Т. Скаланд, Elkem Foundry Products, г. Кристиансанд, Норвегия
АННОТАЦИЯ
Настоящая статья описывает новый метод обработки высокопрочного чугуна в ковше, основной задачей которого является минимизация количества образующихся эвтектических карбидов и усадочной пористости в процессе затвердевания отливки.
Подавление формирования карбидов связано с характеристиками процесса образования зародышей, как следствие сфероидизирующего и графитизирующего модифицирования. Под термином «характеристики процесса образования зародышей» понимается количество неметаллических включений, образующихся в результате ввода модификаторов, и их способность служить центрами кристаллизации графита. Сфероидизирующее и графитизирующее модифицирование оказывает прямое влияние на формирование усадки в отливках из ВЧ при их затвердевании. Некоторые модификаторы могут подавлять усадочные тенденции, в то время как другие могут даже усиливать их. Обнаружено, что применение различных редкоземельных элементов оказывает значительное влияние на рассматриваемые процессы.
Установлено, что использование металлического лантана в качестве первичного источника РЗМ в сфероидизирующем модификаторе на основе ФС45 более значительно повышает эффективность процесса ковшевой обработки чугуна на ВЧ по сравнению с аналогичными методами обработки с использованием сфероидизирующих модификаторов, содержащих церий или мишметалл. Зародышеобразующие характеристики модификатора при этом существенно улучшаются, минимизируя тем самым риск появления отбела и усадки при обработке на ВЧ методами «ковш с крышкой» или «сандвич» процессом.
В данной статье подробно обсуждается концепция нового подхода к ковшевой обработке чугуна на ВЧ, приведены примеры успешного применения новой технологии модифицирования, ее способности одновременно минимизировать склонность высокопрочного чугуна к отбелу и усадке, что является важным фактором при производстве отливок из ВЧ.
ВВЕДЕНИЕ
Целью настоящего исследования было изучение влияния лантан и церий содержащих модификаторов типа ФСМг, используемых при ковшевых обработках для получения ВЧ, на формирование микроструктуры, морфологию включений графита и усадку при затвердевании высокопрочного чугуна, полученного в лабораторных условиях со строгим контролем параметров процесса.
ИСТОРИЯ ВОПРОСА
Исследования предыдущих лет показали, что редкоземельные металлы (РЗМ), такие как: церий, лантан, празеодим и неодим могут оказывать как благоприятное, так и отрицательное воздействие на микроструктуру и свойства высокопрочного чугуна в зависимости от параметров процесса. Например, небольшие добавки РЗМ часто используют для восстановления количества включений глобулярного графита и улучшения степени его шаровидности в ВЧ, содержащих в своем составе такие отрицательно воздействующие на микроструктуру элементы как: Sb, Pb, Ti и т.п. [1-3]. С другой стороны, избыточное содержание РЗМ может привести к проблемам, связанным с формированием отбела в тонких сечениях отливки, и образованием пластинчатого графита в более толстых сечениях, с соответствующим снижением механических характеристик отливок [4-6].
В некоторых исследованиях приводятся значения оптимального уровня концентраций РЗМ в чугуне, способствующих формированию большого количества включений шаровидного графита и снижению тенденции к формированию карбидов. Однако данные различных исследователей о значениях оптимальной концентрации РЗМ заметно отличаются. Так, например, Лалич (Lalich) [7] полагает, что оптимальная концентрация церия составляет порядка 0,006-0,010% (масс.) для РЗМ с малым содержанием церия и порядка 0,015-0,020% (масс.) для РЗМ с высоким содержанием церия. В то время как согласно Канеткару (Kanetkar) [8] максимальное количество включений шаровидного графита было обнаружено при содержании церия 0,032% (масс.). Наиболее низкие значения, по данным Лалича [7], близки к остаточному содержанию церия в промышленных чугунах, в связи с чем они с трудом поддаются контролю. Согласно исследованиям Канеткара [8] также следует, что добавки лантана, празеодима и неодима (вводимые в чугун по отдельности) позволяют достигать оптимального количества включений шаровидного графита при определенном уровне содержания каждого из этих элементов. Остаточные содержания, необходимые для достижения оптимального количества включений графита, составили: 0,018% лантана, 0,007-0,010% празеодима или 0,017% неодима. Аналогичные данные для церия и лантана приводит также Онсойен (Onsøien) [9], т.е. 0,035% церия и 0,017% лантана.
Желаемые тип, размер и форму включений графита, образующегося в процессе кристаллизации чугуна, а также соотношение количества углерода, связанного в карбиды, к углероду, кристаллизующемуся в виде графита, можно получать посредством присадки в жидкий чугун некоторых добавок, способствующих формированию включений графита в процессе кристаллизации расплава. Такие добавки называют сфероидизирующими и графитизирующими модификаторами, а процессы их ввода в литейный чугун – сфероидизирующей обработкой и вторичным графитизирующим модифицированием. При производстве чугунных отливок всегда существует риск формирования карбидов железа в тонких сечениях. Образование карбидов происходит из-за более высокой скорости охлаждения тонких сечений по сравнению с относительно небольшой скоростью охлаждения более толстых сечений. Образование карбидов в литейном чугуне называется «отбелом» и количественно выражается измерением «глубины отбела». Способность сфероидизирующего или графитизирующего модификатора предотвращать формирование отбела и уменьшать его глубину является удобной характеристикой для определения и сравнения эффективности различных сфероидизирующих и графитизирующих модификаторов.
Поскольку полного теоретического описания химического механизма процесса формирования центров кристаллизации графита до сих пор нет, как нет и исчерпывающего объяснения поведения различных сфероидизирующих и графитизирующих модификаторов, то проводится значительный объем исследовательских работ, направленных на разработку новых, высокоэффективных ферросплавов для литейной промышленности. Процесс подавления формирования карбидов связан с характеристиками процесса образования зародышей, как следствие сфероидизирующего и графитизирующего модифицирования. Под термином «характеристики процесса образования зародышей» понимается количество центров кристаллизации графита, образующееся после ввода модификатора. Значительное количество образующихся центров кристаллизации повышает эффективность обработки и стимулирует процесс подавления образования карбидов. Кроме того, большое количество сформировавшихся центров кристаллизации может также уменьшить эффект «старения модифицирующего воздействия» при длительной выдержке чугуна в ковше после проведения сфероидизирующей и графитизирующей обработок.
Сфероидизирующие и графитизирующие модификаторы также оказывают влияние на усадку высокопрочного чугуна в процессе кристаллизации. Некоторые модификаторы могут подавлять усадочные тенденции, в то время как другие могут даже усиливать их. Применение различных редкоземельных элементов может оказывать значительное влияние на эти параметры и при разработке сфероидизирующих модификаторов очень важно подбирать такой состав, который способствует минимизации усадки при кристаллизации чугуна.
Сфероидизирующее модифицирование осуществляют двумя принципиально различными методами.
При ковшевом модифицировании сфероидизирующий модификатор помещают на дно ковша, после чего на него сверху заливают жидкий чугун. В зависимости от способа размещения модификатора в ковше различают следующие разновидности этого метода: “заливка металла на модификатор сверху”, “сэндвич-процесс” и “модифицирование в ковше с крышкой”. Вторичное графитизирующее модифицирование проводят обычно по окончании процесса сфероидизирующей обработки путем присадки графитизирующего модификатора на основе ФС75 на струю металла при его переливе в разливочный ковш или при разливке по формам.
• При проведении процесса «внутриформенного модифицирования» сфероидизирующая обработка расплава осуществляется непосредственно в полости литейной формы. Тем самым данный способ получения ВЧ коренным образом отличается от ковшевых методов модифицирования.
По данным Дюнкса (Dunks) [10], присадка чистого лантана со сплавом ФСМг обеспечивает хорошие результаты по минимизации отбела и усадки при использовании метода внутриформенного модифицирования («ин-моулд» процесс). При внутриформенном модифицировании модификатор типа ФСМг, помещенный в специальную реакционную камеру, встроенную в литниковую систему формы, одновременно выполняет функции и сфероидизирующего, и графитизирующего модификатора. При использовании ковшевых методов модифицирования случаи проявления такого одновременного сфероидизирующего и графитизирующего эффекта на микроструктуру чугуна до настоящего времени не отмечались.
МАТЕРИАЛЫ И МЕТОДИКА ЭКСПЕРИМЕНТА
Выплавку ВЧ производили в индукционной печи из шихты, состоящей из 50% (масс.) стального лома, 20% (масс.) возврата чугуна и 30% (масс.) передельного чугуна. Содержание углерода и кремния доводили до заданного с помощью науглероживателя и ферросилиция. Перед выпуском в ковш для обработки чугуна помещали модификатор на основе ФСМг в количестве 1,5% от массы плавки, на который сверху засыпали защитное покрытие в 0,5 кг стальной стружки, т.е. сфероидизирующее модифицирование проводили сэндвич-процессом. На рис. 1 приведены схематические изображения использовавшихся ковшей для сэндвич-процесса и для способа «ковш с крышкой». Через две минуты после модифицирования чугун переливали в разливочный ковш. После сфероидизирующей обработки базового чугуна вторичного графитизирующего модифицирования не производили. Это было сделано с целью определения качественных характеристик каждого из используемых в дальнейшем сфероидизирующих модификаторов. Из расплава отбирали пробы для проведения химического анализа, после чего чугун заливали в песчаные формы для получения отливок в виде пластин толщиной 20 и 5 мм, клиньев на отбел и образцов крестовидного сечения для определения склонности к усадке. Заданный окончательный химический состав чугуна был следующим: 3,7% C, 2,4% Si, 0,4% Mn, 0,010% S и 0,040% Mg.

Рис. 1. Примеры ковшей для модифицирования методами заливки расплава на модификатор, «сандвич» процесс и с использованием промежуточного ковша-крышки.
таблице 1 приведен химический состав различных сфероидизирующих модификаторов на основе ФСМг, использованных при проведении данной работы. Все модификаторы были произведены на основе ФС45 и содержали порядка 6 % Mg, 1% Ca и 0.9 % Al. Содержание РЗМ было различным как указано в таблице 1. В исследовании изучали эффект воздействия модификаторов, содержащих чистый лантан в количестве 0.5 % и 1.0 % и чистый церий в количестве 0.5% и 1.0%, по сравнению с модификаторами без РЗМ и традиционными модификаторами, в которых РЗМ представлены мишметаллом, содержащим порядка 50% Ce.
Таблица 1. Химический состав сфероидизирующих модификаторов на основе сплава ФСМг.

При каждой плавке из разливочного ковша отбирали образцы для проведения термического анализа. Образцы заливались в стандартные тигли для проведения термического анализа «Quick-cup», после чего проводилась запись кривых охлаждения с помощью программы ATAS® Verifier 4.0 (производства компании NovaCast, Швеция). Программа ATAS® Verifier 4.0 позволяла получить следующий набор данных для каждого образца: нижняя (TElow) и верхняя (TEhigh) эвтектические температуры, температура окончательного затвердевания (TS – температура солидуса), рекалесенс (R), фактор графита 1 (GRF1) и фактор графита 2 (GRF2).
Закаленные образцы в форме монеты подвергали химическому анализу методом рентгено- флуоресцентного анализа (XRF). Эти же образцы использовали для определения содержания углерода и серы на анализаторе Leco и магния – на атомно-абсорбционном спектрофотометре (AAS).
Образцы для металлографических исследований изготавливали из темплетов, вырезанных из средней части тестовых пластин толщиной 5, и 20 мм. Подготовку образцов производили по стандартной металлографической методике, т.е. с полировкой и доводкой алмазным порошком фракции 1 мкм для определения характеристик графита. Графитсодержащие фазы выявляли с помощью программы анализа изображений (ImagePro Plus). Для определения характеристических параметров включений графита в структуре принимали во внимание только включения графита шаровидной формы размером не менее 5 мкм. Определяли следующие характеристики: количество включений графита, площадь, занимаемая включениями графита, диаметр глобулей, коэффициент формы включений графита и степень их шаровидности (степень шаровидности определялась как доля включений графита с коэффициентом формы не менее 0,65). Отполированные образцы подвергали травлению в 25%-ном растворе нитала (раствор азотной кислоты в спирте) для автоматического анализа структурных составляющих – феррита, перлита и карбидов – с помощью программы анализа изображений.
Отбел оценивали на стандартных клиновидных образцах. Определяли два параметра: L1 – максимальное расстояние (в мм), на котором отбел наблюдается на всей площади поперечного сечения образца (чистый отбел) и L2 – максимальное расстояние, на котором обнаруживаются карбиды (полный отбел).
Образцы крестовин разрезали на секции вдоль горизонтальной оси, проходящей через середину сечения, для определения усадочной пористости. Образцы шлифовали, полировали и доводили алмазным порошком фракции 1 мкм, после чего определяли пористость на контрольном участке образца размером 12х12 мм, выбранном в районе центра сечения. Для определения пористости на других участках путем сравнения с контрольным участком использовали программу анализа изображений (ImagePro Plus).
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТОВ
Химический состав
Результаты химического анализа металла различных плавок приведены в таблице 2. Из таблицы видно, что все экспериментальные плавки по химическому составу в достаточной степени соответствовали заданному — 3,7% C, 2,4% Si, 0,4% Mn, 0,010% S и 0,040% Mg.
Таблица 2. Химический состав опытных отливок из высокопрочного чугуна

Различия в содержании церия и лантана отражают различную степень усвоения этих элементов из модификаторов типа ФСМг. Содержание церия колеблется в пределах от следов до 0,016%, содержание лантана – от следов до 0,015% в различных сериях плавок.
Микроструктура
Результаты металлографического исследования структур графита приведены в таблице 3. Микроструктура образцов из опытных отливок показана на рис. 2 и 3 для пластин толщиной 5 и 20 мм соответственно. На рис. 4 приведены гистограммы числа глобулей, степени шаровидности, среднего диаметра включений графита, а также доля перлита для отливок толщиной 20 мм.
Таблица 3. Результаты металлографического исследования структур графита в отливках толщиной 5 и 20 мм


Рис. 2. Микроструктура отливок толщиной 5 мм из чугуна, модифицированного различными марками ФСМг: (a) без РЗМ, (b) с 0,5% La, (c) с 1,0% La, (d) с 0,5% Ce, (e) с 1,0% Ce, (f) с 1,0% мишметалла 
Рис. 3. Микроструктура отливок толщиной 20 мм из чугуна, модифицированного различными марками ФСМг: (a) без РЗМ, (b) с 0,5% La, (c) с 1,0% La, (d) с 0,5% Ce, (e) с 1,0% Ce, (f) с 1,0% мишметалла
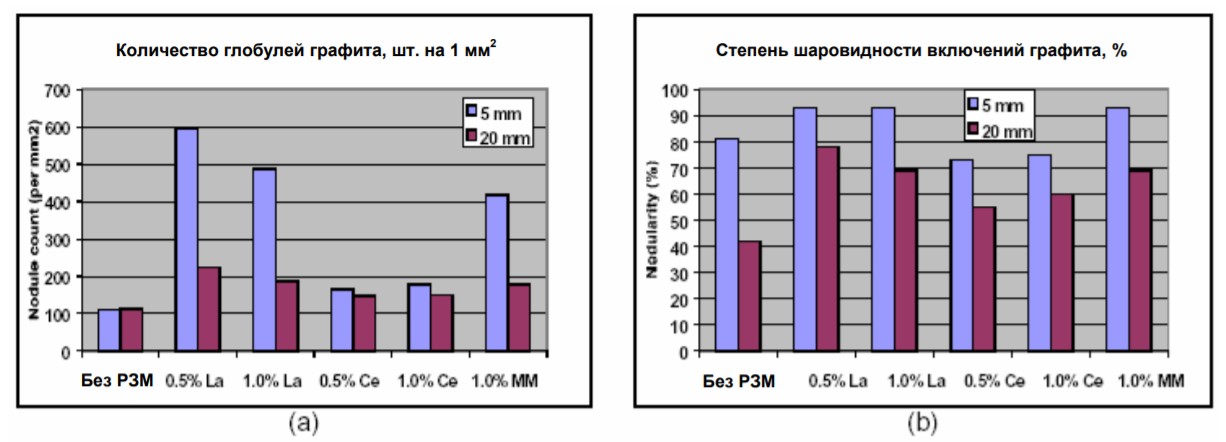
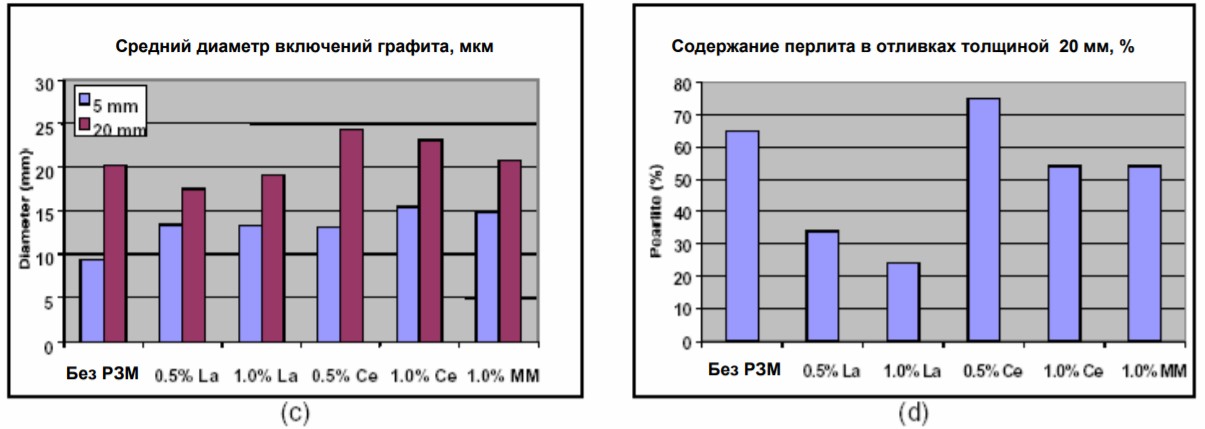
Рис. 4. Параметры микроструктуры отливок толщиной 5 и 20 мм в зависимости от типа использованного сфероидизирующего модификатора: (a) количество глобулей графита, (b) степень шаровидности включений графита, (c) средний диаметр включений графита, (d) доля перлита (только для отливок толщиной 20 мм)
Количество глобулей графита
Из таблицы 3 и рис. 4 видно, что в двух экспериментальных плавках, модифицированных лантан содержащим модификатором ФСМг, количество глобулей графита заметно выше, чем в плавках, модифицированных модификаторами ФСМг без РЗМ, с добавками церия или мишметалла. Это утверждение справедливо для отливок толщиной 20 мм и, особенно, для отливок толщиной 5 мм.
Степень шаровидности
Степень шаровидности включений графита также выше в тех отливках, которые были модифицированы с применением лантана. В отливках толщиной 5 мм, полученных из чугуна, модифицированного сплавами ФСМг с добавками лантана и мишметалла, степень шаровидности достигает 93%, в то время как при использовании церий содержащих модификаторов она составила лишь около 75%. В отливках толщиной 20 мм наилучший результат (78%) был достигнут при использовании модификатора с содержанием 0,5% лантана, а применение модификатора с 0,5% церия позволило получить степень шаровидности, равную лишь 55%.
Содержание перлита
Содержание перлита в отливках толщиной 20 мм заметно меняется от плавки к плавке. Наиболее низкое значение – около 25% — наблюдалось при использовании модификатора, содержащего 1% лантана, а наиболее высокое – около 75% — при использовании ферросплава с 0,5% церия. На рисунке 4(d) показано содержание перлита в отливках толщиной 20-мм для всех плавок.
Распределение включений графита по размерам
На рис. 5 показано распределение глобулей графита по размерам в отливках толщиной 20-мм для всех плавок. Очевидно, что в отливках из чугуна, модифицированного с применением лантана и церия, распределение включений графита по размерам заметно отличается. В отливках с двух плавок из чугуна, модифицированного лантаном (рис. 5 (b) и (c)), распределение более ассиметрично и смещено в сторону более мелких (по размерам) включений, в то время как при модифицировании с применением церия (рис. 5 (d) и (e)) распределение частиц графита по размерам выглядит намного более равномерным.
Из рис. 5 (f) видно, что применение модификатора, содержащего 1% мишметалла также приводит к смещению центра распределения размеров частиц, но не в такой степени, как в случае с применением лантана. Использование модификатора, не содержащего РЗМ, дает относительно равномерное распределение размеров частиц графита, сравнимое с ситуацией при использовании модификаторов с добавками церия.
Распределение глобулей графита по размерам влияет на склонность чугуна к усадке, поскольку оно отражает процессы образования и роста включений графита в течение всего процесса кристаллизации чугуна. Мелкие глобули и смещение центра распределения подразумевают то, что включения графита формируются на поздней стадии кристаллизации расплава и, соответственно, обеспечивают хорошую защиту против образования микропористости в конце процесса затвердевания. Более крупные по размерам глобули графита и равномерное распределение по размерам включений наоборот, являются свидетельством формирования включений графита на ранних стадиях процесса кристаллизации расплава и меньшего влияния процессов роста графита на формирование усадки на стадии затвердевания отливки, что повышает риск образования микропористости.
Склонность к отбелу.
Из рис. 2(b) и 2(c) видно, что использование модификатора ФСМг с добавкой лантана существенно снижает или практически подавляет образование карбидов (отбела) в отливках толщиной 5 мм, а в отливках толщиной 20 мм признаков отбела вообще не наблюдается (рис. 3(b) и 3(c)).
При применении ФСМг с добавкой церия (рис. 2(d) и 2(e)) в отливках толщиной 5 мм отмечена заметная глубина отбела, а при использовании модификатора с добавлением мишметалла (рис. 2(f)) наблюдается умеренное карбидообразование. При модифицировании сплавом ФСМг без РЗМ произошел полный отбел отливок толщиной 5 мм (рис. 2(a)); в отливках толщиной 20 мм при этом заметны сегрегационные карбиды на границах зерен (рис. 3(a)).
Результаты измерений ширины чистого отбела в клиновидных образцах приведены на рис. 7(b). Из рисунка видно, что при использовании модификаторов, не содержащих РЗМ или содержащих только добавки церия, происходил полный отбел всего образца вплоть до его вершины (50 мм). Применение сплава с добавлением только лантана обеспечивало наименьшую глубину отбела (11-12 мм), добавки мишметалла привели к формированию отбела глубиной 14 мм.
Усадочная пористость
Из таблицы 4 и рис. 6(b) и 6(c) видно, что при использовании модификатора ФСМг с добавкой лантана удалось полностью избежать образования усадочной пористости. Применение модификатора с добавкой церия (рис. 6(d) и 6(e)) вызвало образование рассеянной микропористости с суммарным объемом пор около 2%.
При использовании сплава с добавкой 1% мишметалла (рис. 6(f)) отмечено образование большой усадочной раковины, вызванное первичным усадочным эффектом при затвердевании.
На рис. 6(a) показана рассеянная микропористость большого объема (порядка 8 %), образовавшаяся при модифицировании модификатором без РЗМ. На рис. 7(d) приведен график относительных значений микропористости для всех испытанных образцов.

Рис. 5. Распределение по размерам глобулей графита при использовании различных марок ФСМг. (a) без РЗМ, (b) с 0,5% La, (c) с 1,0% La, (d) с 0,5% Ce, (e) с 1,0% Ce, (f) с 1,0% мишметалла
Таблица 4. Доля площади, занятой порами, в образцах «крестовина»
| Сфероидизирующий модификатор | Доля площади, занятой порами, % |
| Без РЗМ | 8,3 |
| 0,5% La | 0,0 |
| 1,0% La | 0,0 |
| 0,5% Ce | 2,3 |
| 1,0% Ce | 2,0 |
| 1,0% мишметалл | 38,2 |
Из-за низкой склонности к отбелу и усадке, особенно в случае использования модификатора ФСМг, содержащего 0,5% лантана, последующие добавки модификатора для проведения вторичного графитизирующего модифицирования могут быть сведены к минимуму или даже вообще не проводиться. Таким образом, обработка чугуна на ВЧ в ковше лантан содержащими модификаторами на основе ФСМг представляет собой новый метод проведения сфероидизирующей обработки, который оказывается также еще и экономически эффективным в смысле снижения затрат на проведение вторичного графитизирующего модифицирования.
Данные термического анализа
Термический анализ, которому подвергали металл каждой плавки с использованием программы ATAS® Verifier 4.0, показал заметные различия в свойствах чугуна, обработанного сфероидизирующими модификаторами различного состава.
На рис. 7(a) приведены данные о TElow, TEhigh и TS (нижняя и верхняя эвтектические температуры и температура окончания затвердевания (температура солидуса), соответственно), полученные с помощью программы ATAS® Verifier 4.0.
Из рис. 7(a) видно, что наиболее высокие значения этих температур получены для чугуна, обработанного ФСМг с 0,5% La, что соответствует наиболее высокой стойкости к формированию отбела и усадки. Самые низкие значения TS получены для чугунов, обработанных модификаторами без РЗМ и с 5% Ce. Низкая величина TS является признаком высокой склонности к образованию усадочной пористости. Результаты измерений температурных параметров методом термического анализа хорошо согласуются с данными определения глубины отбела и усадочной пористости (см. рис. 7(b) и 7(d)).
На рис. 7(c) приведены гистограммы факторов графита 1 и 2 (GRF1 и GRF2), полученные в результате работы программы обработки результатов термического анализа ATAS® Verifier 4.0. Эти коэффициенты достаточно хорошо характеризуют склонность чугуна к усадке. Высокое значение GRF1 и низкое – GRF2 – соответствуют минимальной склонности к усадке. Установлено, что две марки ФСМг, содержащие 0,5% и 1% La, обеспечивают наиболее высокие величины GRF1 — порядка 96-100, и наиболее низкие значения GRF2 – около 30-35. Использование модификаторов с добавкой церия приводит к прямо противоположным результатам.
Результаты определения факторов графита хорошо согласуются с результатами измерений усадочной микропористости для всех исследованных образцов (см. рис. 7(d)).

Рис. 6. Усадочная пористость в поперечном сечении отливки «крестовина» после обработки различными марками ФСМг. (a) без РЗМ, (b) с 0,5% La, (c) с 1,0% La, (d) с 0,5% Ce, (e) с 1,0% Ce, (f) с 1,0% мишметалла

Рис.7. Характеристические данные термического анализа, полученные с помощью программы ATAS (TElow,TEhigh,TS, GRF1 и GRF2), «чистый отбел» в клиновидном образце и относительная усадочная пористость для всех экспериментальных плавок
ВЫВОДЫ
Результаты настоящего исследования позволяют сделать следующие выводы:
При проведении сфероидизирующей обработки ВЧ в ковше с использованием модификатора ФСМг, содержащего в качестве РЗМ только лантан, количество глобулей графита в 2-3 выше, чем при использовании модификатора, содержащего в качестве РЗМ церий.
• При использовании модификатора ФСМг с лантаном степень шаровидности включений графита возрастает на 10-20%.
• При использовании модификатора ФСМг с лантаном доля перлита снижается на величину до 50% по сравнению с ФСМг, содержащим церий.
• При использовании ФСМг с лантаном центр распределения включений графита по размерам сдвигается в сторону включений малого размера.
• Склонность к отбелу существенно снижается при использовании модификатора ФСМг с лантаном; при содержании La = 0,5% в модификаторе в отливке толщиной 5 мм карбиды практически отсутствовали даже без проведения вторичного графитизирующего модифицирования.
• Усадочная пористость в отливке «крестовина» практически полностью отсутствовала после проведения сфероидизирующей обработки модификатором ФСМг с лантаном.
• Результаты термического анализа полностью подтверждают результаты металлографических исследований о значительном снижении склонности к отбелу и усадке при использовании сфероидизатора на основе модификатора ФСМг с добавкой лантана при ковшевой обработке чугуна на ВЧ.
ЛИТЕРАТУРА
1. Z. Bofan and E. W. Langer: Scand. J. of Metallurgy, 1984, 13, p 15.
2. D. M. Stefanescu, S. K. Biswal, C. Kanetkar and H. H. Cornell: in Proc. Advanced Casting Technology, Kalamazoo MI, USA, Nov. 1986, p 167.
3. U. H. Udomom and C. R. Loper, Jr.: AFS Transactions, 1985, 93, p 519.
4. H. Itofuji and H. Uchikawa: AFS Transactions, 1990, 98, p 429.
5. E. N. Pan, C. N. Lin and H. S. Chiou: Jpn Foundrymen’s Soc. in Proc. 2 Asian Foundry Congress, 1994, p 36.
6. P.C. Liu, T.X. Li, C.L. Li and C.R. Loper, Jr.: AFS Transactions, 1989, 97, p 11.
7. M. J. Lalich: in Proc. 2nd int. symp. on the metallurgy of cast iron, Geneva, Switzerland, May 1974, p 561.
8. C. S. Kanetkar, H. H. Cornell and D. M. Stefanescu: AFS Transactions, 1984, 92, p 417.
9. M. I. Onsøien, Ø. Grong, T. Skaland and S.O. Olsen: AFS Transactions, 1997, 105, p 147.
10. C.M. Dunks, “In-the-mould Worldwide – Today and tomorrow”, AFS Transactions, 1982.

