Юлиан Рипозан (Iulian RIPOSAN)*, Михай Чизамера (Mihai CHISAMERA)*, Стельян Стан (Stelian STAN)*, Космин Гадараутану (Cosmin GADARAUTANU)*, Торбьёрн Скаланд (Torbjorn SKALAND)**
* Политехнический Университет города Бухарест, Румыния
** Компания ELKEM ASA, Норвегия
Аннотация
В литейном производстве довольно часто встречается дефект «водородная пористость», а к причинам возникновения этого дефекта относят повышенное остаточное содержание алюминия в чугуне. С другой стороны, принято считать, что алюминий не оказывает какого-либо модифицирующего эффекта. Авторы разработали и осуществили комплексную программу исследования серых чугунов с различными уровнями остаточного содержания алюминия (0.001 – 0.05 % Al), источниками которого являлись металлическая часть шихты, добавки алюминия при предварительной обработке расплава, а так же ввод алюминия в чугун в составе графитизирующих модификаторов на основе ферросилиция. Было обнаружено, что величина остаточного содержания алюминия оказывает заметное влияние на такие процессы, как:
— образование зародышей графита и снижение степени переохлаждения
— образование включений графита типа «D» (структуры переохлажденного графита)
— количество формирующихся карбидов (интенсивность карбидообразования) и склонность к отбелу.
Предложена трехстадийная модель процесса образования включений графита в серых чугунах: сложные сульфиды вида (Mn,X)S, образующиеся на поверхности неметаллических включений на основе Al2O3, выступают в качестве предпочтительных центров для формирования зародышей графита. Величину остаточного содержания алюминия в расплаве чугуна необходимо пересмотреть и оптимизировать с целью устранения причин, вызывающих образование пористости, а также для усиления графитизирующего эффекта при проведении модифицирующей обработки. Рекомендуется обеспечивать содержание остаточного алюминия в базовом чугуне в интервале 0.008 – 0.01% за счет алюминия шихтовых материалов, добавок алюминия в ходе предварительной обработки чугуна или в составе графитизирующих модификаторов.
Ключевые слова: серые чугуны, остаточное содержание алюминия, модель формирования зародышей графита, модифицирование Ca/Sr-содержащими модификаторами.
Введение
Шихтовые материалы, такие, как передельный чугун, лом литейного чугуна или скрап из раскисленной алюминием стали, являются источниками, увеличивающими остаточное содержание алюминия в жидком чугуне. Использование в шихте ферросилиция, особенно при высокой доле стального скрапа, а также добавки обычного ферросилиция (с содержанием Al свыше 1,5%) являются важными источниками поступления алюминия в жидкий чугун. Еще одним источником алюминия служат модификаторы на основе ферросилиция. Это особенно характерно при ковшевых обработках базового чугуна, т.е. при использовании относительно больших навесок модификатора. Заметное повышение использования алюминия в автомобилестроении должно привести и к росту его содержания в шихтовых материалах для литейного производства. Следует также принимать во внимание и другие источники загрязнения алюминием, такие как: случайное попадание алюминия в лом черных металлов, алюминий, как следствие добавок в шихту ваграночных печей или дешевый скрап с высоким содержанием алюминия [1]. Таким образом, содержание алюминия в чугуне легко может достичь таких пределов, при которых в полной мере проявится его отрицательное влияние [2].
Из-за высокой активности остаточного алюминия в жидком сером чугуне, привлекательным решением проблемы газовой пористости можно считать его химическую «деалюминизацию». Алюминий легко вступает в химические реакции с образованием стабильных соединений типа Al2O3, AlCl3 и AlN, которые, будучи нерастворимыми в железе и обладая значительно меньшей плотностью, могут быть отделены от металлического расплава. Было опробовано множество химических реагентов для удаления алюминия: воздух, кислород, хлор, хлориды углеводородов, оксиды железа, хлорид магния, сульфат натрия и другие. Целью применения этих реагентов было снижение содержания алюминия в жидком чугуне до уровней, менее чем 0,01 % масс., т.е. до концентраций, при которых алюминий уже не вызывает появления газовой пористости [1].
В качестве примеси в расплавленном чугуне (при содержаниях в интервале 0.001 – 0.5 %) алюминий играет две важные роли:
а) следы алюминия могут быть причиной появления газовой пористости в отливках;
б) присутствие алюминия должно влиять на процессы формирования зародышей графита.
Исходная информация
Происхождение газовой пористости
Тремя основными причинами, вызывающими образование газовой или подповерхностной пористости, являются, по всей видимости, водород, азот и моноксид углерода (СО). Газовая пористость в сером чугуне обычно формируется в виде слоя или скопления мелких газовых пузырьков округлой формы. Эти дефекты не проявляются при очистке литья щетками и даже при легкой пескоструйной обработке; выявить их можно только после глубокой дробеструйной или механической зачистке. Таким образом, газовая пористость может оставаться необнаруженной вплоть до проведения окончательной механической обработки отливки. На образование газовой пористости в отливках из серого чугуна влияют многие факторы [3 – 7]:
Конструкция формы влияет на появление этих дефектов за счет изменения состава газовой фазы в форме и площади поверхности контакта форма – металл.
— Неправильная конструкция литниковых систем, которые способствуют длительному контакту между металлом и материалом формы и вносят дополнительный вклад в образование газовой пористости. Кроме того, высокая турбулентность движения металла в литниковой системе может привести к захвату металлом газов или разбрызгивание последнего, что также приводит к возникновению газовой пористости.
— Склонность к образованию газовых пузырей, особенно вызванных наличием водорода в расплаве, зависит от скорости охлаждения – газовая пористость чаще возникает в тонких сечениях отливок, получаемых в песчаных формах.
— Присутствие в расплаве таких элементов, как Al, Mg и Mn повышает растворимость в нем водорода и способствует образованию газовой пористости.
— Склонность к формированию газовой пористости в серых чугунах зависит от поверхностного натяжения жидкого чугуна, заливаемого в сырые песчано-глинистые формы. Газовая пористость не образуется, если величина поверхностного натяжения чугуна на графике зависимости поверхностного натяжения от температуры лежит выше линии, соединяющей точки с координатами: 950 дин/см при 1288 ºC, 610 дин/см при 1399 ºC и 390 дин/см при 1510 ºC.
— Присутствие в расплаве поверхностно-активных веществ (влияющих на поверхностное натяжение чугуна) заметно влияет на образование газовой пористости. Поверхностное натяжение велико при низком содержании алюминия (0.001%), снижается в интервале концентраций 0.015 – 0.2% Al и возрастает при дальнейшем повышении содержания алюминия. Когда поверхностное натяжение падает до значений порядка 600 дин/см при 1400 ºC и ниже, вероятность образования газовой пористости велика.
— Серые чугуны более склонны к формированию газовой пористости по сравнению с высокопрочными чугунами, поскольку имеют более низкое поверхностное натяжение. Так, наиболее критичным интервалом содержаний алюминия для высокопрочных чугунов является 0.05 – 0.2 %, а для серых чугунов – 0.008 – 0.2%.
— Многие элементы взаимодействуют с алюминием, оказывая отрицательное влияние на свойства чугуна. Например, титан. Присутствие в расплаве даже следов титана приводит к значительному снижению допустимых значений содержания алюминия.
— Газовая пористость, возникающая из-за наличия алюминия в чугуне, является типичной водородной пористостью.
Формирование зародышей графита
Принято считать, что алюминий не оказывает модифицирующего воздействия на чугун, однако, он содержится практически во всех кремнийсодержащих сплавах, используемых в качестве модификаторов. Алюминий сопутствует всем известным элементам-модификаторам, таким, как Ca, Ba, Zr, Sr, РЗМ и другим. Однако его роль в процессах формирования зародышей графита до настоящего времени до конца не ясна:
— Было обнаружено, что алюминий не оказывает модифицирующего воздействия при обработке чугуна модификатором, содержащим значительное количество кальция. При низких содержаниях кальция (менее 0.01 % Ca), наблюдалось незначительное воздействие алюминия. Наличие алюминия приводило к росту числа эвтектических ячеек при весьма низких содержаниях кальция, и не оказывало никакого эффекта при содержаниях кальция свыше 0.50 % [8]. 2
— В других исследованиях (0 – 1.5% Al) воздействие алюминия на структуру при низких его содержаниях (0.1 % Al) заключалось в значительном снижении степени отбела, а при высоких концентрациях (0.5 – 1.5 % Al) – в заметном росте доли феррита в структуре. Число эвтектических ячеек и доля графита типа «А» (равномерно распределенный по структуре графит) возрастали в небольшом, но заметном количестве при одновременном снижении степени отбела. Однако, этот эффект проявлялся менее заметно, чем при добавках обычных, не литейных марок ферросилиция [2].
Недавно было обнаружено, что алюминий участвует в формировании частиц, содержащих Al2O3, которые выступают в роли подложек (ядра) для образования включений сложных сульфидов вида (Mn,X)S. Последние, в свою очередь, являются основными центрами кристаллизации графита (трехстадийная модель процесса образования зародышей пластинчатого графита) [9-12]. Опубликованные к настоящему времени результаты исследований состоят в следующем:
— Общим и характерным результатом всех исследований стало обнаружение во всех случаях присутствие в ядрах включений алюминия и кислорода.
— Частицы сложных сульфидов вида (Mn,X)S (где X = Fe, Al, O, Ca, Si, Sr, Ti и др.) многоугольной или округлой формы, сформировавшиеся на включениях Al2O3, и иногда покрытые тонким слоем силикатов, являются основными центрами образования зародышей пластинчатого графита.
— При определенных условиях остаточный алюминий обеспечивает снижение степени переохлаждения, способствует росту количества эвтектических ячеек и формированию графита типа «А».
Целью настоящего исследования было получение более полного представления о влиянии остаточного содержания алюминия в интервале его концентраций 0.001 – 0.05 % на свойства серого чугуна. В ходе исследований алюминий вводили в расплав различными методами:
— в печь (металлический алюминий)
— модифицированием расплава модификаторами на основе FeSi, содержащими и не содержащими алюминий
— модифицированием расплава модификаторами на основе FeSi, содержащими и не содержащими модифицирующие элементы (Ca/Sr).
Методика проведения эксперимента
Выплавку чугуна производили в тигельной индукционной печи с кислой футеровкой (вместимость тигля 75 кг, 2500 Гц) из шихты, состоящей из следующих материалов:
— чушкового синтетического чугуна высокой чистоты (< 0.002 % Al)
— различных материалов контролируемого состава для корректировок конечного состава чугуна (стальной скрап, ферросилиций, ферромарганец, сульфид железа, науглероживатель)
— металлического алюминия (для ввода в жидкий чугун).
Последние два типа модификаторов характеризовались низким (0.01 %) и высоким (2.0 %) содержанием алюминия. Базовые чугуны с низким и средним содержанием алюминия (0.001 – 0.002% и 0.007 % Al, соответственно) подвергали обработке ферросилицием HP-FeSi с низким содержанием алюминия и модификаторами как с высоким, так и с низким содержанием алюминия (Ca-FeSi, Sr-FeSi и Ca,Al-FeSi, Sr,Al-FeSi, соответственно), в то время как базовый чугун с высоким содержанием алюминия обрабатывали только сплавами на основе ферросилиция с низким содержанием алюминия (HP-FeSi, Ca-FeSi или Sr-FeSi).
В результате были получены доэвтектические (Sc = 0.83 – 0.89) и эвтектические (Sc = 0.95 – 1.03) серые
чугуны с низким уровнем содержания примесных элементов, относительно низким содержанием азота (37 – 39 ppm), но со значительным уровнем содержания кальция и стронция в модифицированных чугунах (10 – 40 ppm Ca, 10 – 20 ppm Sr) и средним уровнем содержания кислорода (50 – 90 ppm).
По содержанию алюминия, полученные чугуны можно подразделить на три представительные группы:
— Чугуны с низким содержанием алюминия: 0.001 – 0.003 % Al
— Чугуны со средним содержанием алюминия: 0.007 – 0.010 % Al
— Чугуны с высоким содержанием алюминия: 0.033 – 0.045 % Al
Для записи кривых охлаждения использовали установку NI-DAQ с интерфейсом сбора данных Ni 4350 (образцы диаметром 15 мм получали в формах, изготовленных с использованием фурановой смолы). Аналогично отбирали образцы для анализа микроструктуры (диаметр образца 15 мм), для проведения анализа на сканирующем электронном микроскопе (диаметр образца 15 мм) и для определения степени отбела (Метод испытаний B. Образцы для определения степени отбела 4C в соответствии со стандартом ASTM A 367-94). Содержание основных и примесных элементов определяли методом спектрального анализа на аппаратуре POLIVAC. Отдельно анализировали содержания кальция, стронция, алюминия, кислорода и азота: кислород – по технологии Baltzers (на аппаратуре EXHALOGRAPH 220); азот – (методика LECCO TN 15); Ca, Sr, Al (методом DCP компании Beckman).
Результаты и их обсуждение
В таблице 2 приведены сведения о конечном химическом составе и параметры процесса затвердевания образцов полученных доэвтектических и эвтектических чугунов, без модифицирования и после модифицирования различными модификаторами. Склонность к отбелу, эвтектическая степень переохлаждения, параметры эвтектических ячеек в значительной степени зависят не только от степени эвтектичности и от способа модифицирования, но и от содержания алюминия в серых чугунах (рис. 2).
Склонность к отбелу
Испытания на отбел оказались более наглядными для более «мягких» марок серых чугунов, т.е. чугунов эвтектического состава и модифицированных чугунов. Расстояние от поверхности образца до последних участков со структурой белого чугуна называют «полной глубиной отбела». Данные по чувствительности чугуна к отбелу представлены в виде зависимости от степени эвтектичности для трех уровней содержания алюминия (рис. 3a) и от конечного уровня содержания остаточного алюминия для двух групп литейных чугунов (рис. 3b). На рисунке также указано, проводилось или нет модифицирование, а также тип использованного модификатора.
Обычно, склонность к отбелу у доэвтектических чугунов выше по сравнению с эвтектическими, равно как и у немодифицированных по сравнению с модифицированными чугунами. По склонности к отбелу было выделено три отдельные области, особенно ярко выраженные для доэвтектических чугунов (меньшая степень эвтектичности, более заметные различия):
— Высокая склонность к отбелу: немодифицированные чугуны
— Средняя склонность к отбелу: чугуны, модифицированные HP-FeSi
— Низкая склонность к отбелу: чугуны, модифицированные Ca/Sr (наиболее низкая склонность: чугуны модифицированные сплавами Sr-FeSi).
Наиболее высокая склонность к отбелу наблюдалась при низких содержаниях алюминия (0.001 – 0.002 % Al) (рис. 3b). По мере роста содержания алюминия в доэвтектических чугунах полная глубина отбела заметно снижается, до самого конца изученного интервала концентраций алюминия (0.01 %). Более высокий уровень конечного содержания остаточного алюминия в эвтектических чугунах (0.03 – 0.05 % Al) оказывает видимый положительный эффект в немодифицированных чугунах и в чугунах, обработанных HP-FeSi.
Характеристики процесса затвердевания
Для оценки характеристик процесса кристаллизации изучаемых чугунов были записаны кривые охлаждения, по которым определяли максимальную эвтектическую степень переохлаждения (∆Tm).
∆Tm = Tst – TEU (ºC), (1)
где ∆Tm – максимальная эвтектическая степень переохлаждения, ºC; .
Tst – температура эвтектики в стабильной системе (железо – графит), ºC;
Tst = 1154 + 4[Si] – 2[Mn] – 30[P], ºC;
TEU – эвтектическое переохлаждение (наиболее низкая эвтектическая температура), ºC.
TEU соответствует температуре образования эвтектики аустенит – графит, поэтому, чем ниже величина TEU, тем выше значение эвтектической степени переохлаждения. Кристаллизация литейных чугунов при более низкой температуре подразумевает их переохлаждение перед началом формирования зародышей эвтектики аустенит – пластинчатый графит.
Изменения конечного химического состава литейных чугунов (Sc = 0.83 – 1.03), тип модификаторов на основе ферросилиция и уровень содержания остаточного алюминия оказывают заметное влияние на величину эвтектической степени переохлаждения (рис. 4a). Как в доэвтектических, так и в эвтектических чугунах степень переохлаждения заметно снижалась при содержании алюминия до 0.01 %. Наличие избыточного количества алюминия (> 0.03 %) в эвтектических чугунах, очевидно, практически не оказывает влияния на переохлаждение в процессе кристаллизации. В этом случае наибольшее значение имеет тип применяемого модификатора.
Микроструктура
Хотя добавки алюминия снижают эвтектическую степень переохлаждения (рис. 4a), одновременно растет число эвтектических ячеек, за исключением чугунов, модифицированных HP-FeSi (рис. 4b). Наибольшее число эвтектических ячеек при минимальном их размере, соответственно, было получено при содержании 0.01 % Al в чугунах, обработанных модификаторами типа Ca/Sr-FeSi. В эвтектических чугунах повышение содержания остаточного алюминия (> 0.03 % Al) не оказывает положительного эффекта.
Также был проведен детальный анализ морфологии графита в поверхностном слое и в центре образцов диаметром 15 мм. Определяли доли графита типов «A», «B», «C», «D» и «E» (в соответствии с ASTM A 247-90).
Переохлаждение затрудняет диффузию углерода в жидком чугуне, поэтому, по мере роста эвтектических ячеек, частицы графита располагаются на меньших расстояниях и часто разветвляются, что приводит к формированию графита типа «B» (пластинчатый графит с розеточным распределением). С увеличением степени переохлаждения аустенитно-графитная эвтектика растет в виде ячеек между ветвями дендритов аустенита, при этом включения пластинчатого графита расположены близко друг от друга (графит типа «D», хаотично распределенные включения графита в междендритном пространстве). Графит типа «E» по ASTM аналогичен графиту типа «D», за исключением того, что дендриты аустенита получают большее развитие (меньше значение углеродного эквивалента – больше степень переохлаждения). В результате объем эвтектической жидкости снижается, что заставляет пластины графита располагаться как бы параллельно ветвям дендритов второго порядка [13].
Менее эффективное протекание процессов образования центров кристаллизации графита приводит к дальнейшему переохлаждению эвтектической жидкости, что способствует формированию структур переохлажденного графита типа («B» + «D» + «E») до момента достижения температуры метастабильной – карбидной – эвтектики. Известно, что модифицирование серых чугунов позволяет повысить температуру TEU, при которой в эвтектической жидкости протекают процессы формирования центров кристаллизации графита, и снизить степень переохлаждения. В результате образуется эвтектика с хаотично расположенными и равномерно распределенными включениями графита (тип «A» согласно ASTM). Таким образом, модифицирование представляет собой технологию ввода в расплав элементов, которые способствуют формированию потенциальных центров кристаллизации графита и инициируют процесс эвтектической кристаллизации при максимальных значениях температуры TEU, способствуя формированию графита типа «A», подавляя образование графита типа «B» + «D» и карбидов. Существуют и другие возможные факторы, определяющие благотворное влияние на процессы образования центров кристаллизации графита, такие, как: процессы плавления и обработки расплава, шихтовые материалы, содержание основных и примесных элементов и другие.
На рис. 5 представлена зависимость количества сформировавшихся структур переохлажденного графита (графит типа «B» + «D» + «E») в доэвтектических и эвтектических чугунах после модифицирования различными материалами и в зависимости от содержания остаточного алюминия. Меньшее количество структур переохлажденного графита характерно для центра образцов и для эвтектических чугунов. Вторым фактором, влияющим на этот параметр, является способ модифицирования чугуна: более высокий уровень содержания характерен для не модифицированных чугунов, а низкий – для чугунов, модифицированных сплавами Ca/Sr-FeSi. Чугуны, модифицированные HP-FeSi, занимают промежуточное положение (особенно это характерно для микроструктуры в центре образцов).
С ростом остаточного содержания алюминия доля переохлажденных структур графита заметно снижается и достигает минимума при остаточном содержании алюминия порядка 0.01 % Al. Более высокое содержание алюминия (> 0.03 %), по-видимому, оказывает благоприятное воздействие только на немодифицированные чугуны и чугуны, модифицированные HP-FeSi.
Анализ матрицы показал принадлежность доэвтектических и немодифицированных эвтектических чугунов к классу половинчатых чугунов, с видимым влиянием содержания алюминия: чем выше содержание алюминия, тем ниже склонность к образованию карбидов (в образцах диаметром 15 мм). В чугунах, обработанных HP-FeSi, также наблюдаются свободные карбиды, но только в доэвтектических и только при очень низком содержании алюминия (< 0.002 % Al) (рис. 6). Матрица базового металла – преимущественно перлитная, с малым содержанием феррита (до 10 %) при наличии в структуре графита «B» и «D», особенно в немодифицированных и чугунах, модифицированных HP-FeSi.
Исследования на сканирующем электронном микроскопе
Важнейшей задачей настоящего исследования было подтверждение предложенной ранее трехстадийной модели формирования зародышей графита в серых чугунах (рис. 7). Причем особое внимание было обращено на способность алюминия образовывать включения на основе Al2O3, которые являются центрами образования включений сложных сульфидов вида (Mn,X)S, которые, в свою очередь, являются центрами образования зародышей пластинчатого графита [9-12].
В обобщенном виде, были получены следующие результаты:
Установлено, что марганец и сера являются основными компонентами практически всех идентифицированных включений, при этом отношение Mn/S изменялось в пределах 1.3 – 1.7. Эти соединения можно отнести к системе (Mn,X)S, где X = Fe, Al, Ca, Sr и т.п.
— Алюминий и кислород обнаружены во всех включениях, которые сыграли роль центров кристаллизации зародышей графита, преимущественно в ядрах этих включений, включая и случаи с особо низким содержанием алюминия в жидком чугуне (0.001 – 0.003 % Al). С ростом содержания алюминия в чугуне растет и его содержания во включениях, как в ядрах, так и в периферийной части (рис. 8). Наиболее низкий уровень содержания алюминия обнаружен в чугуне, обработанном модификатором типа Sr-FeSi, наиболее высокий – в чугуне, обработанном модификатором типа CaFeSi.
— При использовании в качестве модифицирующих элементов, кальций и стронций ведут себя по- разному: кальций присутствует практически во всех типах включений (особенно в чугунах, обработанных модификатором типа Ca-FeSi), в то время как стронций обнаружен только в чугунах, обработанных модификатором типа Sr-FeSi.
Выводы
— Обзор технической литературы по вопросам условий и причин образования газовой пористости в отливках из серого чугуна однозначно позволил установить ведущую роль в этом явлении водорода и значительное влияние остаточного содержания алюминия при средних уровнях его содержаниях (0.01 – 0.02 %).
— Была разработана программа комплексных исследований с целью получения более полного представления о влиянии остаточного содержания алюминия в жидком чугуне в весьма широком интервале его содержаний (0.001 – 0.05%) на процессы кристаллизации и характеристики структуры чугуна при разных способах ввода алюминия в расплав и разных методах модифицирования чугуна.
— Было доказано, что сплав типа Sr-FeSi является более эффективным модификатором по сравнению со сплавом Ca-FeSi, в то время как ферросилиций высокой чистоты (HP-FeSi) обладает наиболее низкой модифицирующей способностью, особенно в отношении склонности к отбелу, степени эвтектического переохлаждения и наличия карбидов. Чем меньше степень эвтектичности чугуна, тем больше различие в модифицирующей способности перечисленных сплавов.
— Повышение содержания алюминия с наиболее низких концентраций (0.001 %) до уровня, при котором при литье в сырые песчано-глинистые формы начинает образовываться газовая пористость (0.01%), приводит к следующим благоприятным результатам:
Снижение степени эвтектического переохлаждения, т.е. эвтектика начинает формироваться при более высокой температуре;
Снижение доли структур переохлажденного графита (типа «B» + «D» + «E») и увеличение доли графита типа «A» в микроструктуре при различных скоростях охлаждения и способах модифицирования; Снижение доли карбидов в немодифицированных и слабо модифицированных чугунах (обработанных HP-FeSi);
Снижение склонности к отбелу, особенно в доэвтектических чугунах.
— Присутствие избыточного алюминия в эвтектических чугунах (0.033 – 0.045 % Al), по-видимому, практически не оказывает влияния на процессы кристаллизации и структуру. Несколько сильнее это влияние проявляется в немодифицированных и модифицированных HP-FeSi чугунах.
— Положительное влияние относительно низких содержаний алюминия может быть связано с увеличением числа центров кристаллизации зародышей пластинчатого графита. Исследования с помощью сканирующего электронного микроскопа еще раз подтвердили роль алюминия в образовании первых, наиболее мелких включений (< 2.0 мкм), которые являются центрами образования частиц сложных сульфидов вида (Mn,X)S. А последние, в свою очередь, являются основными центрами образования зародышей графита в серых чугунах.
— Процессы модифицирования сплавами Sr-FeSi и Ca-FeSi, по-видимому, различаются механизмами графитизации чугуна, поскольку содержание алюминия во включениях минимально в чугунах, модифицированных сплавами Sr-FeSi, и максимально в чугунах, модифицированных сплавами CaFeSi.
— Для минимизации формирования газовой пористости при литье в сырые песчаные формы и для обеспечения эффективного протекания процесса графитизации рекомендуется поддерживать содержание остаточного алюминия в чугуне на уровне 0.008 – 0.010 % (рис. 9). При этом уровне содержания жидкий чугун имеет достаточно высокое поверхностное натяжение [4], а поступление водорода в расплав из сырой формы ограничивается [5, 3].
— Оптимальное остаточное содержание алюминия (0.008 – 0.010 %) может быть обеспечено путем применения всех исследованных методов: в составе шихтовых материалов, добавками при предварительной обработке чугуна или в составе модификаторов. Для определения наиболее предпочтительной технологии необходимо проведение дополнительных исследований.
— Не смотря на тот факт, что алюминий не принадлежит к группе элементов-модификаторов, он играет ключевую роль в процессах формирования зародышей графита в серых чугунах. Активность и содержание остаточного алюминия необходимо оценивать с позиций предотвращения образования газовой пористости и обеспечения эффективной графитизации чугуна.
— Повышение содержания алюминия следует считать целесообразным либо в немодифицированных чугунах, либо в чугунах, в которых модифицирование не приводит к положительным результатам (при сохранении в норме остальных технологических параметров). Если модифицирование позволяет добиться требуемых результатов при низких содержаниях алюминия в чугуне, то целесообразность изменения его концентраций следует рассматривать с позиций дальнейшего повышения качества чугуна или из соображений экономической эффективности.
Таблица 1. Методика эксперимента

Таблица 2. Конечный химический состав и параметры процесса затвердевания экспериментальных чугунов


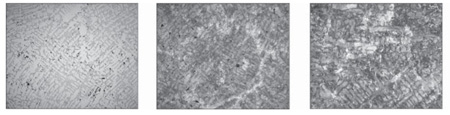
Рис. 1. Доэвтектические и эвтектические чугуны, модифицированные сплавами с низким содержанием алюминия (HP-FeSi, Sr-FeSi, Ca-FeSi) и с высоким содержанием алюминия (Sr,Al-FeSi, Ca,Al-FeSi). В квадратных скобках указано конечное содержание алюминия в чугуне.

∆Tm – степень эвтектического переохлаждения, °C
Total chill – величина полного отбела, мм
Eutectic Cell Count – количество эвтектических ячеек, 1/см
Un-inoculation – без модифицирования
Mottled iron – половинчатый чугун
Рис. 2. Влияние алюминия на степень эвтектического переохлаждения (∆Tm, 0 С), величину полного отбела (мм) и число эвтектических ячеек (1/см) в доэвтектических (a) и эвтектических (b) чугунах.

Рис.3. Влияние степени эвтектичности (a)и остаточного содержания алюминия (b) на полную глубину отбела.

Рис. 4. Влияние содержания алюминия и способа модифицирования на степень эвтектического переохлаждения (a) и число эвтектических ячеек (b)
Рис. 5. Влияние остаточного содержания алюминия на морфологию переохлажденного графита в поверхностном слое (a) и в центре (b) образцов немодифицированных и модифицированных серых чугунов (образцы диаметром 15 мм)

Рис. 6. Образование карбидов в немодифицированных и в модифицированных HP-FeSi серых чугунах

Nucleus – ядро, представляющее собой включение типа Al2O3XO
Body – тело включения – сложный сульфид марганца (Mn,X)S – подложки для кристаллизации графита
Graphite – графит
Рис. 7. Трехстадийная модель формирования зародышей графита в серых чугунах

Un-inoculation – без модифицирования
Nucleus (Core) – ядро включения
Shell (Body) – тело включения
Рис. 8. Содержание алюминия в ядрах и телах включений сложных сульфидов вида (Mn,X)S в немодифицированных и модифицированных различными сплавами серых чугунах

Рис. 9.Оптимальное содержание алюминия (0.008 – 0.010 %), определяемое по поверхностному натяжению серых чугунов (приведено к температуре 1400 °C) [4] и интенсивностью поглощения водорода из сырых песчано-глинистых форм [3, 5]
Список литературы
1. S.Katz, B.L.Tiwari – Dealuminization of Cast Iron. AFS Transactions, vol.101, pp.383-399 (1993).
2. R.J.Smickley, K.B.Rundman. The Effect of Aluminium on the Structure and Properties of Gray Cast Iron. AFS Transactions, vol.88, pp.205-214 (1980).
3. J.F.Wallace, P.F.Wieser. Pinholes in Gray Iron. Elemental Effects on Gray Irons. AFS Conference, Sept. 19-20, 1989, Chicago, Paper II A1-A14.
4. B.Hernandez, J.F.Wallace. Mechanisms of Pinhole Formation in Gray Iron. AFS Transactions, vol. 87, pp 335-348 (1979).
5. J.W.Dawson, L.W.L.Smith. Pinholing in Cast Iron and its Relationship to the Hydrogen Pickup from Sand Mold. BCIRA J.Res. and Dev. 6, p. 226 (1956).
6. BCIRA – Hydrogen — Pinholing defects. Elemental Effects on Gray Irons. AFS Conference, Sept. 19-20, 1989, Chicago, Paper VI B1-B7.
7. J.W.Dawson. Effect of Al on the Inoculating Power of FeSi and its Tendency to Give Pinholing. BCIRA, 7, p.2 (1957). 8. P.J.Bilek, J.M.Dong, T.K.McCluhan. The Roles of Ca and Al in Inoculation of Gray Iron. AFS Transactions, vol. 80, pp.183-188 (1972).
9. M.Chisamera, I.Riposan, S.Stan, T.Skaland. Undercooling-Chill Size-Structure Relationship in the Ca/Sr Inoculated Grey Irons under Sulphur / Oxygen Influence. 64th World Foundry Congress, Paris, 10-14 Sept. 2000, Paper RO-62.
10. I.Riposan, M.Chisamera, S.Stan, T.Skaland, M.I.Onsoien. Analyses of Possible Nucleation Sites in Ca/Sr Over-inoculated Gray Irons. AFS Transactions, vol. 105, pp.1151-1162 (2001). 11. M.Chisamera, I.Riposan, S.Stan, T.Skaland. Investigation of Effect of Residual Aluminium on Solidification Characteristics of Un-Inoculated and Ca/Sr Inoculated Gray Irons. AFS Transactions, vol.107, Paper 04- 096, (2004).
12. I.Riposan, M.Chisamera, S.Stan, T.Skaland. Graphite Nucleants (Microinclusions) Characterization in Ca/Sr Inoculated Grey Irons. SPCI 7-Science and Processing of Cast Iron. Int. Conference, Barcelona, Spain 2002; International Journal of Cast Metals Research, vol. 16, No.1-3, pp.105-111, 2003.
13. C.R.Loper, R.B.Gundlachj. Inoculation-What is it and How does Inoculation Work? AFS Int. Inoculation Conference, April 6-8, 1998, Chicago, paper No.1