры обжимных колец, полуколец, противообжимных поясков и канавок, мм
Основные требования к конструкции контрольных знаков стержней:
а) предупреждение возможности смещения стержня относительно заданного положения сверх
отклонений, ограничиваемых допусками на размеры отливки;
б) сохранение прочности знака, а также выступающих частей стержня и формы;
в) расположение фиксатора в таком месте, которое можно видеть во время установки стержня в знак формы.


