В.А. Аммер, Р.Б. Калинин
Проведены исследования с применением системы компьютерного моделирования развитие процессов последовательного затвердевания стальной отливки при ЛВМ. Показано, что в условиях ЛВМ применение пенокерамического фильтра в литниковой системе дает возможность получения отливки без усадочных дефектов при меньшей металлоемкости прибыли.
Пенокерамические фильтры (ПКФ) хорошо себя зарекомендовали при производстве отливок из сплавов цветных металлов [1,2]. Установлено, что применение их в качестве фильтрующих устройств обеспечивает эффективное рафинирование расплавов от неметаллических включений разной природы, являющихся результатом эрозии литейных каналов песчаных форм и взаимодействия расплава с газовой атмосферой. В последние годы появились сообщения о применении ПКФ при производстве чугунных и стальных отливок [3], что стало возможным благодаря разработке фильтров с более высокой термостойкостью. Отмечено повышение уровня механических свойств при установке фильтров на разных участках литниковой системы: в литниковой чаше, под стояком, в шлакоуловителях [4] .
В данной работе проведено компьютерное моделирование развития процессов затвердевания в стальной отливке и прибыли в условиях литья по выплавляемым моделям (ЛВМ). Объектом исследования являлась отливка массой 12 кг и габаритными размерами 156*120*172 мм, в качестве металла использовалась сталь 35 ХМЛ. Отливка относится к группе ответственного литья и поэтому наличие в металле рыхлоты и пористости является недопустимым В условиях производства отливку изготавливали способом ЛВМ по следующей технологии: керамическую десятислойную оболочку формовали в опорный наполнитель. прокаливали при температуре 960°С и при этой температуре производили заливку; температура заливаемого расплава составляла 1590°С; заливку осуществляли через прибыль открытого типа методами высокоразрешающей дефектоскопии в подприбыльной части отливки была обнаружена усадочная рыхлота размером 50×25×15 мм. Увеличение объема прибыли оказалось неэффективным даже при соотношении Мпр/Мотл =2,7.
Численное моделирование было выполнено с применением программы LVMFLow.
Компьютерное моделирование процесса затвердевания металла подтвердило наличие дефекта данного типа. Это позволило установить адекватность результатов моделирования и производства. На рис.1 представлены эскизы компьютерной (расчетной) модели и отливки, а также расположение условных термопар для анализа температурного состояния расплава.



Рис.1. Компьютерные модели: в сечении отливки с усадочными дефектами (раковиной и рыхлотой) — а); для анализа температурно-временных полей в затвердевающем металле — б); расположение условных термопар в отливке (3 — 4) и прибыли (5 — 8) -в)
Температурно – временные зависимости были получены при помощи условно установленных в модель отливки термопар (программа LVMFLOW это позволяет). Их расположение было следующим:1 – в опорном наполнителе; 2 — 9 — на рабочих поверхностях керамической оболочки (2 –на ниж- ней, 9 – в районе прибыли); 3 – в среднем сечении отливки; 4 – в подприбыльной области; 5,6,7, 8 –в сечениях, различающихся по высоте прибыльной части, рис.1,в. Численный расчет температурного состояния расплава в процессе его теплообмена с формой в программе LVMFLOW начинается после того, как заполнение формы полностью заверши-лось. Показания условных термопар давали возможность оценить способность расплава к сохранению жидкотекучего состояния в разные моменты времени и в разных сечениях. Эти состояния в соответствии с представлениями о последовательном характере затвердевания [5,6] представлены схемой, рис.2


Рис. 2. Схема двухфазного состояния сплава — а); эскиз отливки со встроенным в литниковую систему фильтрующим устройством – б)
Расплав в процессе охлаждения от температуы ликвидуса (ТL) до температуры солидуса (ТS) можно характеризовать уравнениями и соответствующими им состояниями: в интервале температур Т L и выливаемости (Твыл) -уравнением Навье – Стокса, которое определяет порог текучести; в интервале температур Твыл и питания Тпит — уравнением Дарси (при этом течение становится фильтрационным; возникает условный порог протекания); в интервале температур Тпит и ТS расплав теряет способность к текучести (это определяет порог продавливания и возможность возникновения в отливке усадочной пористости). Возникновение усадочной пористости в реальной отливке и в ее компьютерной модели наблюдается в подприбыльной области. Это можно объяснить тем, что расплав в этой области переохлаждается до значений, при которых расплав теряет способность к гравитационному течению, что соответствует порогу продавливания. Питание затвердевающего металла из прибыли при этом становится недостаточным. Для усиления питающей способности металла из прибыли был введен в конструкцию литниковой системы в модельном варианте был введен пенокерамический фильтр (ПКФ), рис.2.б. Общий вид и внутренняя структура фильтра показаны на рис.3. При выборе места установки фильтра исходили из следующих соображений. Пенокерамический фильтр обеспечивает рафинирование от неметаллических включений, поэтому установка его в месте подвода расплава в полость формы непосредственно под прибылью, является оправданной. Фильтр в данных условиях ЛВМ имеет начальную температуру 960 °С, которую он приобрел в процессе прокаливания формы, и поэтому он слабо переохлаждает расплав на этапе заливки и после заполнения формы

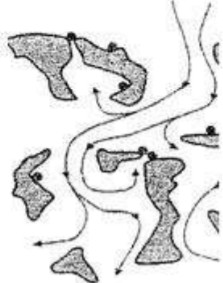
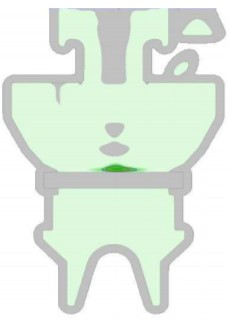
Рис. 3. Морфология пористой структуры ПКФ – а);схема внутренней структуры каналов фильтра – б ); эскиз отливки с усадочным дефектом в прибыли – в)
Заполнение полости формы благодаря лабиринтно – ячеистой структуре фильтра происходит в режиме, близком к ламинарному. Установлено [3], что время заполнения формы при наличии фильтра в литниковой системе увеличивается незначительно. Это связано с его технологическими особенностями: пористость составляет от 80 до 84 % , размер ячеек в свету от 2 до 3 мм; толщина фильтра 10 мм; толщина стенок в отдельной ячейке от 0,3 до 0,4 мм. Компьютерное моделирование процесса затвердевания металла в отливке с применением пенокерамического фильтра в литниковой системе показало, что усадочная рыхлота в теле отливки не обнаруживается, рис.3 (в). Усадочные дефекты типа раковина и рыхлота полностью переходят из тела отливки в прибыльную часть. С целью установления влияния фильтра при ЛВМ на усадочные дефекты был проведен сравни- тельный анализ двух вариантов охлаждения металла в отливке и в прибыли от момента завершения заливки расплава в форму до полного его затвердевания: вариант А – без ПКФ, вариант Б –с применением ПКФ в литниковой системе, установленного в подприбыльной области отливки; все остальные условия были одинаковыми. Температурно – временные зависимости сравниваемых вариантов при- ведены на рис.4 Анализ полученных численным расчетом по программе LVMFLow зависимостей показал следующее.
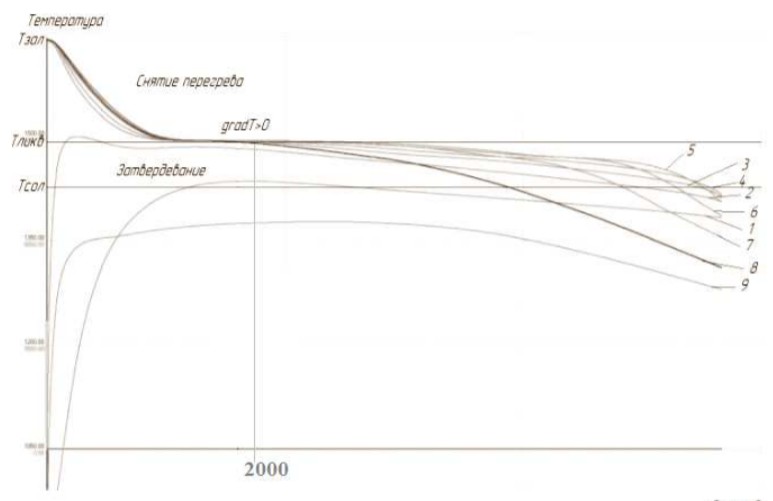
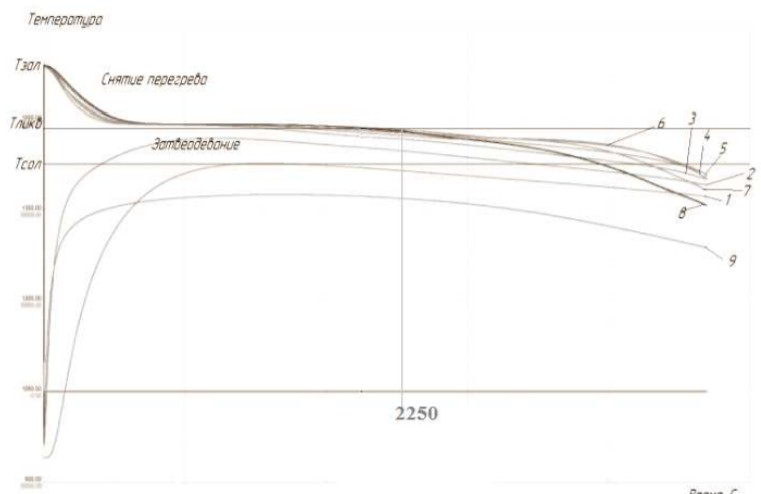
Рис. 4. Температурно – временные зависимости охлаждения металла при ЛВМ: вариант А – а), вариант Б – б)
Охлаждение металла в двух вариантах судя, по «показаниям» условных термопар 8; 7; 5; 6, происходит последовательно, но более ускоренно в варианте А (примерно на (20…25%). Металл в прибыли и подприбыльной области отливки при варианте Б сохраняет температуру, близкую к температуре ликвидуса, дольше ( 2250 с и 2000 с при варианте А). Время, в течение которого металл в подприбыльной области отливки и над фильтром находится в эффективном интервале кристаллизации, примерно в 1,33 раза больше в условиях варианта Б. Направленный характер затвердевания металла в отливке выражен более сильно в условиях варианта Б. При этом металл в верхних ярусах отливки находится в жидкотекучем состоянии, ограниченном с одной стороны порогом текучести и с другой -порогом протекания. Таким образом, результаты компьютерного моделирования убедительно свидетельствуют о том, что в условиях ЛВМ имеется возможность получения стальных отливок без усадочных дефектов за счет усиления направленности затвердевания с применением пенокерамических фильтров в под- прибыльной области затвердевающего металла. На примере данной отливки был рассмотрен модельный вариант ее получения без дефектов с применением ПКФ, но с оптимизированным объемом прибыли. Показано, что такая возможность имеется. Верхняя граница по уменьшению металлоемкости прибыли ограничена значением 40 %; при этом эффективность технологии литья с применением ПКФ, оцененная по ТВГ, может быть повышена в 1,5…1,6 раза.
Читать Применение пенокерамических фильтров в литниковой системе при ЛВМ.pdf
Литература
1. Андрушевич А.А. Применение пенокерамических фильтров при получении отливок из вторичных алюминиевых сплавов // Литейное производство.– 1998.– №5.– С. 18-20.
2. Тен Э.Б. Эффективность фильтрационного рафинирования жидких металлов при различных лимитирую- щих факторах .// Изв. вузов. Черная металлургия. –1997. – №11.– С.51 — 54.
3. Сапожников В.И. Применение пенокерамических фильтров в технологии литейного производства цветных металлов и чугуна // Литейщик России..–2005.–.№8.–С.17 — 20.
4. Чернышов Е.А., Королев А.В., Комиссаров А.Н., Шульдрин О.Ю., Евлампиев А.А.// Литейное производство.– 2012.– №6.–С.31 -33.
5. Тихомиров М.Д. Вероятностные аспекты моделирования тепловых и усадочных задач / М.Д. Тихомиров // Труды 111 Международной научно– практической конференции.–2005.–С.24-28.
6. Маврин, С. В. Особенности выплавки высоколегированного сплава 06ХН28МДТ в открытых индукционных печах [Текст]/ С.В. Маврин, В.А. Аммер, А.А. Щетинин // Вестник Воронежского государственного технического университета. – 2009.– Т.5.– № 6.– С.95–100.
Воронежский государственный технический университет

